Известны способы ультразвукового контроля литого ядра в .процессе контактной точечной и роликовой сварки.
Отличительная особенность описываемого способа контроля за образованием литого ядра состоит в том, что момент появления литой зоны и окончание процесса затвердевания ее определяют по возникновению и исчезновению дополнительного источника отражения ультразвукового сигнала от литого ядра лри пропускании поперечных ультразвуковых волн через центр сварной точки. Такой способ повышает эффективность контроля.
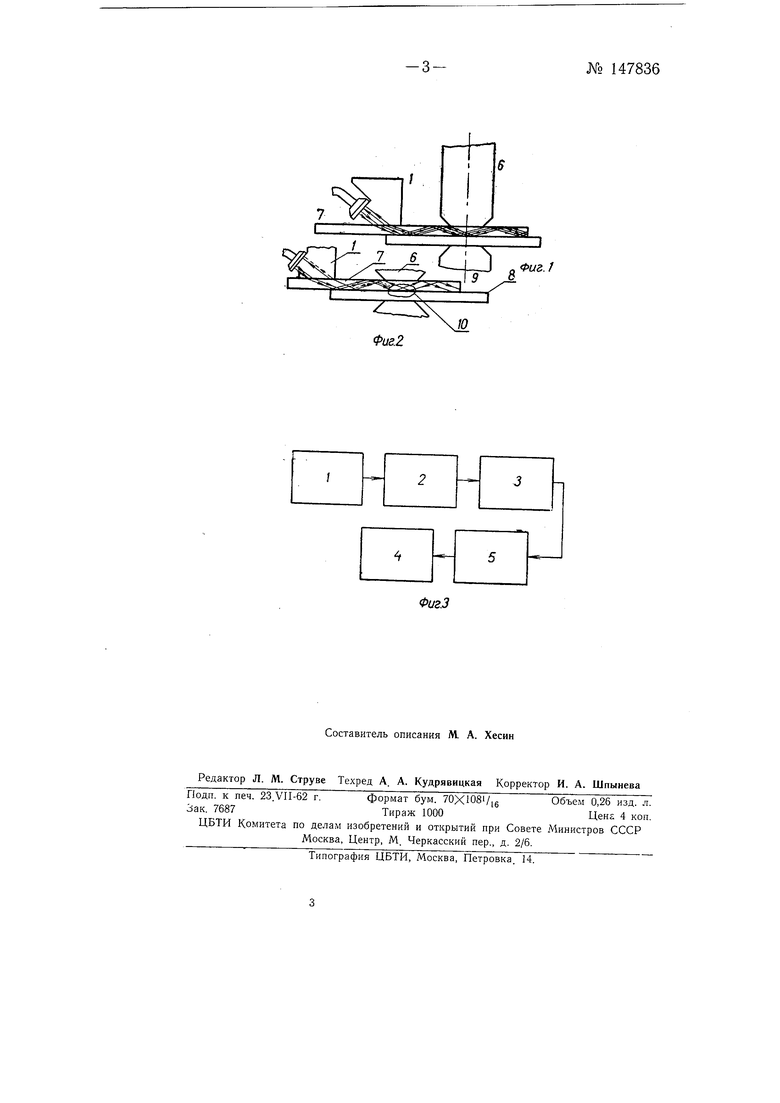
На фиг. 1 изображена схема ультразвуковых волн до образования литого ядра; на фиг. 2-то же, при «аличии литого ядра; на фиг. 3- блок-схема устройства для осуществления описываемого способа.
Призматический щуп 1 через ультразвуковой дефектоскоп 2, селектор 3 и интегрирующий усилитель 4 взаимодействует с осциллографом 5. Призматический щуп устанавливают рядом с электродом 6 таким об-, разом, чтобы ультразвуковые колебания были направлены перпендикулярно к нахлестке свариваемых листов 7 и S и проходили через центр сварной точки. Для повышения чувствительности и устранения продольных волн, угол наклона щупа должен быть равен примерно 50°. Надежность акуститического контакта между шупом и пластиной может быть обеспечена применением трансформаторного масла или воды.
Щуп возбуждает в верхней пластине поперечные ультразвуковые волны, котОрые проходят ло пластине и отражаются от ее торца О (фиг. 1). Часть ультразвуковой энергии в Момент образования литой зоны 10 (ядра) отражается от нее (фиг. 2). Это отражение ультразвуковых волн вызвано тем, что литая зона имеет акустическое сопротивление, отличное от сопротивления пластины. При этом на экране дефектоскопа появляются три импульса, соответствующие посылаемому
№ 147836-2сигналу, отражению от литой зоны и отражению от торца .9 верхней пластины. Последний импульс при появлении литого ядра резко уменьшается. Селектор избирает из трех импульсов только «мпульс, отраженный от литой зоны. Далее интегрирующая цепь с усилителем постоянного тока преобразует импульсные отраженные сигналы в их огибающую, что удобно для залиси. ПостоЯНная времени интегрирующей цепи выбирается меньше времени существования литой зоны, но больше времени между посылками ультразвуковых сигналов. Регистрация огибающей импульсов производится осциллографом. При .недостаточной развитости литой зоны отраженный сигнал практически отсутствует.
Момент появления и окончание стадии затвердевания литой зоны определяют по возникновению и исчезновению дополнительного источника отражения ультразвуковых волн от литого ядра.
Олисываемый способ может быть применен для контроля за процессом сварки.
Предмет изобретения
Способ контроля за образованием литого ядра при контактной точечной и роликовой сварке с помощью ультразвука, отличающийс я тем, что, с целью повыщения эффективности контроля, момент появления литой зоНы и окончание процесса затвердевания ее определяют по возникновению и исчезновению дополнительного источника отражения ультразвукового сигнала от литого ядра при пропускании поперечных ультразвуковых волн через центр сварной точки.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества воединения в процессе контактной сварки | 1975 |
|
SU573290A1 |
| Способ контроля качества соединения в процессе контактной сварки | 1979 |
|
SU791493A1 |
| Способ контроля сварного шва | 1961 |
|
SU150689A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| Ультразвуковой одноканальный дефектоскоп | 1961 |
|
SU145791A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОБРАЗОВАНИЯ ЛИТОГО ЯДРА ПРИ КОНТАКТНОЙ СВАРКЕ | 1973 |
|
SU369483A1 |
| СПОСОБ ПОВЫШЕНИЯ ОДНОРОДНОСТИ СТРУКТУРЫ МЕТАЛЛА СВАРНЫХ СОЕДИНЕНИЙ АУСТЕНИТНЫХ СТАЛЕЙ | 2004 |
|
RU2270441C1 |
| Ультразвуковой дефектоскоп | 1960 |
|
SU139470A1 |
| Ультразвуковой дефектоскоп для контроля аустенитных сварных швов | 1990 |
|
SU1810813A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ УРОВНЯ ЖИДКИХ СРЕД С СИГНАЛИЗАЦИЕЙ НАЛИЧИЯ АКУСТИЧЕСКОГО КОНТАКТА МЕЖДУ ИЗЛУЧАТЕЛЕМ И ПРИЕМНИКОМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ И ПОВЕРХНОСТЯМИ СТЕНОК РЕЗЕРВУАРА | 2008 |
|
RU2378624C2 |