1
Изобретение относится к прокатному производству и может быть использовйно на сортовых станах горячей и холодной прокатки.
Известен способ прокатки угловых профилей, по которому из прямоугольной литой заготовки в ряде фасонных калибров М-образной формы получают сдвоенный угловой про-, филь, из которого после продольного разделения на две части получают два чер-новых уголка и прокатывают их вдве нитки в чистовые уголки 1.
Однако при прокатке по известному способу одна из боковых кромок в месте сочленения разделенного углового профиля имеет худшее качество, чем обкатанная, кроме того, отсутствует возможность прокатки на одних валках профилей различных типоразмеров.
Наиболее близким по технической сущности является способ прокатки угловых профилей на непрерывных мелкосортных cTaiHax, по которому прокатывают сдвоенный черновой угловой профиль, разделяют его в горячем состоянии, а затем докатывают полученные заготовки в две нитки в чистовые уголки 2.
Однако в случае прокатки литой заготовки по нолкам чистового углового профиля наблюдается неравномерное .распределение ликвационных зон.
Целью изобретения является улучшение
качества готового проката путем равномерного выведения ликванионных зон на поверхность боковых кромок полок профиля.
Для этого сдвоенный черновой угловой прбфиль формируют в виде крестообразного профиля, разделение которого нронзводят по вершинам угловых профилей.
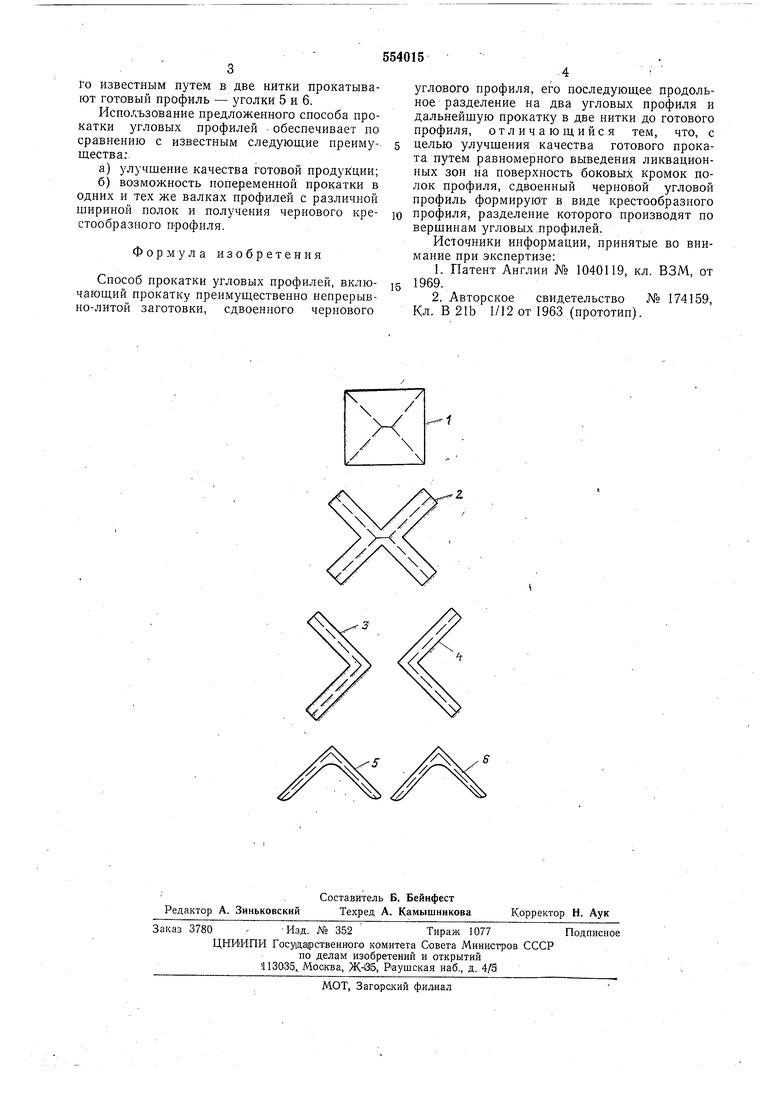
На чертеже приведена последовательпость изменения формы раската, где 1 - литая заготовка, 2 - крестообразный профиль, 3 н 4 - черновые уголки, 5. и 6 - чистовые уголки. При таком способе прокатки угловых профилей, преимуш,ественно нз непрерывнолитоп заготовки, ликвационные зоны располагаютс
равномерно по полкам угловых профилей. Это достигается тем, что формирование сдноенного чернового углового нрофиля ведут в крестообразных калибрах, а затем производят разделепие полученного кресторбразного профиля по вершипам угловых профилей.
По предлагаемому способу прокатки квадратную или близкую к квадрату заготовку 1 деформируют в фасонных калибрах, например четырех валковых клетей, получая при
этом форму сечения 2, близкую к крестообразной. Последуюш,ее разделение ведут любым из известных способов, папример в валках четырехвалковой клетн, таким образом, что зона разделения находится в вершинах
будущих угловых заготовок 3 и 4. После этоГо известным путем в две нитки прокатывают готовый профиль - уголки 5 и 6.
Использование предложенного способа прокатки угловых профилей обеспечивает по сравнению с известным следующие преимущества;
а)улучшение качества готовой продукции;
б)возможность попеременной прокатки в одних и тех же валках профилей с различной шириной полок и получения чернового крестообразного профиля.
Формула изобретения
Способ прокатки угловых профилей, включаюш,ий прокатку преимушественно иепрерывно-литой заготовки, сдвоенного чернового
углового профиля, его последующее продольное разделение на два угловых профиля и дальнейшую прокатку в две нитки до готового профиля, отличающийся тем, что, с целью улучшения качества готового проката путем равномерного выведения ликвационных зон на поверхность боковых кромок полок профиля, сдвоенный черновой угловой профиль формируют в виде крестообразного профиля, разделение которого производят по вершинам угловых профилей.
Источники информации, принятые во внимание при экспертизе:
1.Патент Англии № 1040119, кл. ВЗМ, от 1969.
2.Авторское свидетельство № 174159, Кл. В 21Ь 1/12 от 1963 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки угловых профилей | 1973 |
|
SU730391A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
