Изобретение относится к промышленности строительства, к стекольному производству и может быть использовано при производстве тонкого прецизионного листового стекла, применяемого в электронной промышленности.
Цель изобретения - расширение диапазона размеров получаемых листов по толщине и повышение качества листового стекла за счет уменьшения неплоскостности, непараллельности и исключения полосности.
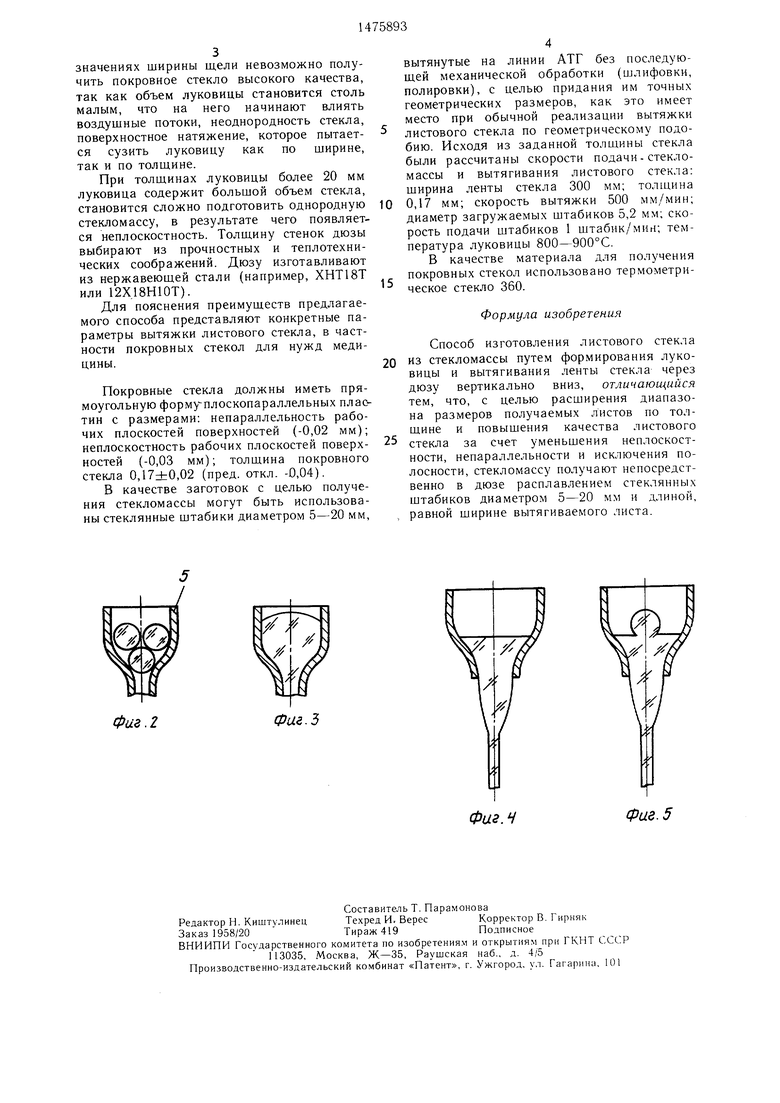
На фиг. 1 показана схема изготовления листового стекла из стекломассы; на фиг. 2 - профилированные пластины, регулирующие щель дюзы; на фиг. 3 - натапливание стекломассы до заполнения ею объема дюзы; на фиг. 4 - формирование луковицы; на фиг. 5 - непрерывность процесса вытяжки листового стекла.
В качестве материала для получения листового стекла используют стеклянные штабики из химико-лабораторного, оптического, термометрического и других стекол, температура начала размягчения которых не превышает 620°С.
Изготовление листового стекла осуществляют следующим образом.
Штабики 1 длиной, равной ширине вырабатываемого листового стекла, из бункера 2 при помощи питателя 3 поступают в щелевую дюзу 4, имеющую в поперечном сечении форму сопла и состоящую из двух параллельно установленных с возможностью регулирования щели профилированных пластин 5, снабженных с торцов стенками 6. Щель между профилированными пластинами 5 должна быть не более 1/2 диаметра загружаемых штабиков. Загружаемые штабики разогревают до пластичного состояния с помощью линейных нагревателей 7, расположенных с наружной стороны дюзы 4 и имеющих возможность
10
82 - площадь сечения вытягиваемого листового стекла.
После того, как будет отформована луковица 8 производят вытягивание листового стекла 9 посредством механизма 10 вытяжки. По мере выработки стекломассы из дюзы 4 в последнюю происходит поступление штабиков 1, чем и обеспечивается непрерывность процесса вытяжки листового стекла.
Расширение диапазона размеров получаемых листовых стекол достигается следующим образом.
Применяемая в предлагаемом способе дюза 4 имеет возможность трансформироваться с изменением проходного сече- 5 ния, формирующего луковицу 8, и позволяет формировать площадь сечения луковицы строго в соответствии с уравнением непрерывности струи. Задавшись толщиной стекла и скоростью его вытяжки, можно определить площадь сечения луковицы 8 и установить его при помощи перемещающихся профилированных пластин 5 дюзы 4 и получить луковицу, обеспечивающую заданную толщину стекла.
Поскольку щелевая дюза 4 имеет вполне определенные геометрические размеры, то количество стекломассы в ней остается постоянным, что при наличии регулируемых нагревателей обеспечивает гарантированный температурный режим вытягивания стекла, обеспечивающий высокое качество листового стекла. Высокое качество листового стекла также достигается тем, что луковица формируется и калибруется проходным сечением дюзы, а при вытяжке стекла по геометрическому подобию точность получаемого листового стекла возрастает по мере уменьшения его толщины и соответственно уменьшается неплоскостность, непараллельность.
Длина штабиков 1, равная ширине вырабатываемой ленты, является необходимым
20
25
30
35
перемещения относительно дюзы 4. Натап- 40 условием, обеспечивающим питание луко0
82 - площадь сечения вытягиваемого листового стекла.
После того, как будет отформована луковица 8 производят вытягивание листового стекла 9 посредством механизма 10 вытяжки. По мере выработки стекломассы из дюзы 4 в последнюю происходит поступление штабиков 1, чем и обеспечивается непрерывность процесса вытяжки листового стекла.
Расширение диапазона размеров получаемых листовых стекол достигается следующим образом.
Применяемая в предлагаемом способе дюза 4 имеет возможность трансформироваться с изменением проходного сече- 5 ния, формирующего луковицу 8, и позволяет формировать площадь сечения луковицы строго в соответствии с уравнением непрерывности струи. Задавшись толщиной стекла и скоростью его вытяжки, можно определить площадь сечения луковицы 8 и установить его при помощи перемещающихся профилированных пластин 5 дюзы 4 и получить луковицу, обеспечивающую заданную толщину стекла.
Поскольку щелевая дюза 4 имеет вполне определенные геометрические размеры, то количество стекломассы в ней остается постоянным, что при наличии регулируемых нагревателей обеспечивает гарантированный температурный режим вытягивания стекла, обеспечивающий высокое качество листового стекла. Высокое качество листового стекла также достигается тем, что луковица формируется и калибруется проходным сечением дюзы, а при вытяжке стекла по геометрическому подобию точность получаемого листового стекла возрастает по мере уменьшения его толщины и соответственно уменьшается неплоскостность, непараллельность.
Длина штабиков 1, равная ширине вырабатываемой ленты, является необходимым
0
5
0
5
0 условием, обеспечивающим питание луко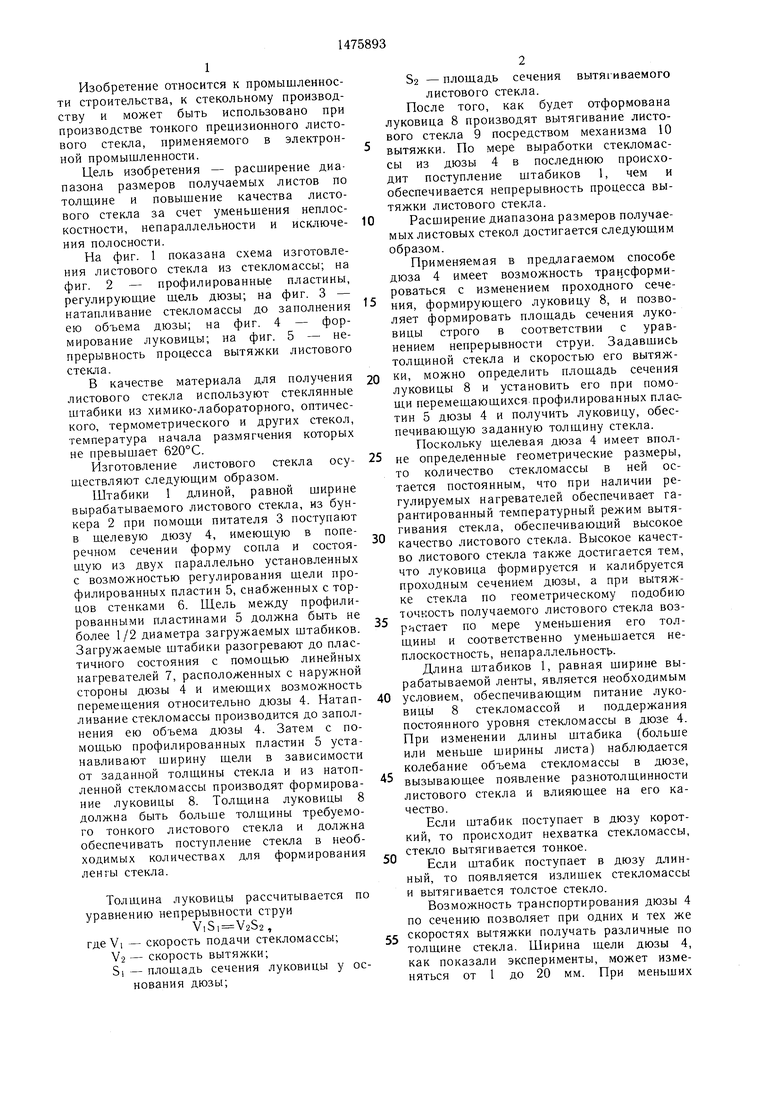
| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Способ вытяжки оптического волокна из фторидных стекол | 1991 |
|
SU1811508A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| Способ непрерывного производства листового стекла | 1975 |
|
SU617390A1 |
| Устройство для вертикального вытягивания листового стекла | 1982 |
|
SU1046202A1 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Лодочка для формования листового стекла | 1988 |
|
SU1564127A1 |
| Лодочка для формования листового стекла | 1983 |
|
SU1248964A1 |
| Способ получения заготовок из фторидного стекла | 1990 |
|
SU1740333A1 |
Изобретение относится к промышленности строительства, к стекольному производству и может быть использовано при производстве тонкого прецизионного листового стекла, применяемого в электронной пром. С целью расширения диапазона размеров получаемых листов по толщине и повышения качества листового стекла за счет уменьшения неплоскостности, непараллельности и исключения полосности, стекломассу в дюзе наплавляют путем подачи в нее стеклянных штабиков диаметров 5-20 мм и длиной, равной ширине вытягиваемого листа. Кроме того, дюза имеет возможность трансформироваться с изменением проходного сечения, формирующего луковицу 8, и позволяет формировать площадь сечения луковицы строго в соответствии с уравнением непрерывности струи. В свою очередь луковица формируется и калибруется проходным сечением дюза, а вытяжка по геометрическому подобию увеличивает точность получаемого листового стекла по мере уменьшения его толщины. Соответственно уменьшается неплоскостность и непараллельность. 5 ил.
ливание стекломассы производится до заполнения ею объема дюзы 4. Затем с помощью профилированных пластин 5 устанавливают ширину щели в зависимости от заданной толщины стекла и из натопленной стекломассы производят формирова- ние луковицы 8. Толщина луковицы 8 должна быть больше толщины требуемого тонкого листового стекла и должна обеспечивать поступление стекла в необходимых количествах для формирования ленгы стекла.
Толщина луковицы рассчитывается уравнению непрерывности струи
V,S,V2S2,
- скорость подачи стекломассы; V2- скорость вытяжки; Si - площадь сечения луковицы у нования дюзы;
вицы а стекломассой и поддержания постоянного уровня стекломассы в дюзе 4. При изменении длины штабика (больше или меньше ширины листа) наблюдается колебание объема стекломассы в дюзе, вызывающее появление разнотолщинности листового стекла и влияющее на его качество.
Если штабик поступает в дюзу короткий, то происходит нехватка стекломассы, стекло вытягивается тонкое.
Если штабик поступает в дюзу длинный, то появляется излишек стекломассы и вытягивается толстое стекло.
Возможность транспортирования дюзы 4 по сечению позволяет при одних и тех же 5 скоростях вытяжки получать различные по толщине стекла. Ширина щели дюзы 4, как показали эксперименты, может изменяться от 1 до 20 мм. При меньших
0
значениях ширины щели невозможно получить покровное стекло высокого качества, так как объем луковицы становится столь малым, что на него начинают влиять воздушные потоки, неоднородность стекла, поверхностное натяжение, которое пытается сузить луковицу как по ширине, так и по толщине.
При толщинах луковицы более 20 мм луковица содержит большой объем стекла, становится сложно подготовить однородную стекломассу, в результате чего появляется неплоскостность. Толщину стенок дюзы выбирают из прочностных и теплотехнических соображений. Дюзу изготавливают из нержавеющей стали (например, ХНТ18Т или 12Х18Н10Т).
Для пояснения преимуществ предлагаемого способа представляют конкретные параметры вытяжки листового стекла, в частности покровных стекол для нужд медицины.
вытянутые на линии АТГ без последующей механической обработки (шлифовки, полировки), с целью придания им точных геометрических размеров, как это имеет место при обычной реализации вытяжки
5 листового стекла по геометрическому подобию. Исходя из заданной толщины стекла были рассчитаны скорости подачи-стекломассы и вытягивания листового стекла: ширина ленты стекла 300 мм; толщина
10 0,17 мм; скорость вытяжки 500 мм/мин; диаметр загружаемых штабиков 5,2 мм; скорость подачи штабиков 1 штабик/мин; температура луковицы 800-900°С.
В качестве материала для получения покровных стекол использовано термометрическое стекло 360.
Формула изобретения
15
Способ изготовления листового стекла
20из стекломассы путем формирования луковицы и вытягивания ленты стекла через
Покровные стекла должны иметь пря-дюзу вертикально вниз, отличающийся моугольную формуплоскопараллельных плас-тем, что, с целью расширения диапазо- тин с размерами: непараллельность рабо-на размеров получаемых листов по тол- чих плоскостей поверхностей (-0,02 мм);щине и повышения качества листового неплоскостность рабочих плоскостей поверх- 25стекла за счет уменьшения неплоскост- ностей (-0,03 мм); толщина покровногоности, непараллельности и исключения по- стекла 0,17±0,02 (пред. откл. -0,04).лосности, стекломассу получают непосредст- В качестве заготовок с целью получе-венно в дюзе расплавлением стеклянных ния стекломассы могут быть использова-штабиков диаметром 5-20 мм и длиной, ны стеклянные штабики диаметром 5-20мм,равной ширине вытягиваемого листа.
Фиг. 2
Фаг. 3
вытянутые на линии АТГ без последующей механической обработки (шлифовки, полировки), с целью придания им точных геометрических размеров, как это имеет место при обычной реализации вытяжки
листового стекла по геометрическому подобию. Исходя из заданной толщины стекла были рассчитаны скорости подачи-стекломассы и вытягивания листового стекла: ширина ленты стекла 300 мм; толщина
0,17 мм; скорость вытяжки 500 мм/мин; диаметр загружаемых штабиков 5,2 мм; скорость подачи штабиков 1 штабик/мин; температура луковицы 800-900°С.
В качестве материала для получения покровных стекол использовано термометрическое стекло 360.
Формула изобретения
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU394327A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
