Предлагаемое изобретение относится к области ультразвуковой дефектоскопии и служит для повышения качества контроля сварных соединений аустенитных сталей.
Главной особенностью макроструктуры сварных соединений аустенитных сталей является их столбчатое, транскристаллитное строение и крупнозернистая структура [1, 2]. Ориентация столбчатых кристаллитов зависит от режимов сварки, направления теплоотвода, скоростей охлаждения и кристаллизации и пр. Столбчатое строение металла аустенитных швов ведет к анизотропии их механических свойств. Анизотропия механических свойств обуславливает изменение скоростей, траекторий распространения и рассеяние ультразвуковых волн. Ярко выраженная анизотропия сварных соединений из аустенитных сталей - одна из главных причин, затрудняющих проведение их ультразвукового контроля [3, 4]. Крупнозернистая структура приводит также к отражениям ультразвуковых волн на границах зерен. Отраженный ультразвуковой сигнал имеет высокий уровень структурных помех, скрывающих информацию о несплошностях, которые могут присутствовать в сварных соединениях. Применение традиционного метода ультразвукового контроля наклонными совмещенными преобразователями не обеспечивает необходимое отношение полезный сигнал-помеха, равное 6 дБ. На фоне сигналов структурных помех на экране дефектоскопа практически невозможно отличить эхосигналы от дефектов.
Известен способ, позволяющий повысить отношение сигнал-помеха за счет применения статистических методов выделения сигналов на фоне структурных помех [1]. Однако при статистическом накоплении сигналов в процессе перемещения ультразвукового преобразователя невозможно точно указать местоположение дефектов. При этом теряется информация о максимальном значении амплитуды сигнала от дефектов. Отношение сигнал-помеха зависит также и от частоты ультразвуковых колебаний. Однако рекомендации по выбору оптимальных значений частоты не обеспечивают требуемой помехоустойчивости, т.к. они справедливы лишь при условии, когда длина ультразвуковой волны больше размера зерна аустенита. Разработан переменно-частотный способ. Существенный недостаток этого способа - необходимость специальной аппаратуры и выбора частоты не только для конкретного шва, но и для отдельного участка этого шва.
Среди сигналов структурных помех при ультразвуковом контроле аустенитных швов можно выделить такие, у которых огибающие серий эхосигналов аналогичны огибающим сигналов от дефектов. Амплитуда сигналов помех осциллирует с изменением частоты ультразвука в зависимости от угла ввода луча. Эти помехи вызваны помехами второго типа. Их появление обусловлено отражением ультразвуковых волн от слоистых отражателей, образованных наиболее крупными кристаллами. При расчете амплитуд сигналов таких помех сварной шов рассматривают в виде акустически изотропной среды с хаотически расположенными и произвольно ориентированными слоистыми отражателями. Для контроля таких сварных соединений предложены многочастотный, многолучевой и варииимульсный способы.
Наиболее эффективным способом ультразвукового контроля аустенитных сталей в настоящее время является двухчастотный способ, который особенно эффективен для швов, в которых основным видом структурных помех являются помехи второго типа с ярко выраженной огибающей. Однако известно [1, 5], что во многих аустенитных швах сигналы структурных помех распределены случайным образом и не имеют четко выраженной огибающей - это так называемые реверберационные помехи, которые не могут быть ликвидированы и при двухчастотном способе. Кроме того, во всех ультразвуковых способах контроля аустенитных сталей, включая двухлучевой способ, принципиально не могут быть обнаружены дефекты, находящиеся на противоположной стороне сварного соединения, т.к. ультразвуковой сигнал не проходит через аустенитный сварной шов.
Целью изобретения является повышение помехоустойчивости и качества ультразвукового контроля аустенитных сварных соединений.
Поставленная цель достигается тем, что в процессе сварки аустенитных швов в околошовную зону вводятся ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц.
Схема устройства, реализующего данный способ, представлена на фиг.1.
Устройство содержит два ультразвуковых преобразователя 4, подключенных к ультразвуковому генератору 2, которые фиксируются с двух сторон от сварного соединения 1. Расстояние ультразвуковых преобразователей от сварного шва 3 выбирается исходя из режима сварки.
Устройство работает следующим образом. Ультразвуковой генератор, возбуждающий ультразвуковые преобразователи, включается до начала процесса сварки и выключается после ее завершения.
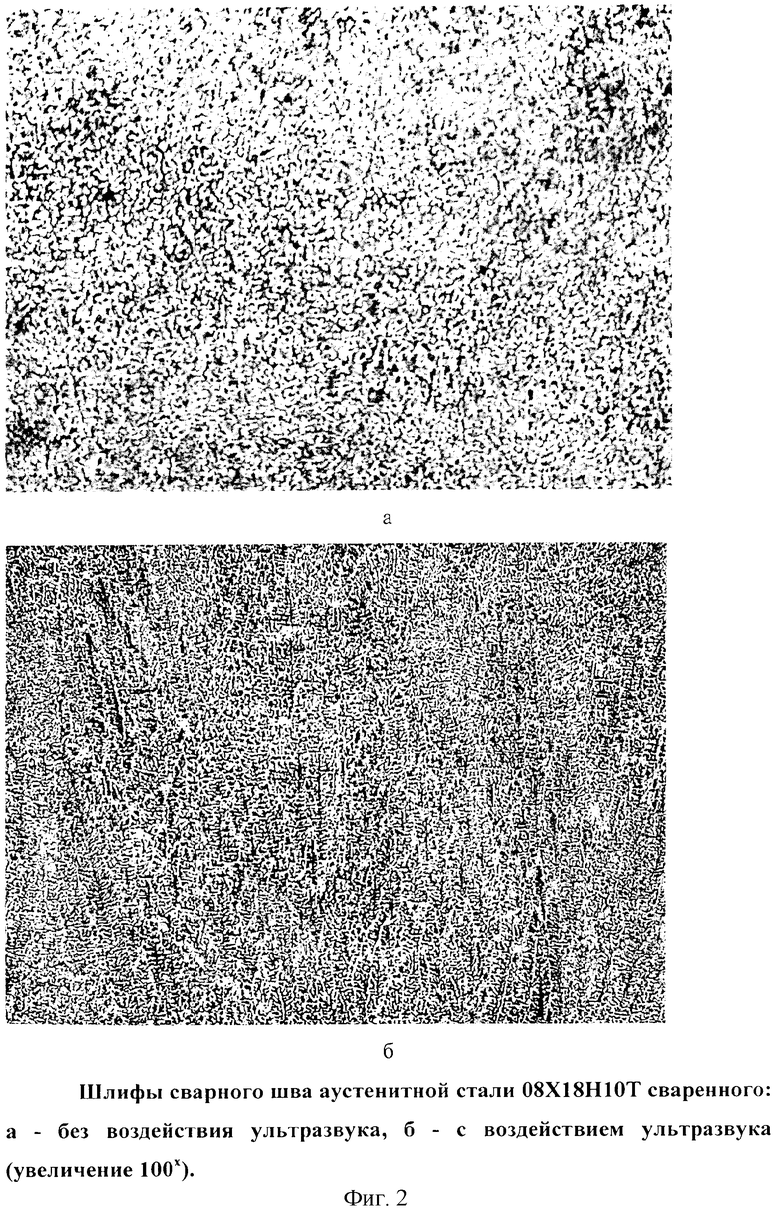
Ультразвуковые колебания оказывают воздействие на процесс кристаллизации металла сварного шва, измельчают зерна и повышают однородность его структуры (фиг.2). Эти явления приводят к исключению анизотропии и к исчезновению структурных помех.
Источники, используемые при составлении заявки
1. Алешин Н.П., Белый В.Е. и др. Методы акустического контроля металлов. М.: Машиностроение, 1989.
2. Алешин Н.П., Вадковский Н.Н., Волкова Н.Н. Ультразвуковой контроль аустенитных сварных швов: анализ способов и рекомендации повышения надежности.//Дефектоскопия. 1988. № 2, с.43-59.
3. Handbook on the ultrasonic examination of austenific weld//IIW, Document N VC-423-84. 1984. 10 р.
4. Kupperman D.S., Reimann K.I. Ultrasonic ware propagation and anisotropy in austenitic stainless steel werd metall//IEE Transactions. 1980. SU-27. N1. P.7-15.
5. Whittaker I.S., lessop T.J. Ultrasonic defection and measurements of defects in stainless stell//Brit. J. of NDT. 1981. 23. N 6. Р.293-303.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ ШВОВ | 1994 |
|
RU2165616C2 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ ПЛОСКИХ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2022 |
|
RU2794511C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПОСОБ ВЫЯВЛЕНИЯ ЗОН ПРЕДРАЗРУШЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ | 2011 |
|
RU2457478C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОВ АУСТЕНИТНОГО КЛАССА В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ СВАРКИ | 2010 |
|
RU2469109C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ИЗМЕРЕНИЯ ШИРИНЫ СВАРНОГО ШВА ИЗДЕЛИЙ С КОНЦЕВЫМИ ДЕТАЛЯМИ | 1996 |
|
RU2115921C1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
Использование: для повышения однородности структуры металла сварных соединений аустенитных сталей. Сущность: заключается в том, что в околошовную зону в процессе сварки вводят ультразвуковые колебания с частотой 22,1-22,7 кГц. Технический результат: исключение анизотропии и исчезновение структурных помех в сварном шве. 2 ил.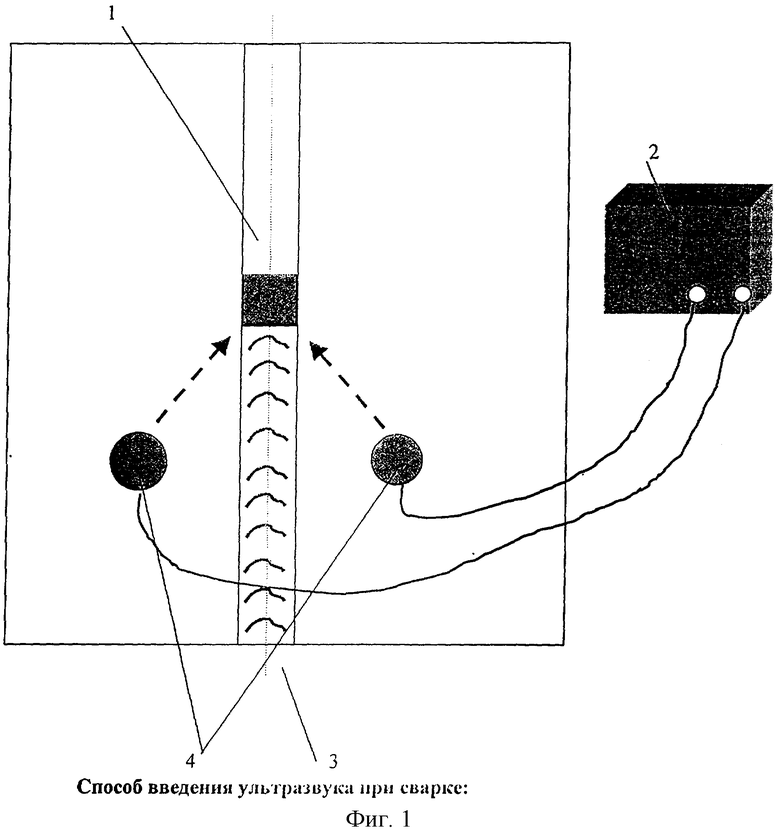
Способ повышения однородности структуры металла сварных соединений аустенитных сталей путем ввода ультразвуковых колебаний, отличающийся тем, что в околошовную зону в процессе сварки вводят ультразвуковые колебания с частотой 22,1-22,7 кГц, действие которых приводит к измельчению зерен и повышению однородности структуры металла.
| Способ контроля структуры материалов | 1991 |
|
SU1797035A1 |
| Способ ручной электродуговой сварки | 1980 |
|
SU946841A2 |
| Способ обнаружения внутренних дефектов сварных соединений | 1979 |
|
SU945762A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОБРАЗОВАНИЯ ЛИТОГО ЯДРА ПРИ КОНТАКТНОЙ СВАРКЕ | 0 |
|
SU369483A1 |
| Способ автоматического управления процессом контактной точечной и шовной сварки | 1976 |
|
SU660799A1 |
| Способ электродуговой сварки | 1980 |
|
SU927432A1 |
| JP 9234585 A, 09.09.1997 | |||
| US 6171415 B1, 09.01.2001. | |||

