Изобретение относится к обработке металла воздействием электрического тока вы- сокой плотности на заготовку с использованием электрода, который является инструментом, в частности, к комбинированным способам обработки отверстий малого диаметра путем электроэрозионной прошивки отверстия в среде диэлектрической жидкости и электрохимической обработки подачей электролита к выходной клемме отверстия, например, соплового отверстия распылителя дизельной форсунки.
Целью изобретения является повышение качества обрабатываемого отверстия получением постоянного по величине заданного радиуса скругления его кромки.
Эта цель достигается тем, что в способе электрообработки отверстия малого диаметра серией электрических разрядов в среде диэлектрической жидкости между деталью и электродом, совершающим рабочее перемещение, на этапе обработки кромки отверстия осуществляют подачу
электролита с противоположной стороны прошивки в течение определенного периода. В это/ время изменяют режим движения электрода с прекращением его рабочего перемещения. Для изменения режима движения электроду сообщают продольные колебания с амплитудой, равной заданному радиусу скругления кромки. При этом поддерживают постоянный расход электролита, меньший расхода диэлектрической жидкости.
Благодаря такому выполнению способа продольные колебания электрода создают возможность проникновению электролита на выходной участок поверхности отверстия, составляющий часть его глубины, равную заданному радиусу скругления. Одновременно, заданное соотношение расходов обеспечивает уменьшение концентрации электролита на глубине колебаний электрода, при этом по мере заглубления уменьшается интенсивность растворения поверхности отверстия, что позволяет пол1
00
о
00
ел
СП
со
учить требуемый радиус скругления, а также препятствует проникновению электролита за пределы этой глубины, что позволяет сохранить постоянным диаметр отверстия вне зоны скругления.
Таким образом способ позволяет сохранить величину проходного сечения отверстия, а гидравлические характеристики значительно улучшить за счет одинакового скругления кромки.
Кроме того, для получения идентичных радиусов скругления кромок двух и более выходящих в общую полость отверстий, поддерживают постоянство величины расхода электролита в период получения кром- ки каждого последующего отверстия путем герметизации ранее обработанных отверстий.
Такой способ позволяет в период электрохимического растворения кромки при обработке каждого последующего отверстия, благодаря герметизации уже обработанных, сохранить требуемое постоянство расхода электролита.
При осуществлении способа оптималь- ный расход электролита должен быть 1,5-2 раза меньше расхода диэлектрической жидкости. Если соотношение расходов при зазоре между деталью и электродом порядка 0,015 мм будет меньше чем полтора, то возможно поступление электролита за пределы участка скругления и электрохимическая обработка цилиндрической части отверстия, что недопустимо и может привести к увеличению проходного сечения отвер- стия. А если соотношение расходов будет больше двух, то соответственно концентрация электролита будет меньше, и гидравлические характеристики отверстия не будут иметь заданной величины.
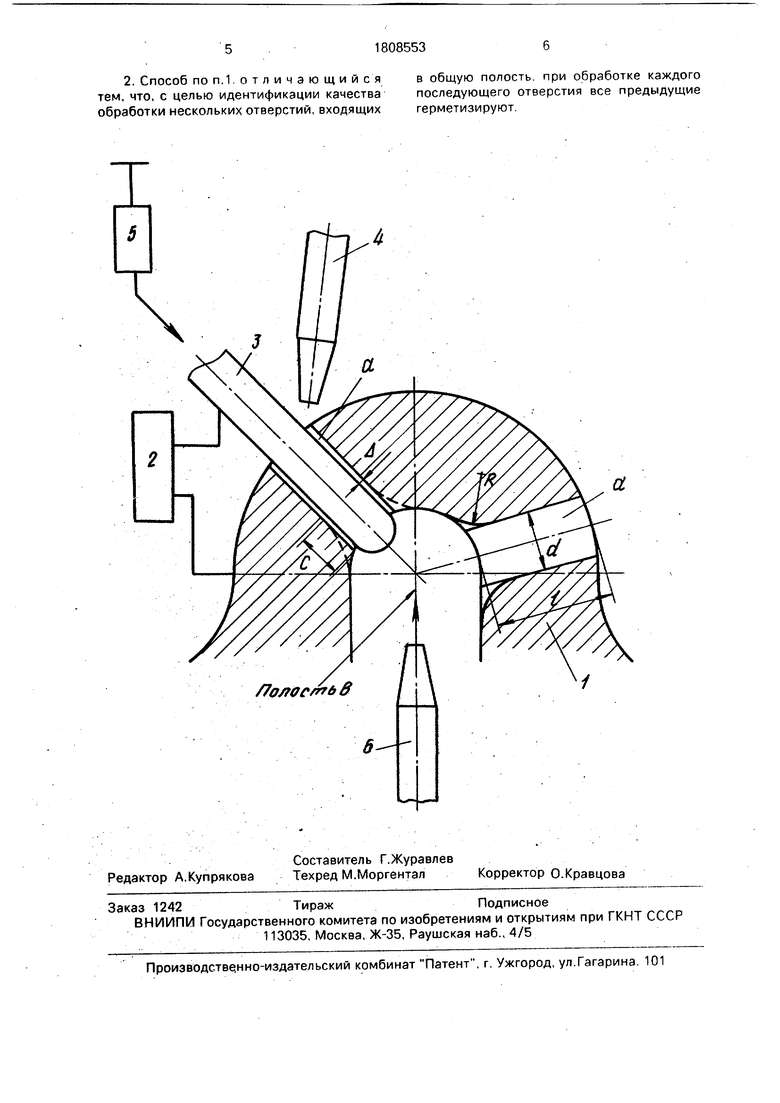
На чертеже изображено расположение сопловых отверстий в корпусе распылителя. Корпус распылителя 1 имеет несколько сопловых отверстий а (в разрезе два), одинакового диаметра d и глубиной , величина радиуса скругления выходной кромки отверстия равна R. Отверстия выходят в глухую полость Ь. Электроэрозионная обработка каждого отверстия а производится серией электрических разрядов от re- нератора 2 разрядных импульсов электродом 3 в среде диэлектрической жидкости, которая подается через патрубок 4. Величина межэлектродного зазора при обработке составляет Л.После получения сквозного отверстия электроэрозионную обработку Прекращают отключением генератора 2 и отключением рабочего перемещения электрода, что фиксирует электрод внутри зоны скругления (как показано на
чертеже). Генератор 2 переключают к источнику постоянного напряжения, электроду сообщают продольные колебания с амплитудой с и через патрубок 6 в глухую полость подают электролит. После окончания обработки отключают генератор 2, прекращают подачу электролита, электрод выводят из отверстия, поворачивают корпус 1 для обработки следующего отверстия, а ранее обработанное герметически закрывают.
Пример. Обрабатывался корпус распылителя ЯЗТА для дизеля автомобиля КАМАЗ, имеющий четыре сопловых отверстия d 0,34+0 01 мм, длиной 0,9 мм и заданный оптимальный радиус скругления R 0,11 мм, В качестве рабочей жидкости при электроэрозионной обработке использовалась дистиллированная вода с удельным сопротивлением 2500 Ом м и расходом 0,5 л/час. Электродом служила медная проволока марки МТ ГОСТ 2112-79 диаметром
0,31
-Ю.002
мм. Величина А 0,015 мм. На
этапе скругления выходной кромки электроду сообщали продольные колебания с 0,115 мм, в качестве электролита использовался 2% раствор нитрата натрия с расходом 0,23 л/час.
Сравнительные стендовые испытания на стабильность пропускной способности распылителей, обработанных по известному и предлагаемому способам, показали значительное увеличение стабильности пропускной способности. Таким образом, предлагаемый способ позволяет получить сопловые отверстия высокого качества, обеспечивающие улучшение эксплуатационных показателей дизелей.
Использование способа в массовом производстве топливной аппаратуры дизелей создаст значительный технико-экономический эффект.
Формула изобретения
1. Способ электрообработки отверстий малого диаметра, включающий прошивку отверстия подвижным электродом в режиме электроэрозионной обработки с подачей диэлектрической жидкости в зону обработки и доработку внутренней кромки отверстия в электрохимическом режиме с подачей электролита с противоположной стороны, отличающийся тем, что, с целью повышения качества обработки отверстий с заданным радиусом скругления внутренних кромок в распылителях форсунок, в режиме электрохимической обработки электроду сообщают осевые колебания с амплитудой, равной заданному радиусу скругления кромки, при этом обеспечивают расход электролита, меньший расхода диэлектрической жидкости,
2. Способ по п.1. о т л и ч а ю щ и и с я тем, что, с целью идентификации качества обработки нескольких отверстий, входящих
в общую полость, при обработке каждого последующего отверстия все предыдущие герметизируют.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ СОПЛОВЫХ ОТВЕРСТИЙ | 2020 |
|
RU2723855C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Электрод для изготовления конфузорного участка в отверстии форсунки | 2015 |
|
RU2621511C2 |
| Способ упрочнения изделий из стекла | 1974 |
|
SU554216A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
