Известно применение ультразвукового дефектоскопа для обнаружения трещин в образцах металла, однако до сего времени такой дефектоскоп не применялся в машине для испытания сварных металлических образцов на склонность последних к образованию горячих трещин, и поэтому момент их образования в процессе испытания нельзя было зарегистрировать.
В описываемом изобретении предлагается применить ультразвуковой дефектоскоп в машине для испытания сварных металлических образцов, с целью регистрации момента образования горячих трещин в процессе испытания.
Предлагаемый дефектоскоп монтируется на машине для испытания образцов, в которой деформация последних производится методом растяжения, что обусловливается требованиями ультразвукового контроля. В основу ультразвуковой установки положен теневой метод, сущность которого заключается в следующем: ультразвуковые импульсные колебания в виде продольных волн распространяются вдоль образца к сварному дефекту или неоднородности, на пути распространения воли вызывают повышенное рассеяние и поглощение ультразвуковых колебаний. Поэтому интенсивность сигнала, принятого приемным щупом, будет определяться степенью поглощения и рассеяния, т. е. наличием и величиной трещин в сварном щве. При этом рассеяние и поглощение колебаний в материале самого образца исключаются, так как до начала сварки ультразвуковые колебания не проходят через образец изза разрыва между его половинами и только по мере наложения сварного щва и его последующей кристаллизации поглощение колебаний будет уменьшаться и, следовательно, начнет возрастать интенсивность сигнала.
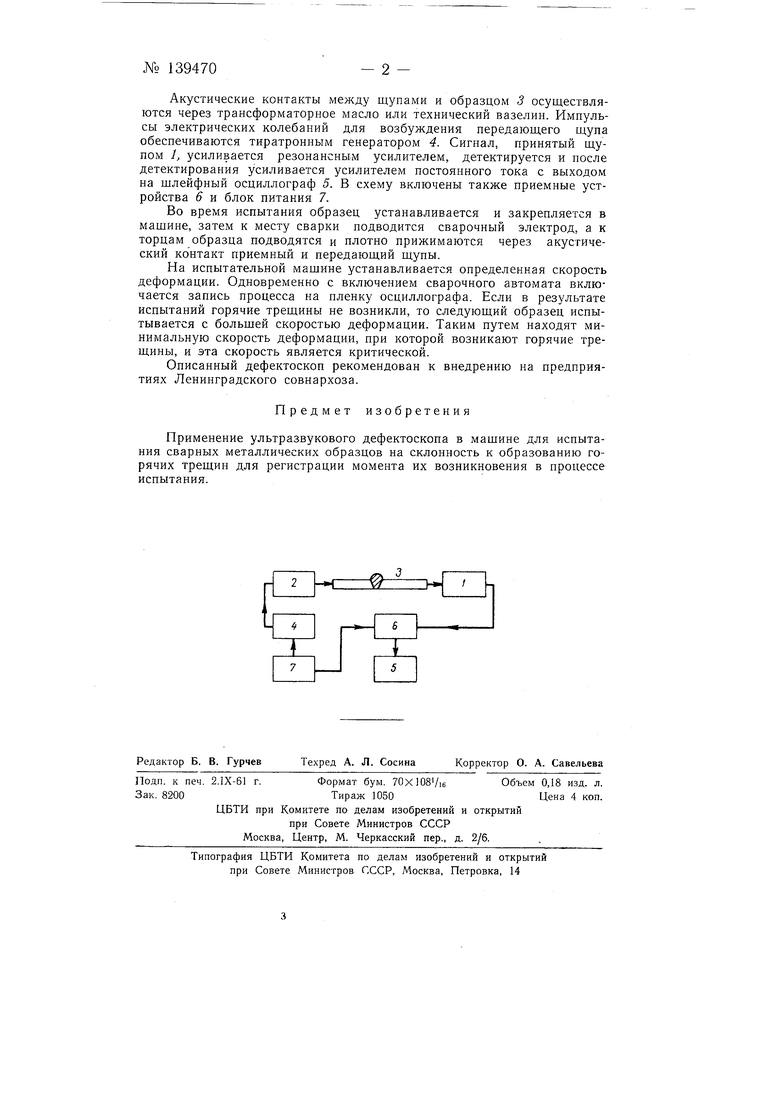
На чертеже изображена блок-схема ультразвукового устройства, пьезоэлектрические приемный щуп / и передающий щуп 2 изготовлены из титаната бария или ниабата свинца.
Акустические контакты между щупами и образцом 3 осуществляются через трансформаторное масло или технический вазелин. Имиульсы электрических колебаний для возбуждения передающего щупа обеспечиваются тиратронным генератором 4. Сигнал, принятый щупом Л усиливается резонансным усилителем, детектируется и после детектирования усиливается усилителем постоянного тока с выходом на щлейфный осциллограф 5. В схему включены также приемные устройства 6 и блок питания 7.
Во время испытания образец устаиавливается и закрепляется в мащине, затем к месту сварки подводится сварочный электрод, а к торцам образца подводятся и плотно прижимаются через акустический контакт приемный и передающий щупы.
На испытательной мащине устанавливается определенная скорость деформации. Одновременно с включением сварочного автомата включается запись процесса на пленку осциллографа. Если в результате испытаний горячие трещины не возникли, то следующий образец испытывается с больщей скоростью деформации. Таким путем находят минимальную скорость деформации, при которой возникают горячие трещины, и эта скорость является критической.
Описанный дефектоскоп рекомендован к внедрению на предприятиях Ленинградского совнархоза.
Предмет изобретения
Применение ультразвукового дефектоскопа в мащине для испытания сварных металлических образцов на склонность к образованию горячих трещин для регистрации момента их возникновения в процессе испытания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Машина для испытания сварных швов | 1959 |
|
SU127466A1 |
| Способ определения склонности металлических материалов к образованию горячих трещин | 1987 |
|
SU1574409A1 |
| МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ОБРАЗОВАНИЯ ТРЕЩИНПРИ СВАРКЕ | 1971 |
|
SU308840A1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ определения склонности металлов к образованию горячих трещин | 1985 |
|
SU1274887A1 |
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
