Изобретение относится к черной металлургии, преимущественно к прокатке заготовок и сортовых профилей.
Известен способ прокатки, заключающийся в формировании раската, состоящего, по меньшей мере, из двух связанных между собой перемычками по ширине частей, и их последующем безотходном продольном разделении путем двухстороннего внедрения в перемычку гребней валков треугольной формы с прямолинейными образующими, которые составляют с вертикальной осью угол 15-30° возле вершины гребня, и этот угол изменяется на некотором расстоянии от вершины.
Однако использование гребней валкое С прямолинейными образующими для разделения раската сопровождается серпяени- ем разделенных заготовок, что ухудшает их качество и требует дополнительной опера- ции правки. Кроме того, ввиду интенсивного абразивного износа и неблагоприятных
температурных условий весьма низкая стойкость валков.
Наиболее близким к заявляемому способу по технической сущности является способ получения заготовок, заключающийся в формировании многониточного раската и его последующем продольном разделении путем двухстороннего внедрения гребней валков, образующие которых выполнены в виде кривой второго порядка, выпуклость которых обращена в сторону, противоположную вертикальной оси симметрии гребня.
Однако применение известного способа ввиду формирования перед разделением длинной перемычки приводит к образованию на разделенных заготовках больших заусенцев. Кроме того, из-за резкого нагрева вершины гребня и высоких контактных напряжений происходит образование трещин по образующей гребня, что. в свою очередь вызывает увеличение длины заусенцев и прекращения процесса разделения.
V4 00 Ь
W
ю со
Целью изобретения является повышение стойкости валков и улучшение качества заготовок путем снижения контактных напряжений в зоне перемычки при ее формировании.
Это достигается тем, что согласно способу прокатки, включающему формирование мнртодиточного раската и его продольнЗе раздёление путем двухстороннего внедрения гребней валков с переменным no-jJbicofe |5а§иусом| кривизны, перед разделением внедряют гребни, образующие которых на участке от основания до 0,6-0,7 общей высоты гребня обращены выпуклостью к вертикальной оси симметрии, а на остальной части гребня имеют противоположную выпуклость и разделение осуществляют внедрением гребней высотой на 2-5% больше предыдущих, у которых на участке от основания до 0,7-0,8 общей высоты гребня образующие обращены выпуклостью от вертикальной оси симметрии, а на остальной части гребня имеют противоположную выпуклое.ъ.
В известных технических решениях отсутствуют признаки, сходные с признаками, отличающими заявляемый способ от прототипа, поэтому есть основания полагать, что заявляемое техническое решение обладает существенными отличиями.
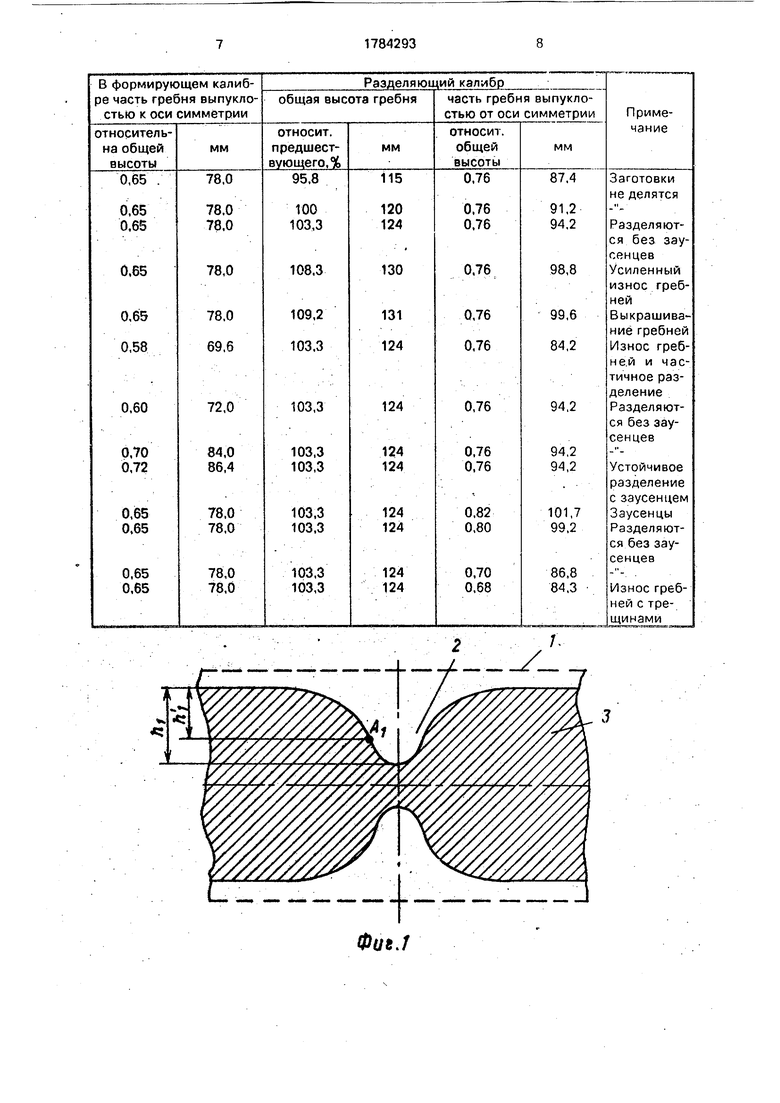
На фиг.1 и 2 показана схема изменения поперечного сечения раската в зоне перемычки в процессе прокатки согласно заявляемому способу.
Раскат 1 прямоугольного поперечного сечения (фиг.1) прокатывается в валках с гребнями 2. За счет двухстороннего внедрения гребней формируется многониточный раскат, состоящий из нескольких заготовок 3, связанных между собой перемычкой. Внедряемые в тело раската гребни имеют переменный по высоте радиус кривизны образующих, который в точке At меняет знак. От основания гребня до точки AI образующая гребня выполнена радиусом RI, а ниже точки AI образующая выполнена радиусом
R2.
Причем если на первом участке образующая обращена выпуклостью к вертикальной оси симметрии гребня, то на втором участке образующая имеет противоположную выпуклость,
Высота участка гребня с выпуклостью, обращенной к вертикальной оси симметрии гребня, составляет 0,6-0,7 общей высоты гребня от его основания, то есть h i(0,6- 0.7)hi.
После формирования перемычки многониточный раскат 3 прокатывают в валках (фиг.2), имеющих гребни 4 иной конфигурации. Высота гребней 4 на 2-5% больше, чем высота гребней 2, то есть h2(1.02-1,05)hi.
Гребни 4 имеют переменные по высоте радиусы кривизны. От основания гребня до 5 точки А2 выпуклость образующей обращена от вертикальной оси симметрии, а от точки AZ до вершины гребня выпуклость обращена в противоположную сторону. Точка А2 находится на расстоянии 0,7-0,8 высоты 0 гребня от его основания, т.е. h (0,7-0,8)h2. В процессе прокатки раската в валках с . гребнями 2 (фиг.1) ввиду относительно массивной части у вершины гребня снижаются ее абразивный износ и удельные тепловые 5 нагрузки.
При захвате раската 3 гребнями 4 (фиг.2) первоначальный контакт металла с валками происходит в зоне выше точки А2 и значительно удаленной от вершины гребня. 0 По мере обжатия металла в отдаленных зонах в зоне перемычки возникают растягивающие поперечные напряжения и в момент касания металла вершиной гребня 4 в зоне перемычки наблюдаются интенсивные 5 поперечные деформации, что существенно снижает контактные напряжения на вершине гребня и способствует увеличению его стойкости.
В то же время, несмотря на опережаю- 0 щую поперечную деформацию перемычки, приводящую к ее разрыву, гребень 4 в момент разделения внедрен в металл перемычки, так как высота гребней 4 на 2-5% выше высоты гребней 2, и за счет выпукло- 5 сти, обращенной к вертикальной оси симметрии (вершины гребня), формирует концентратор напряжений в зоне разделения, что позволяет получать разделенные заготовки без заусенцев. 0 Если высота гребней 4 менее чем на 2% превышает высоту гребней 2, то разделение происходит ранее внедрения вершины гребня 4 в металл, что вызывает образование заусенцев.
5 Если высота гребней 4 более чем на 5% превышает высоту гребней 2, то имеет место преждевременное внедрение гребней 4 в перемычку до возникновения в ней поперечных деформаций, что влечет за собой 0 интенсивный износ гребня.
Соотношение высот гребней 2 и 4 с выпуклостью разных знаков определяется прежде всего условием опережающего начала растяжения перемычки по сравнению 5 с внедрением гребней 4, а также условием повышения стойкости гребней.
Если hi 0,6hi, то при прокатке в следующем разделяющем калибре происходит преждевременный контакт металла с вер- шинами гребней 4. что приводит к их износу.
образованию заусенцев и прекращению разделения.
Если hi 0,7hi, то вершина гребня 2 подвергается значительным тепловым нагрузкам с боковых сторон, что влечет за собой растрескивание гребней и выход валков из строя.
Заявленная взаимосвязь соотношения выпуклых и i вогнутых частей гребня в предшествующем и последующем калибрах представляется оптимальной.
Если hj, 0,7h2 и часть гребня с выпуклостью, обращенной к вертикальной оси симметрии, увеличивается, то как и в предыдущем случае не возникают опережа- ющие поперечные деформации в перемычке и на вершине гребня 4 имеют место интенсивные контактные напряжения, которые приводят к быстрому износу и ухудшению качества полученных заготовок.
Если 0,8h2 и часть гребня с выпуклостью, обращенной к вертикальной оси симметрии, уменьшается, то практически до окончания процесса разделения вершина гребня не касается металла, поэтому из-за отсутствия концентратора напряжений на заготовке образуются заусенцы.
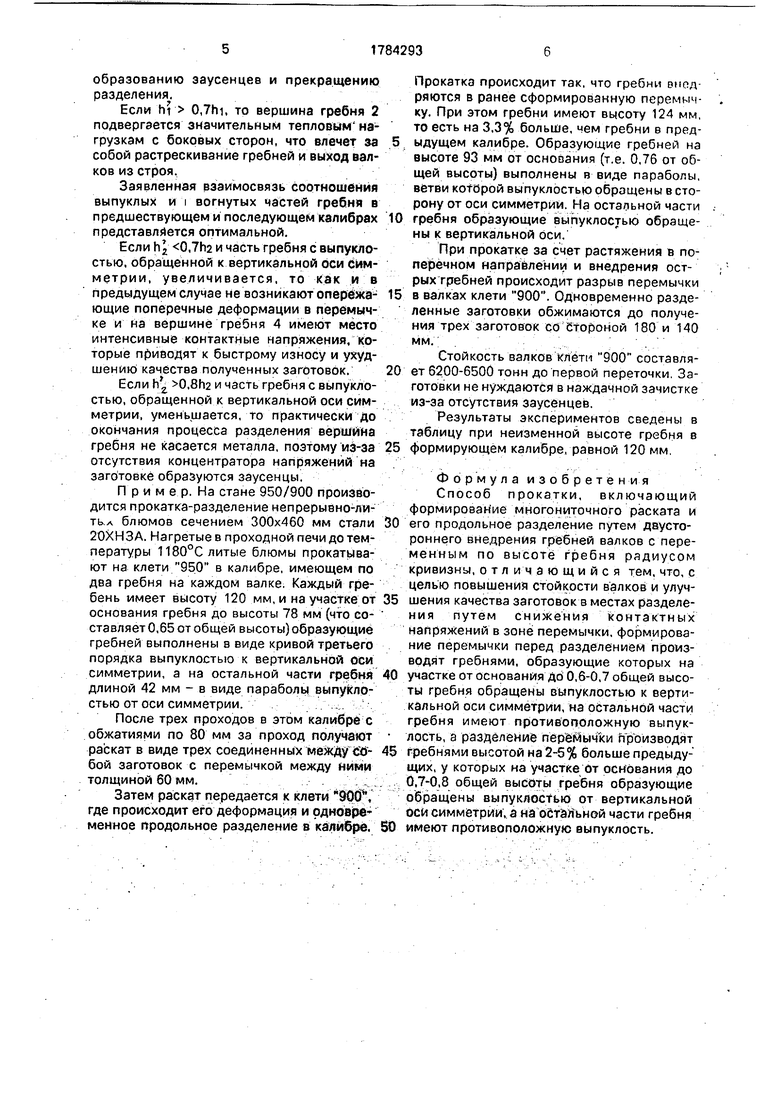
П р и м е р. На стане 950/900 производится прокатка-разделение непрерывно-ли- ть.л блюмов сечением 300x460 мм стали 20ХНЗА. Нагретые в проходной печи до температуры 1180°С литые блюмы прокатывают на клети 950 в калибре, имеющем по два гребня на каждом валке. Каждый гребень имеет высоту 120 мм, и на участке от основания гребня до высоты 78 мм (что со- ставляет 0,65 от общей высоты) образующие гребней выполнены в виде кривой третьего порядка выпуклостью к вертикальной оси симметрии, а на остальной части гребня длиной 42 мм - в виде параболы выпуклостью от оси симметрии.
После трех проходов в этом калибре с обжатиями по 80 мм за проход получают раскат в виде трех соединенных между со- бой заготовок с перемычкой между ними толщиной 60 мм.
Затем раскат передается к клети 900, где происходит его деформация и одновременное продольное разделение в калибре.
Прокатка происходит так, что гребни внсд ряются в ранее сформированную перемычку. При этом гребни имеют высоту 124 мм, то есть на 3,3% больше, чем гребни в предыдущем калибре. Образующие гребней на высоте 93 мм от основания (т.е. 0,76 от общей высоты) выполнены в виде параболы, ветви котброй выпуклостью обращены в сторону от оси симметрии. На остальной части гребня образующие выпуклостью обращены к вертикальной оси.
При прокатке за счет растяжения в поперечном направлении и внедрения острых гребней происходит разрыв перемычки в валках клети 900. Одновременно разделенные заготовки обжимаются до получения трех заготовок со Стороной 180 и 140 мм.
Стойкость валков клети 900 составляет 6200-6500 тонн до первой переточки. Заготовки не нуждаются в наждачной зачистке из-за отсутствия заусенцев.
Результаты экспериментов сведены в таблицу при неизменной высоте гребня в формирующем калибре, равной 120 мм
Формула изобретения Способ прокатки, включающий формирование многониточного раската и его продольное разделение путем двустороннего внедрения гребней валков с переменным по высоте гребня радиусом кривизны, отличающийся тем, что, с целью повышения стойкости валков и улучшения качества заготовок в местах разделе- ния путем снижения контактных напряжений в зоне перемычки, формирование перемычки перед разделением производят гребнями, образующие которых на участке от основания до 0,6-0,7 общей высоты гребня обращены выпуклостью к вертикальной оси симметрии, на остальной части гребня имеют противоположную выпуклость, а разделение перемычки производят гребнями высотой на 2-5 % больше предыдущих, у которых на участке От основания до 0,7-0,8 общей высоты гребня образующие обращены выпуклостью от вертикальной оси симметрии, а на остальной части гребня имеют противоположную выпуклость.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБА | 1999 |
|
RU2171723C2 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ДЛЯ ПРОКАТКИ ЗАГОТОВОК ИЗ НЕПРЕРЫВНО-ЛИТОГО ТОЛСТОГО И ШИРОКОГО СЛЯБА | 2005 |
|
RU2318620C2 |
| Способ прокатки заготовок | 1982 |
|
SU1026851A1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |

Использование: при прокатке заготовок и сортовых профилей. Сущность изобретения: формирование многониточного раската и его продольное разделение путем двухстороннего внедрения гребней валков с переменным по высоте гребня радиусом кривизны. При этом используют выпукло- вогнутые гребни. Конфигурация боковых поверхностей гребней для образования перемычки и для ее разделения регламентирована, и она различна в обоих случаях. Повышается стойкость валков и качество заготовок в месте разделения. 2 ил. 1 табл.
Фиь.1
| Тэцу то хаганэ, 1981 | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Черновой калибр для многоручье-ВОй пРОКАТКи | 1979 |
|
SU804013A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
