Изобретение относится к термической обработке деталей из перлито- ферритного серого чугуна (феррита до 35%) и может быть использовано в тракторной и автомобильной промышленности при обработке преимущественно втулок цилиндров.
Целью изобретения является получение высокой твердости, износостойкости и большой переходной зоны закаленного слоя.
Способ включает, нагрев до 1050- 1075°С при скорости 250-275°С/с, подстуживание в течение 2-3 с, закалку водяным душем при 18-30°С, выдержку при температуре электроотпуска 250-275°С в течение 20 с на
каждые 3 мм общей глубины закаленного слоя, охлаждение на воздухе.
Выбор температуры закалки 1050- 1075°С при скоростях нагрева 250- 275°С/с обусловлен необходимостью завершения превращения высококремнистых участков феррита, расположенных в местах ликвации кремния, в аустенит. При меньших температурах эти участки не превращаются в аустенит, а при больших температурах, чем 1075°С, происходит быстрый рост зерна аустенита.
Выбор скоростей нагрева в пределах 250-275°С/с обусловлен необходимостью получения мелкозернистого аустенита при смещении завершения преврач
щения до 1050-1075ЛС, тем самым, создать условия для подстуживания с охлаждением на воздухе до температур лежащих выше Ас. При меньших скоростях нагрева снижается температура конца превращения, что исключает возможность подстуживания, а при больших невозможно получить мелкозернистую структуру аустенита.
При длительности подстуживания обеспечивается возможность насыщения аустенита углеродом за счет растворения графита и получение мелкозернистой структуры аустенита, а при закалке - мелкоигольчатого мартенсита, имеющего высокую твердость. С уменьшением времени подстуживания (меньше 1,5 с) в аустените снижается содержание углерода и в результате закалки образуется малоуглеродистый |мартенсит, обладающий низкой твер- достью. С увеличением времени подстуживания (больше 2 с) в связи с .большой скоростью роста зерна аустенита образуется крупнозернистый аустенит, а при закалке - крупноигольчатый мартенсит, который имеет низ- кую твердость.
Время выдержки при электроотпуске в течение 20 с на каждые 3 мм общей глубины закаленного слоя обусловлено необходимостью достаточного снижения Остаточных направлений растяжения без существенного снижения твердости Закаленного слоя. При меньших значениях выдержки незначительно уменьшаются остаточные напряжения, что может привести к образованию трещин в условиях эксплуатации, & с увеличением резко снижается твердость закаленного слоя из-за распада малоуглеродистого мартенсита в троостит.
Выбор температуры электроотпуска обоснован необходимостью получения высокой однородной твердости. При меньших температурах диффузия углерода и особенно кремния протекает с весьма малой скоростью, что требует большой выдержки для уменьшения значения напряжений, а при больших завершается превращение высокоуглеродистого мартенсита в малоуглеродисты л малоуглеродистый аустенит обедняется углеродом, что существенно снижае твердость.
Порядок осуществления.способа заключается в следующем.
0
5
0
5
0
5
0
5
0
5
Предварительно механически обработанные отливки устанавливаются в индуктор-спрейер и закрепляется в центрах закалочного станка. Нажатием на кнопку Пуск включают нагрев, длительность которого контролируют автоматически с помощью реле времени. При достижении температуры закалки 1050-1075 С реле времени отключают нагрев и происходит подстуживание на воздухе в течение 2-3 с, причем отливки не вынимаются из индуктора. По окончании времени подстуживания реле времени включает охлаждение водяным душем при 18-30°С, а по истечении времени охлаждения отливки вынимаются из индуктора и устанавливаются s ярмо трансформатора, который установлен на станке полуавтомата. Нажимают кнопку Пуск и производят нагрев током промышленной частоты до температуры электроотпуска 250-275°С. При достижении температуры самоотпуска нагрев отключается с помощью электропотенциометра и осуществляется выдержка при этой температуре. Постоянство температуры электроотпуска поддерживается автоматически с помощью электропотенциометра, а длительность выдержки контролирует реле времени. По окончании выдержки (20 с на каждые 3 мм общей глубины закаленного слоя) реле времени выключает станок-полуавтомат, отливки снимаются и охлаждаются на воздухе, затем подвергаются окончательной механической обработке. I
В производственных условиях глубину закаленного слоя контролируют по значению расстояния от поверхности детали до зоны, в структуре которой содержится 50% мартенсита.
Пример. Проводят термическую обработку деталей, изготовленных из серого чугуна состава, мас.%: С 3,3-3,5; Si 1,4-2,2; Мп 0,7-1,0; Р 0,2; S 0,15; железо (феррита 30%) остальное.
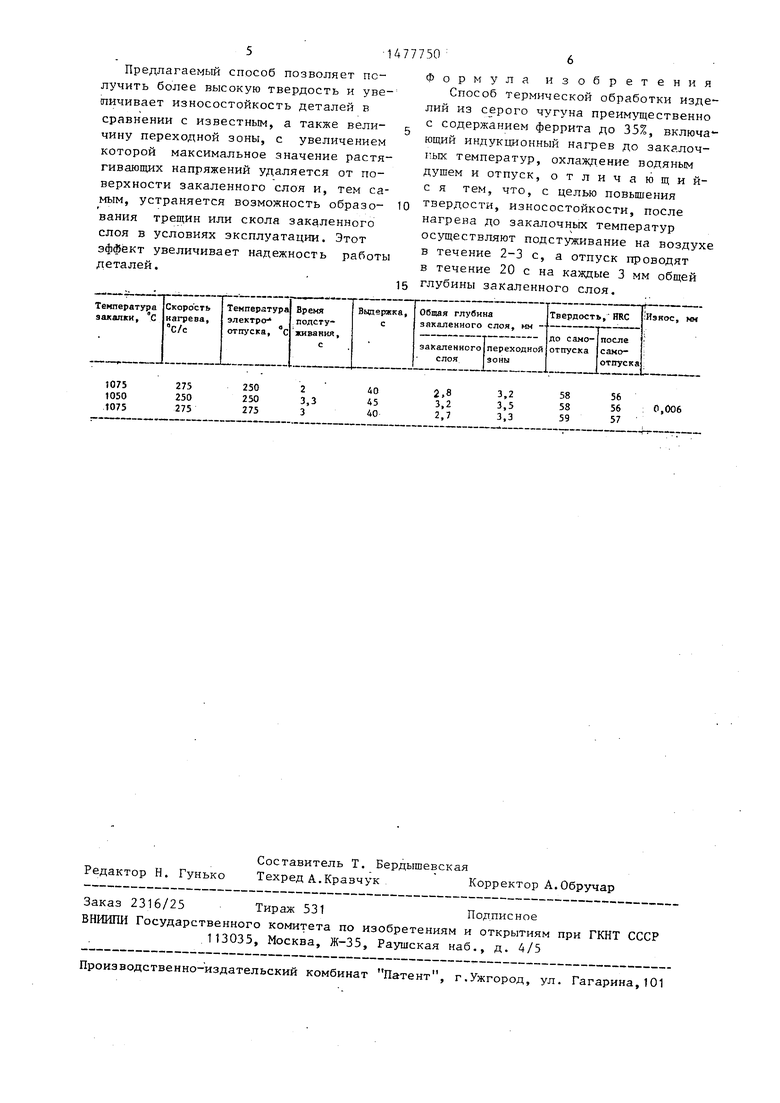
Нагрев под закалку осуществляют током частотой 8000 Гц со скоростью 250-275°С/с, что в среднем соответствует мощности 1,38-1,41 кВт/см2.Результаты измерения твердости и испытаний на износ приведены в таблице .
14
Предлагаемый способ позволяет получить более высокую твердость и увеличивает износостойкость деталей в сравнении с известным, а также вели- чину переходной зоны, с увеличением которой максимальное значение растягивающих напряжений удаляется от поверхности закаленного слоя и, тем самым, устраняется возможность образо- вания трещин или скола закаленного слоя в условиях эксплуатации. Этот эффект увеличивает надежность работы деталей.
510
6
зоб
ормула изобретения
Способ термической обработки изделий из серого чугуна преимущественно с содержанием феррита до 35%, включающий индукционный нагрев до закалоч- гых температур, охлаждение водяным душем и отпуск, отличающий- с я тем, что, с целью повышения твердости, износостойкости, после нагрева до закалочных температур осуществляют подстуживание на воздухе
2-3
с, а отпуск проводят
в течение
в течение 20 с на каждые 3 мм общей глубины закаленного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки изделий из высокопрочного чугуна | 1985 |
|
SU1330187A1 |
| Способ термической обработки деталей из высокопрочного чугуна | 1986 |
|
SU1475935A1 |
| Способ термической обработки изделий из высокопрочного чугуна | 1987 |
|
SU1576580A1 |
| Способ термической обработки износостойких втулок буровых насосов нефтегазового оборудования из инструментальных хромистых сталей | 2018 |
|
RU2708722C1 |
| Способ термической обработки деталей из ферритного чугуна | 1986 |
|
SU1357442A1 |
| Способ отпуска чугуна | 1986 |
|
SU1435626A1 |
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| Способ термической обработки отливок из серого чугуна | 1982 |
|
SU1122714A1 |
| Способ термической обработки изделий из серого чугуна | 1936 |
|
SU92971A1 |
Изобретение относится к термической обработке деталей из перлитоферритного серого чугуна (феррита до 35%) и может быть использовано в тракторной и автомобильной промышленности при обработке преимущественно втулок цилиндров. Цель изобретения - получение высокой твердости, износостойкости и большой переходной зоны закаленного слоя. Способ термообработки включает нагрев до 1050-1075°С при скорости 250-275°С/с, подстуживание в течение 2-3 с, закалку водяным душем при 18-30°С, электроотпуск при 250-275°С в течение 20 с на каждые 3 мм общей глубины закаленного слоя, охлаждение на воздухе. Термообработка деталей данным способом позволяет повысить их эксплуатационные свойства. 1 табл.
275 250 275
250 250 275
2
3,3
3
2,8 3,2
3,2 3,5 3,3
58 58 59
56 56 57
0,006
| Способ термической обработки изделий из высокопрочного чугуна | 1985 |
|
SU1330187A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
