Изобретение относится к металлургии и может быть использовано при производстве несимметричных профилей.
Известен способ прокатки несимметричных профилей, заключающийся в последовательном формоизменении из заготовки заданного несимметричного профиля (Чекмарев А.П., Мутьев М.С., Машковцев Р.А. Калибровка прокатных валков. М.: Металлургия, 1971. с. 481 - 483). При прокатке несимметричных профилей приведенным способом в особенности с утолщениями на одном конце (например, полособульбовые профили), часто происходит изгиб и скручивание прокатываемого профиля.
Наиболее близким является способ прокатки несимметричных профилей, заключающийся в прокатке сдвоенного профиля с последующим разделением в холодном состоянии на специальных устройствах (см. Следнев В.П. Спаренная прокатка сортовых профилей. М. : Металлургия, 1989. с. 35-37). Недостатком описанного способа является необходимость использования специальных площадей, оборудования и обслуживающего персонала для продольного разделения сдвоенных профилей на отдельном участке цеха, а также дополнительные затраты мощности, используемой при разделении в холодном состоянии, и вынужденная зачистка в месте разделения.
Задачей изобретения является улучшение качества мест разделения сдвоенных несимметричных профилей, уменьшение энергозатрат за счет разделения резанием в горячем состоянии неприводными дисковыми ножами вместо разделения многократным перегибом в холодном состоянии. Кроме этого, организация непрерывности процесса прокатки и разделения сдвоенного готового профиля непосредственно за последней клетью без использования дополнительных площадей.
Для решения указанной технической задачи в способе прокатки несимметричных профилей, включающем нагрев металла, формирование профиля, состоящего из двух несимметричных профилей окончательной формы, соединенных между собой перемычкой и разделение полученного сдвоенного профиля на два готовых несимметричных профиля, согласно изобретению разрушение перемычки осуществляется посредством неприводных дисковых ножей за счет продольного усилия, создаваемого валками прокатной клети, расположенной в непосредственной близости от дисковых ножей и инерционных сил движущейся полосы. При этом максимальная толщина разделяемой перемычки не должна превышать значения, полученного по следующей зависимости:
где hmax - максимальная толщина разделяемой перемычки; К1 - коэффициент, учитывающий твердость разрезаемого материала; K2 - коэффициент, учитывающий повышение усилия при притуплении ножей; К3 - коэффициент, учитывающий увеличение бокового зазора между неприводными дисковыми ножами при длительном их использовании; σs - фактическое сопротивление деформации разрезаемого материала; Ен - коэффициент надреза; q - ускорение свободного падения; ρ - удельный вес; L - общая длина сдвоенного профиля; l - расстояние от оси прокатных валков до оси неприводных дисковых ножей; V - скорость прокатки в последней прокатной клети; ω - площадь поперечного сечения сдвоенного профиля.
Несоблюдение оговоренного условия приведет к застреванию разделяемой сдвоенной полосы в неприводных дисковых ножах и остановке оборудования прокатного стана на время, необходимое для извлечения полосы.
Осуществление способа поясняется чертежом, где представлена схема разделения сдвоенного несимметричного профиля неприводными дисковыми ножами, на которой использованы следующие обозначения: hmax - максимальная толщина разделяемой перемычки; Q - продольное усилие, необходимое для разделения сдвоенной полосы неприводными дисковыми ножами; N, Т - соответственно нормальная и касательная составляющие усилия Q; Ррез - вертикальное усилие резания дисковыми ножами; α′- угол реза.
Способ осуществляется за счет использования инерционных сил полосы, с помощью которых разделяется задний конец сдвоенного несимметричного профиля длиной, равной расстоянию между осями валков последней прокатной клети и осями неприводных дисковых ножей. Максимально возможная толщина разделяемой перемычки с точки зрения возможности проведения процесса зависит от ряда факторов. Количественно оценить максимальную толщину разделяемой перемычки можно, проведя следующие рассуждения. Разделить задний конец сдвоенной полосы за счет использования инерционных сил возможно при выполнении очевидного равенства
где Q - продольное усилие, необходимое для разделения сдвоенной полосы неприводными дисковыми ножами; l - длина заднего конца сдвоенной полосы, равная расстоянию между осями валков последней прокатной клети и осями неприводных дисковых ножей; V - скорость выхода сдвоенной полосы из последней клети; m - масса сдвоенной полосы.
Преобразуем (2) к виду:
Продольное усилие, необходимое для разделения полосы неприводными дисковыми ножами, можно вычислить, зная усилие резания, по формуле исходя из чертежа
где Ррез - усилие, необходимое для резания дисковыми ножами; α′- угол реза.
Для определения усилия резания дисковыми ножами воспользуемся формулой (Целикова А.И., Полухина П.И., Гребеник В.М. и др. Машины и агрегаты металлургических заводов, т. 3 M.: Металлургия, 1981, с. 365)
Приравняв (3) и (4), подставив вместо Ррез его значение из (5) и решив относительно h, получим
С учетом (7) зависимость (6) преобразуется к виду
Пример. Рассмотрим возможность получения полособульбовых профилей предлагаемым способом в условиях крупносортного стана 500 КМК, задавшись конструктивно расстоянием между осями валков последней клети и осями неприводных дисковых ножей равным 1500 мм. Скорость прокатки в последней клети 5 м/с (Диамидов Б.Б., Литовченко Н.В. Технология прокатного производства. М.: Металлургия, 1979, с. 167). Фактическое сопротивление деформации стали 45 при температуре конца прокатки 900oС σs = 160 МПа (Чекмарев А.П., Павлов В. Л. , Мелешко В. И. и др. Теория прокатки крупных слитков. М.: Металлургия, 1968, с. 181). Размеры полособульбовых профилей, используемые при анализе, взяты из литературы (ГОСТ 21937-76 Профили полособульбовые несимметричные, Лемпицкий В.В., Шулаев И.П., Тришевский И.С. и др. Сортовые профили проката. Справочник. М. : Металлургия, 1981, с. 379). Коэффициенты K1, К2, К3, Ен приняты согласно рекомендациям, приведенным в литературе (Целиков А.И., Полухин П. И., Гребеник В.М. и др. Машины и агрегаты металлургических заводов. Том 3, М.: Металлургия, 1981, с. 322). На данном стане обычно используются заготовки 150 х 150 мм длиной 4,7 м. Принимая, что масса заготовки равна массе готового профиля, определим максимальную толщину разделяемого за счет инерционных сил сдвоенного полособульбового профиля
Следовательно, при таких условиях не возможно получение предлагаемым способом полособульбовых полос номеров 18б, 20б, 22а, 22б, 24а, 24б, имеющих разделяемую толщину больше 10 мм. Изменение параметров, входящих в формулу, приводит к изменению максимальной толщины разделяемой полосы.
Использование предлагаемого способа по сравнению с существующим позволяет получить следующие преимущества:
- улучшить качество мест разделения сдвоенных несимметричных профилей за счет разделения срезом в горячем состоянии неприводными дисковыми ножами вместо разделения многократным перегибом в холодном состоянии;
- уменьшить энергозатраты благодаря разделению сдвоенного несимметричного профиля в горячем состоянии неприводными дисковыми ножами вместо разделения перегибом в холодном состоянии;
- организовать непрерывность процесса прокатки и разделения за счет использования неприводных дисковых ножей, установленных в непосредственной близости от последней прокатной клети, и отказаться от использования дополнительных площадей, необходимых при разделении в холодном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2001 |
|
RU2201816C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2008 |
|
RU2379138C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННОГО ПРОКАТА | 2012 |
|
RU2491139C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
Изобретение относится к металлургии и может быть использовано при производстве несимметричных профилей. Задача изобретения - улучшение качества мест разделения сдвоенных несимметричных профилей, уменьшение энергозатрат за счет разделения резанием в горячем состоянии, а также организация непрерывности процесса прокатки и разделения готового профиля. Способ прокатки несимметричных профилей включает нагрев металла, формирование профиля, состоящего из двух несимметричных профилей окончательной формы, соединенных между собой перемычкой, и продольное разделение на два готовых несимметричных профиля путем разрушения соединительной перемычки. Для разделения предлагается использовать неприводные дисковые ножи. Толщина разделяемой перемычки не должна превышать значения, полученного по математической зависимости; учитывающей твердость разрезаемого материала, повышение усилия при притуплении ножей, увеличение бокового зазора между неприводными дисковыми ножами при длительном их использовании, фактическое сопротивление деформации разрезаемого материала, коэффициент надреза, ускорение свободного падения, удельный вес, общую длину сдвоенного профиля, расстояние от оси прокатных валков до оси неприводных дисковых ножей, скорость прокатки в последней прокатной клети, площадь поперечного сечения сдвоенного профиля. Изобретение обеспечивает улучшение качества мест разделения, уменьшение энергозатрат. 1 ил.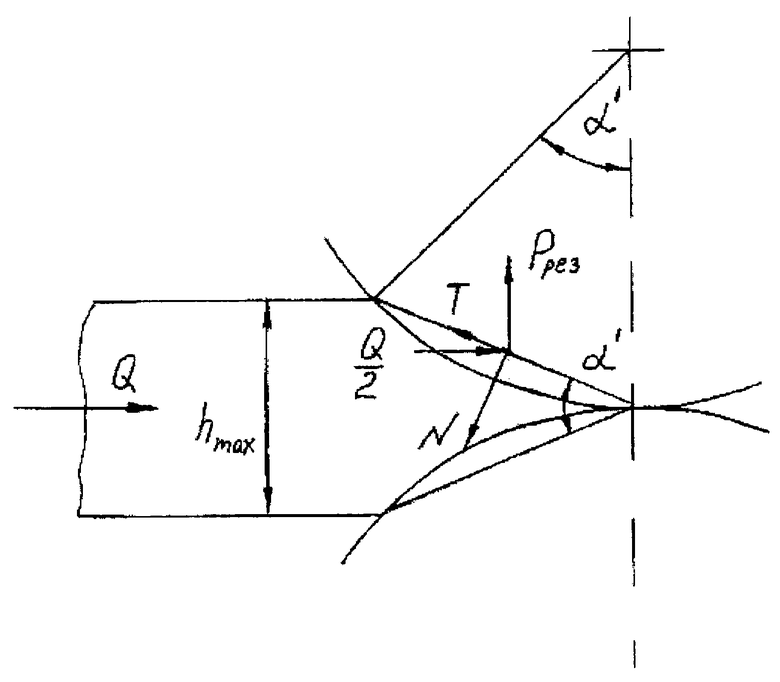
Способ прокатки несимметричных профилей, включающий нагрев металла, формирование профиля, состоящего из двух несимметричных профилей окончательной формы, соединенных между собой перемычкой, и продольное разделение на два готовых несимметричных профиля путем разрушения соединительной перемычки, отличающийся тем, что разрушение перемычки осуществляют неприводными дисковыми ножами, размещенными в непосредственной близости от последней прокатной клети, при этом толщина разделяемой перемычки не должна превышать значения, полученного по следующей зависимости:
где hmax - максимальная толщина разделяемой перемычки;
К1 - коэффициент, учитывающий твердость разрезаемого материала;
К2 - коэффициент, учитывающий повышение усилия при притуплении ножей;
К3 - коэффициент, учитывающий увеличение бокового зазора между неприводными дисковыми ножами при длительном их использовании;
σs - фактическое сопротивление деформации разрезаемого материала;
Ен - коэффициент надреза;
g - ускорение свободного падения;
ρ - удельный вес;
L - общая длина сдвоенного профиля;
l - расстояние от оси прокатных валков до оси неприводных дисковых ножей;
V - скорость прокатки в последней прокатной клети;
ω - площадь поперечного сечения сдвоенного профиля.
| СЛЕДНЕВ В.П | |||
| Спаренная прокатка сортовых профилей | |||
| - М.: Металлургия, 1989, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ В ХОЛОДНОМ СОСТОЯНИИ ПРОКАТНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2069592C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| СПОСОБ ПРОКАТКИ РЕССОРНОЙ ЗАГОТОВКИ | 0 |
|
SU376133A1 |
| US 4357819, 09.11.1982. | |||

