1
Изобретение относится к металлургии и может быть использовано для поверхностного упрочнения инструмента из быстрорежущей стали.
Цель изобретения - повышение стойкости инструмента.
Пример. Предварительно обезжиренные сверла ф 8 из стали Р6М5, Подвергают действию м агнитного поля напряженностью 500-980 кА/м в течение 1-5 с. По окончании магнитной обработки сверла погружают в ванну со фторсодержащим поверхностно-активным веществом марки 6СФК-180-05 и выдерживают в течение 5 мин.
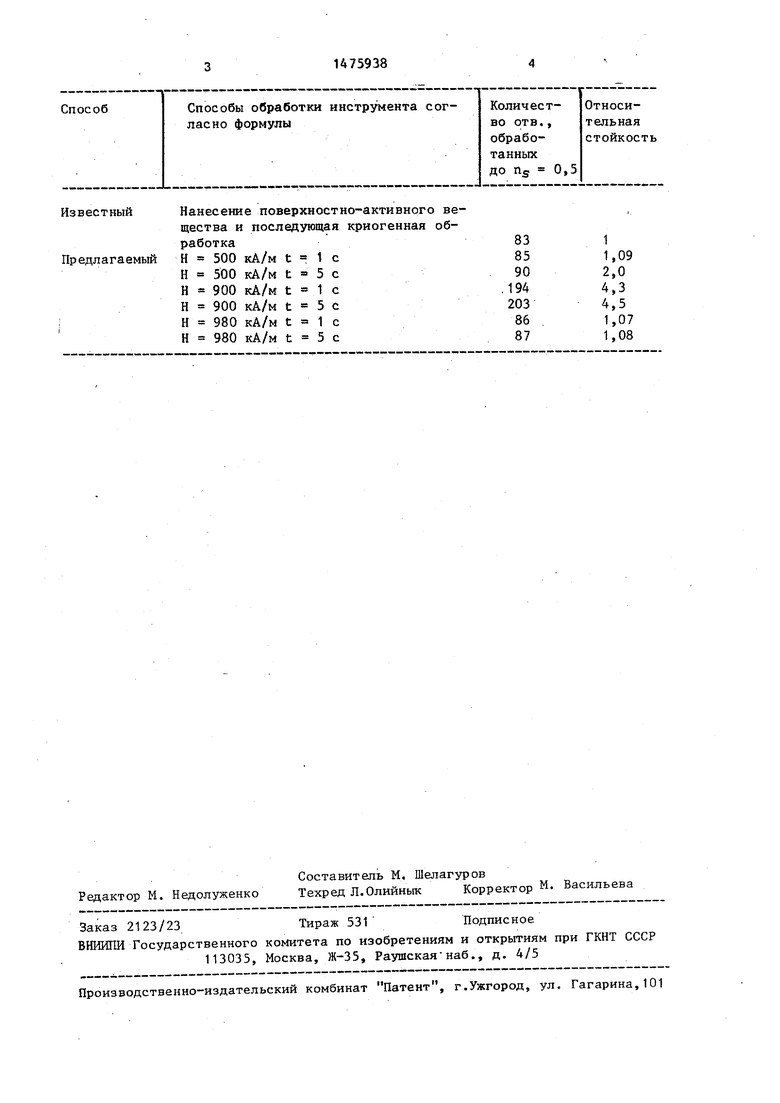
В таблице приведены данные по стойкости сверл, обработанных согласно предлагаемому и известному способам.
Из таблицы видно, что предлагаемый способ позволяет повысить стойкость режущего инструмента по сравнению с известным в 1,1-4,5 раза.
Формула изобретения
Способ обработки инструмента,включающий нанесение фтореодержащего поверхностно-активного вещества, о т- личающийся тем, что, с целью повышения стойкости, перед нанесением поверхностно-активного вещества инструмент подвергают магнитной обработке при напряженности поля 500-980 кА/м с выдержкой 1-5 с.
4Ь М СП
СО СО 00
Способ
Способы обработки инструмента согласно формулы
Количество отв., обработанныхдо ns 0,5

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки режущего инструмента | 1989 |
|
SU1696148A1 |
| Способ обработки инструмента из быстрорежущей стали | 1984 |
|
SU1196394A1 |
| Способ обработки инструмента из быстрорежущей стали | 1987 |
|
SU1516500A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2354718C2 |
| Способ упрочнения инструмента из быстрорежущей стали | 1990 |
|
SU1749269A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2023027C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2004 |
|
RU2273670C1 |
| Применение способа лазерной закалки мелкоразмерного сверла для повышения качества обрабатываемой поверхности | 2020 |
|
RU2744586C1 |
Изобретение относится к области металлургии и может быть использовано для поверхностного упрочнения инструмента из быстрорежущей стали. Целью изобретения является повышение стойкости инструмента. Предварительно обезжиренные сверла из стали Р6М5 подвергают действию магнитного поля напряженностью 500-980 кА/м в течение 1-5 с. По окончании магнитной обработки сверла погружают в ванну с фторсодержащим поверхностно-активным веществом марки 6СФК-180-05 ТУ 6-02-1229-82 и выдерживают в течение 5 мин. Применение способа позволяет значительно повысить стойкость режущего инструмента. 1 табл.
Известный
Предлагаемый
Нанесение поверхностно-активного вещества и последующая криогенная обработка83Н 500 кА/м t 1 с85 Н 500 кА/м t 5 с90 Н - 900 кА/м t 1 с. 194 Н 900 кА/м t 5 с203 Н 980 кА/м t 1 с86 Н 980 кА/м t 5 с87
1
1,09
2,0
4,3
4,5
1,07
1,08
| Верещака А.С., Третьяков И.П | |||
| Режущие инструменты с износостойкими покрытиями | |||
| М.: Машиностроение, 1986, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ термической обработки инструмента | 1984 |
|
SU1252364A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
