Предлагаемое применение способа относится к области термической обработки режущего инструмента и повышения эффективности его использования.
В последнее время активно развивается направление упрочнения рабочих поверхностей инструмента лазерной модификацией, где поверхностный слой играет основополагающую роль. Высокие показатели энергоэффективности процесса, отсутствие необходимости использования дополнительных средств (защитные среды, вакуум, дополнительные виды термообработки), а также возможность обработки сложной формы и труднодоступных поверхностей инструмента за счет использования оптических квантовых генераторов открывают новые возможности для практического использования данной технологии модификации. Для инструмента, как объекта модификации кроме высокой износостойкости и вышеперечисленных преимуществ характерно также повышение таких характеристик как теплостойкость, коррозионная стойкость, повышенная задиростойкость, устойчивость к скалыванию режущей кромки и снижение коэффициента трения.
Традиционный подход, предусматривающий в основном повышение работоспособности инструмента, не учитывал возможности влияния на параметры шероховатости при определенных условиях лазерной модификации сверла, поэтому возникала необходимость дополнительных технологических операций обработки поверхности отверстия. Для этого применялись такие методы дополнительной обработки, как дорнование, протяжка, развертывание и др. Их использование неизбежно приводило к дополнительным расходам, связанных с использованием специального оборудования, увеличению материальных и трудозатрат.
В работе [1] приводятся результаты экспериментального исследования влияния параметров лазерной модификации на состояние и свойства поверхностного слоя образцов из быстрорежущей стали Р6М5. Получены зависимости глубины и ширины зоны термического влияния от мощности лазерного излучения. Произведены измерения микротвердости различных участков обработанной поверхности, подробно изучена получаемая структура для различных режимов лазерной модификации. Выявлено повышение микротвердости при лазерной модификации оптоволоконным лазером при работе в квазинепрерывном режиме. Установлена граница между режимами лазерной модификации с оплавлением и без него. В качестве практического приложения полученных результатов была проведена оценка износостойкости мелкоразмерного инструмента в зависимости от предложенных режимов. Установлены режимы лазерной модификации, позволяющие повысить стойкость спиральных сверл малого диаметра в 5 и более раз.
Задачей применения данного способа лазерной модификации мелкоразмерного сверла является его использование в качестве средства для повышения качества обрабатываемой поверхности, а именно для улучшения параметров шероховатости.
Применение данного способа по новому назначению объясняется получением новых теоретических и экспериментальных данных, обеспечивающих использование данного способа закалки мелкоразмерного сверла при условии обеспечения оптимальной дисперсности микроструктуры поверхностного слоя в качестве средства, повышающего не только его работоспособность и износостойкость, но и качество обрабатываемой поверхности.
К многочисленным факторам, влияющих на параметры шероховатости поверхности, относят режим и вид механической обработки, используемый инструмент и его материал, его геометрические параметры, состав СОЖ, жесткость системы станок - приспособление - инструмент-деталь, состав и свойства обрабатываемого материала и ряд других факторов. В конкретных случаях любой из отмеченных факторов может оказывать решающее значение на параметры шероховатости. Кроме этого, на величину неровностей влияют затупление, выкрашивание режущей кромки, а также наслоение металла на рабочую поверхность инструмента. Образующиеся на режущем лезвии неровности частично или полностью копируются на обрабатываемой поверхности, при этом высота неровностей в большинстве случаев увеличивается, особенно при фрезеровании до 110%, при точении до 60%. Увеличение радиуса закругления при затуплении режущей кромки повышает уровень пластических деформаций металла поверхностного слоя, что также приводит к росту шероховатости. Поэтому для снижения дальнейшего роста шероховатости рекомендуется тщательно и своевременно выполнять заточку и правку режущей поверхности инструмента. Негативное влияние на параметры шероховатости оказывает также наслоение металла на рабочую поверхность инструмента, что требует его периодического удаления либо замены инструмента. Возможное снижение или исключение влияния этих факторов позволит в целом повысить качество обрабатываемой поверхности изделия.
Выкрашивание режущей кромки чаще всего происходит по границе зерна, поэтому степень дисперсности и изотропность структуры при лазерном модифицировании инструмента неизбежно должны благоприятно сказываться как на повышении стойкости инструмента, так и на параметры шероховатости. Помимо этого, повышенное сопротивление ползучести модифицированного поверхностного слоя инструмента, благодаря повышенной твердости, теплостойкости, коррозионной стойкости, износостойкости и несущей способности будут эффективно препятствовать пластическому течению металла, особенно при повышенных температурах, одновременно, оказывая позитивное влияние на параметры шероховатости. Механизм формирования стружки и процесс наслоения металла также может быть изменен в результате лазерного модифицирования инструмента.
В целом, учитывая вышеизложенное, механизм резания может в значительной степени снивелирован по отношению к классическому варианту кинетики резания, что открывает новые потенциальные технологические возможности в повышении качества обрабатываемой поверхности.
Основной целью данного применения способа лазерной закалки мелкоразмерного инструмента, кроме повышения его работоспособности и износостойкости увеличить его служебные характеристики и функциональные возможности, в частности улучшить качество обрабатываемой поверхности.
Пример
В качестве объектов исследования использовались мелкоразмерное сверло, образцы материала, исследовательское оборудование и реальные детали изделия. Применение способа поясняется фигурами:
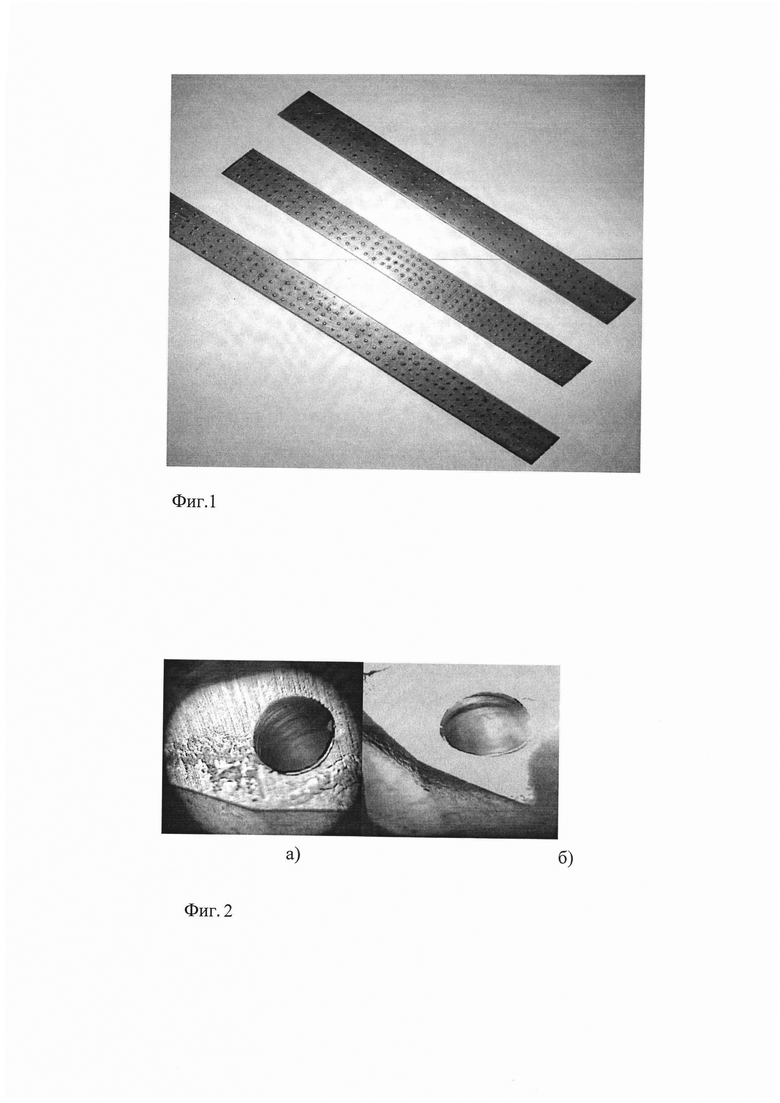
Фиг. 1 - показаны пластины из электротехнической стали 29НК с отверстиями, полученными упрочненным излучением лазера и необработанным сверлом для оценки износостойкости сверла.
Фиг. 2 - показан фрагмент реальной детали (якоря реле РЭС48) с отверстием, просверленным упрочненным и необработанным сверлом.
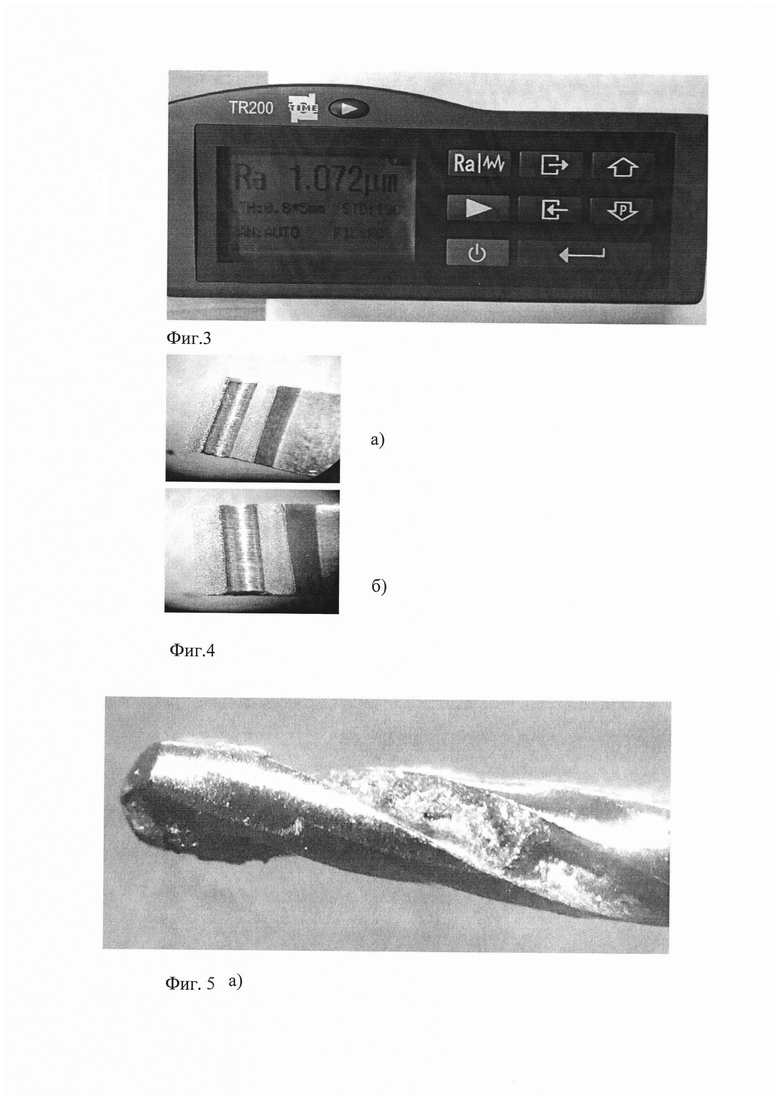
Фиг. 3 - показан портативный измеритель шероховатости TR 200, который использовался для измерения параметров шероховатости обрабатываемой поверхности.
Фиг. 4 - показана поверхность отверстия образованная при сверлении сверлом
а) в исходном состоянии; б) упрочненным излучением лазера, после срезания части якоря по оси отверстия.
Фиг. 5 - показаны а) сверло в исходном состоянии с явными признаками наслоения металла (обработано - 150 отв.); б) фрагмент концевой части модифицированного сверла после поломки (обработано - 460 отв.).
Технический результат изобретения заключается в применении способа лазерной закалки при оптимальных режимах обработки рабочей поверхности сверла для повышения качества обрабатываемой поверхности и одновременно долговечности (износостойкости).
Указанный технический результат достигается тем, что мелкоразмерное сверло подвергается лазерной обработке в следующей последовательности: Мелкоразмерные спиральные сверла из быстрорежущей стали Р6М5 диаметром 1 мм подвергались лазерной обработке импульсным излучением лазера с энергией в импульсе 8 Дж длительностью импульса 4 мсек при длине волны 1,06 мкм на лазерной установке Квант 15. Первоначально обрабатывалась передняя и задняя режущие кромки сверла, затем его спиральная часть с коэффициентом перекрытия Кп=0,7. Плотность энергии в импульсе устанавливалась из условия превращения исходной микроструктуры в мелкодисперсную, не вызывая при этом оплавления поверхности сверла. В качестве исследуемого материала использовалась листовая электротехническая сталь 29НК толщиной 5 мм (материал широко используется для изготовления деталей коммутационной техники). Сверление отверстий осуществлялось на полуавтомате заводского исполнения при постоянных режимах сверления. При сверлении осуществлялся визуальный контроль процесса формирования стружки и состояние инструмента. В качестве практического приложения была проведена сравнительная оценка износостойкости сверла. Для этого в пластине из электротехнической стали Фиг. 1 производили сверление сквозных отверстий. При этом оценивалось количество просверленных отверстий до наступления критического износа или поломки сверла. В нашем случае ресурс модифицированного сверла (до поломки) составил в среднем 460 отверстий, в то время как стойкость данного инструмента в исходном состоянии составляла 150…200 отверстий до его замены или поломки. Анализируя микроструктурные преобразования сверла по глубине ЗТВ (зоны термического влияния), глубина упрочненного слоя при 4-кратном прохождении луча лазера по образующей поверхности сверла модифицирует практически на всю площадь его поперечного сечения. При обработке инструмента даже при небольшом оплавлении (микроструктура при этом представляет собой мартенсит, сформировавшийся в результате закалки из расплава с высоким показателем микротвердости) происходит охрупчивание поверхности, в результате чего после обработки нескольких отверстий режущая кромка скалывается.
Результаты испытаний сверла на стойкость при рабочих (оптимальных) режимах его обработки показали увеличение износостойкости в 1,5…2 раза по отношению к инструменту, не подвергнутому лазерной модификации. Оценка качества обрабатываемой поверхности отверстия модифицированным сверлом, при визуальном наблюдении с помощью микроскопа показала заметное улучшение, как на начальной стадии обработки после замены сверла, так и в процессе всего периода испытания Фиг. 2б). (На Фиг. 2а) показана поверхность отверстия после сверления инструментом в исходном состоянии).
Измерение параметров шероховатости осуществлялась с использованием портативного измерителя шероховатости TR200 Фиг. 3. На Фиг. 4 показаны реальные детали коммутационной техники, в частности поверхности среза по отверстию якоря реле РЭС-48 образованные сверлом в исходном состоянии Фиг. 4а) и модифицированным Фиг. 4б), пройденных при одинаковом количестве отверстий. Сравнительные данные измерений параметров шероховатости показали заметное, примерно на 25…30% снижение показателя Ra (средняя высота неровностей) и на 30…35% Rsm (средний шаг неровностей).
Анализируя полученные данные, можно утверждать, что наряду с увеличением износостойкости модифицированного инструмента наблюдается улучшение показателей шероховатости обрабатываемой поверхности, при этом механизм формирования стружки имеет также отличительные особенности. При сверлении инструментом в обычном состоянии формируется мелкая стружка, а при использовании модифицированного сверла с мелкодисперсной структурой преимущественно образуется сливная длинная стружка, с последующим снижением ее длины по мере износа сверла. Важным фактором является то, что практически отсутствует наслоение металла на рабочую поверхность модифицированного инструмента Фиг. 5б) по отношению к исходному состоянию сверла Фиг. 5а). Очевидно, это связано с особенностью структурных превращений, связанных с высокой дисперсностью и изотропностью, а также с увеличением износостойкости сверла и других его физико-механических свойств.
Таким образом, основываясь на проведенных исследованиях и полученных экспериментальных данных, становится очевидным возможность применения способа лазерной закалки мелкоразмерного сверла при условии обеспечения оптимальной дисперсности микроструктуры поверхностного слоя в качестве средства, повышающего не только его работоспособность и износостойкость, но и качество обрабатываемой поверхности.
Источники информации
П.А. Огин, Д.П. Мерсон, Л.А. Кондрашина, К.Я. Васькин Влияние режимов лазерной модификации на структуру, свойства и износостойкость мелкоразмерного инструмента из быстрорежущей стали Р6М5 // Вектор науки ТГУ. 2015. №4(34).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| Способ лазерного восстановления режущей кромки зубьев фрезы | 2019 |
|
RU2707005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1989 |
|
SU1765211A1 |
| Способ лазерной обработки деталей тел вращения из инструментальных сталей | 2020 |
|
RU2734826C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| Способ изготовления клеено-сборного режущего инструмента с режущей частью из порошковой быстрорежущей стали | 1988 |
|
SU1657276A1 |

Изобретение относится к области термической обработки режущего инструмента. Способ лазерной закалки мелкоразмерного сверла из быстрорежущей стали Р6М5 включает проведение четырехкратной обработки импульсным излучением лазера поверхности мелкоразмерного сверла с энергией импульса 8 Дж, длительностью импульса 4 мс при длине волны 1,06 мкм и плотности энергии в импульсе, обеспечивающей превращение исходной микроструктуры в мелкодисперсную без оплавления поверхности сверла. Сначала упомянутой обработке подвергают переднюю и заднюю кромки сверла, а затем его спиральную часть с коэффициентом перекрытия, составляющим 0,7. Обеспечивается повышение износостойкости инструмента и повышение качества обрабатываемой им поверхности. 1 пр., 5 ил.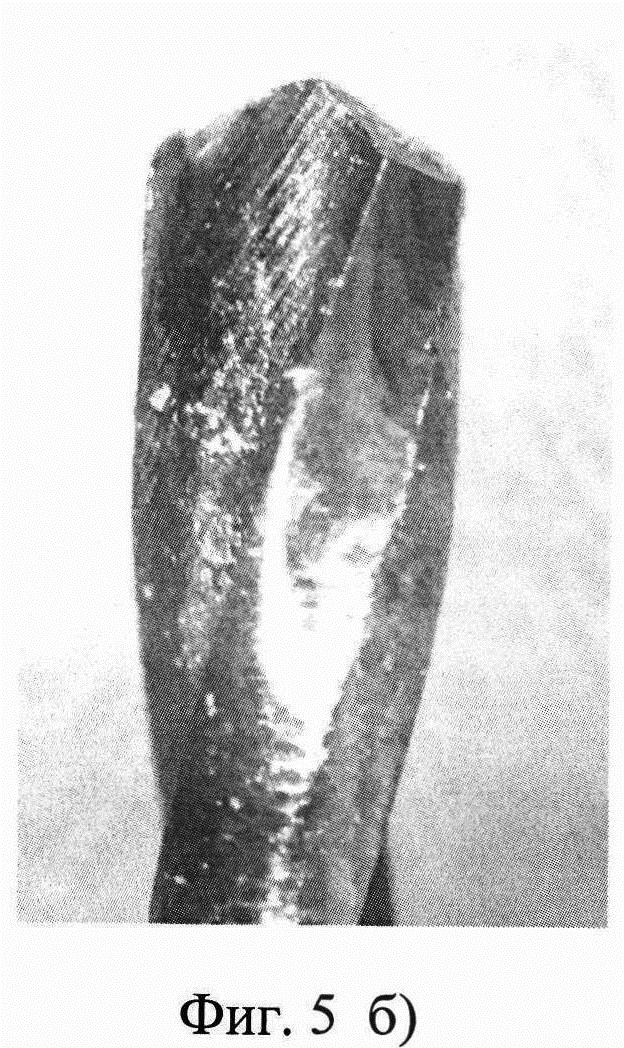
Способ лазерной закалки мелкоразмерного сверла из быстрорежущей стали Р6М5, отличающийся тем, что проводят четырехкратную обработку импульсным излучением лазера поверхности мелкоразмерного сверла с энергией импульса 8 Дж, длительностью импульса 4 мс при длине волны 1,06 мкм и плотности энергии в импульсе, обеспечивающей превращение исходной микроструктуры в мелкодисперсную без оплавления поверхности сверла, при этом сначала упомянутой обработке подвергают переднюю и заднюю кромки сверла, а затем его спиральную часть с коэффициентом перекрытия, составляющим 0,7.
| Коваленко В.С | |||
| и др | |||
| Лазерное и электроэрозионное упрочнение материалов, М., Наука, 1986, с.2, с.25, таблица 1.3, с.26, абзац 1 снизу | |||
| СПОСОБ ЗАКАЛКИ КОНЦЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА С ПОМОЩЬЮ НЕПРЕРЫВНОГО ИЗЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО ЛАЗЕРА | 1995 |
|
RU2092585C1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| CN 101392649 A, 25.03.2009 | |||
| CN 202226879 U, 23.05.2012 | |||
| Огин П.А | |||
| и др | |||
| Влияние режимов лазерной модификации на структуру, свойства и износостойкость | |||

