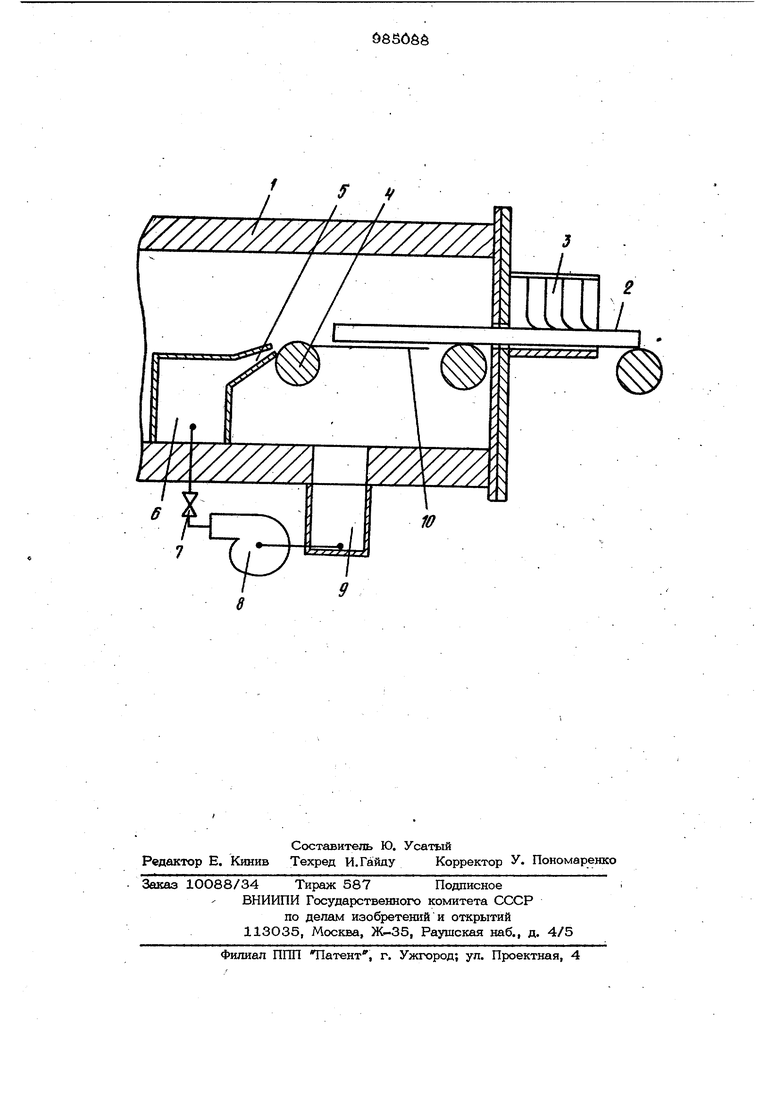
(54). УСТРОЙСТВО ДЛЯ ПРОДУВКИ ТРУБ В ТЕРМИЧЕСКОЙ ПЕЧИ Изобретение относится к термообработке труб в защи-гаой атмосфере и может быть использовано в различных печах для непрерьгоной термообработки труб и полого сортового материала. По основному авт., св. № 773102 известно устройство для продувки труб в термической печи, содержащее вентилятор, подводящие трубопроводы и напорный коллектор с щелевым соплом, причем сопло расположено на выходе печи около ролика под углом 20-35 к горизонтальной оси, а НИ5КНЯЯ стенка сопла выполнена по касательной к поверхности ролика. Концы обрабатываемых труб при подхо дек ролику попадают в.зону действия скоростного потока защитного газа, обтекающего поверхность ролика. Ввиду того, что поток направлен навстречу движен обрабатьгоаемого материала, при прохождении концов труб над роликом происходит интенсивное вытеснение воздуха из внутренних полостей пакета обрабатываемых труб защитным газом С11 Основное устройство имеет спелующий недостаток. Трубы, поступив в зону действия скоростного потока, продуваются лишь в момент прохода концов труб над роликом, поскольку вытекающая из щелевого сопла струя защитно1Ч5 газа набегает на ролик, прилипает к его поверхности, обтекая ее, в результате чего концы обра&.тываемых труб находятся в зоне действия струйного течения кратковременно. Для эффективной продувки труб в рассматриваемом устройстве необходимо использовать высокоскоростные струи; это требует применения высоконапорных вентиляторов повьпиеююй произвош Фельности, что экономически не всегда целесообразно. Цель изобретения - обеспечение надежной продувки труб перед входом в печь при минимальных энергетических затратах. Поставленная цель достигается тем, . что устройство для продувки труб в термической печи снабжено пластиной, расположенной горизонтально непосредственно 3 9в508 за роликом и ниже касательной к поверхности роликов на 0,25-О,5 калибра сопла, при .этом длина пластины составляет 1050 калибров сопла. Расстояние 0,25-0,5 калибра соплаs от пластины, касательной к поверхности роликов, а следовательно, до поверхности опоры пакета труб, определяется следующими условиями, Минимальное расстояние 0,25 калибраtO сопла выбрано исходя из отсутствия механического контакта обрабатьгоаемьк труб с пластиной. Максимальное расстояние установки пластины 0,5 калибра сопла определяется условием оптимального I15 подвода газового потока во внутреннюю попость труб. При увеличении, этого размера более 0,5 калибра сопла значитель ная часть скоростного потока защитного газа следует помимо труб и не участвует20 в процессе продувки, Минимальная длина пластины, равная 10 калибрам сопла, определяется уеловиями эффективного применения предлагаемой конструкции. При длине пластины25 менее 10 калибров сопла интенсимюсть продувки мало изменится по сравнению с противопоставле1шым объектом, посколь- ку горизонтальный струйный поток действует на концы труб малое время. Мак-зо симальная длина пластины 5О калибров определяется условиями затухания скороети настильного потока. Так при максимальной длине .пластины в условиях предлагаемого устройства скорость потока защитного газа в районе выходной границы пластины снизится в 2-2,5 раза. Дальнейшее увеличение длины пластины не целесообразно, так как снижение динамического напора потока защитного Q газа не обеспечит продутвку труб на рассматриваемом уюстке пластины, На чертеже показано устройство, общий вид. Проходная роликовая печь 1 для термо 45 обработки труб 2 в защитной газовой среде уплотняется на входе затвором 3, Около обдуваемого ролика 4 установлено щелевое ропло 5, размешенное на нЙпорном коллекторе 6, который через дрос-jg сельный орган 7 и вентилятор 8 соединен с отсасывающим коробом 9, Около 84 ролика в горизонтальной плоскости установлена пластина 10, Устройство для продувки труб работает следующим образом. Печной газ через отсасьшающий короб 9 поступает в вентилятор 8, откуда подается в напорный коллектор 6. Далее, защитный газ подается в щелевое сопло Б, откуда с большой скоростью набегает на ролик 4, прилипает к нему, образуя струйное течение на поверхности ролика, которое, затем натекает на пластину 1О и распространяется вдоль,нее, Предлагаемое устройство не обязательно может бьпъ привязано к печному ролику. Функции обдуваемого ролика может выполнять любая криволинейная поверхность, установленная около сопла, В частном случае нижняя образующая щелевого сопла может быть продолжена за срез сопла и выполнена в виде криволинейной поверхности, переходящей в горизонтальную пластину, Продувка труб защитным газом осуще-. ствляется на протяжении всего времени следования концов труб над горизонталь- ной пластиной. Увеличение времени продувк и труб скоростным потоком дает возможность снизить напор и производитель- ность вентилятора, а следовательно уменьщатся его габариты и сократится расход электроэнергии на продувку труб защитным газом, Формула изоб, ретения Устройство для продувки труб в термической печи по авт, ев, № 773102, отличающееся тем, что, с целью надежной и экономичной продувки труб перед термообработкой, оно снабжено пластиной, расположенной горизонтальио непосредственно за роликом и ниже касательной к поверхности роликов на 0,25-О,5 калибра сопла, при этом длина пластины составляет 1О-5О калибров сопла, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 773102, кл, С 21 D 9/00, 1978,
/
t/////////// /// //////.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продувки труб в термической печи | 1978 |
|
SU773102A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЛИФТОВЫХ ТРУБ ТИПА "ТРУБА В ТРУБЕ" | 2012 |
|
RU2479647C1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |
| Устройство конвективного охлаждения протяжной печи | 1988 |
|
SU1601144A1 |
| Способ конвективного охлаждения труб и устройство для его осуществления | 1987 |
|
SU1474174A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2102502C1 |
| Способ герметизации протяжной электропечи и протяжная электропечь | 1985 |
|
SU1295180A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ СТРУЙНОГО ОХЛАЖДЕНИЯ ПОЛОСЫ В ПРОТЯЖНОЙ ПЕЧИ | 2010 |
|
RU2449232C2 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023030C1 |
| Газовый затвор протяжной печи | 1982 |
|
SU1040316A1 |