1
Изобретение относится к области прокатного производства, преимущественно к продольной прокатке сдвоен- 1 ных профилей с переменной толщиной по ширине сечения.
Целью изобретения является снижение вероятности самопроизвольного разделения профилей на выходе из калибра.
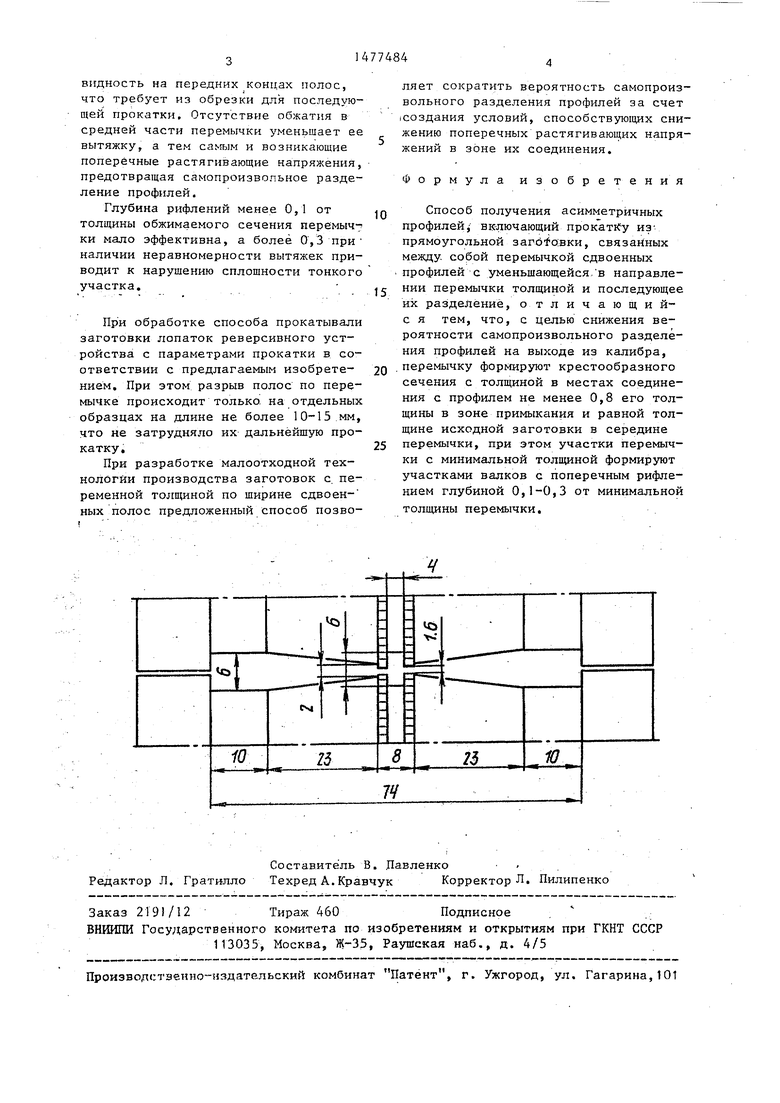
На чертеже показана схема получения заготовки лопаток реверсивного устройства в черновых валках.
В процессе прокатки из прямоугольной заготовки формируют подкат в виде двух соединенных между собой перемычкой полос, например, клиновидной формы в поперечном сечении. Толщина каждой полосы уменьшается по направлению к перемычке. Перемычка формируется крестообразного сечения. Ее толщина в местах соединения с профилем составляет не менее 0,8 его толщины в зоне примыкания. Максимальная толщина посередине перемычки равна толщине исходной заготовки. Участки перемычки с минимальной толщиной формируют участками валков с поперечным рифлением глубиной 0,1-0,3 минимальной толщины перемычки. После формирования готовых профилей осуществляется их продольное разделение, например , дисковыми ножами.
Если толщина перемычки в местах соединения профилей менее 0,8 толщины профилей в зоне примыкания, то резко возрастает длина разрывов и серпо Ј
Јь
00 4
видность на передних концах полос, что требует из обрезки для последующей прокатки. Отсутствие обжатия в средней части перемычки уменьшает ее вытяжку, а тем самым и возникающие поперечные растягивающие напряжения, предотвращая самопроизвогьное разделение профилей.
Глубина рифлений менее 0,1 от толщины обжимаемого сечения перемычки мало эффективна, а более 0,3 при наличии неравномерности вытяжек приводит к нарушению сплошности тонкого участка.
При обработке способа прокатывали заготовки лопаток реверсивного устройства с параметрами прокатки в соответствии с предлагаемым изобретением. При этом разрыв полос по перемычке происходит только на отдельных образцах на длине не более 10-15 мм, что не затрудняло их дальнейшую прокатку.
При разработке малоотходной технологии производства заготовок с переменной толщиной по ширине сдвоенных полос предложенный способ позволяет сократить вероятность самопроизвольного разделения профилей за счет (Создания условий, способствующих сни- 5 жению поперечных растягивающих напряжений в зоне их соединения.
Формула изобретения
Q Способ получения асимметричных профилей, включающий прокатку из прямоугольной заготовки, связанных между собой перемычкой сдвоенных профилей с уменьшающейся в направле5 нии перемычки толщиной и последующее их разделение, отличающий- с я тем, что, с целью снижения вероятности самопроизвольного разделения профилей на выходе из калибра,
0 перемычку формируют крестообразного сечения с толщиной в местах соединения с профилем не менее 0,8 его толщины в зоне примыкания и равной толщине исходной заготовки в середине
5 перемычки, при этом участки перемычки с минимальной толщиной формируют участками валков с поперечным рифлением глубиной 0,1-0,3 от минимальной толщины перемычки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГО-НАПРЯЖЕННОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ПРОИЗВОДСТВА ОБЛЕГЧЕННЫХ ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЕЙ | 1999 |
|
RU2162756C2 |
| Способ прокатки | 1983 |
|
SU1135502A2 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| Способ прокатки угловых профилей | 1976 |
|
SU554015A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2221653C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
Изобретение относится к области прокатного производства, преимущественно к продольной прокатке сдвоенных профилей с переменной толщиной по ширине сечения. Цель изобретения - снижение вероятности самопроизвольного разделения профилей на выходе из калибра. Согласно изобретению в процессе прокатки сдвоенных профилей из прямоугольной заготовки формируют две полосы, связанные между собой крестообразной перемычкой определенных размеров, зависящих от размеров прокатываемых заготовок. При этом участки перемычек с минимальной толщиной формируют рифленными в поперечном направлении участками валков. Снижение вероятности самопроизвольного разделения сдвоенных профилей в процессе прокатки достигается созданием условий, способствующих снижению поперечных растягивающих напряжений в зоне их соединения. 1 ил.
| Способ продольного разделения профилей в валках при совмещенной прокатке и калибр для его осуществления | 1975 |
|
SU610577A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ продольного разделения проката | 1976 |
|
SU725726A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
