Известны резцовые головки к сверлильным станкам для расточки головок кольцевых полостей и канавок в неподвижных деталях с автоматической радиальной подачей вращения головки.
Недостатком этих головок является отсутствие автоматического двухстороннего движения резца при остановке и вращении шпинделя.
Предложенная головка лищена указанного недостатка. Сущность изобретения заключается в том, что, с целью обеспечения автоматического рабочего и обратного движения резца соответственно при вращении и остановке щпинделя, головка снабжена поворотными подпружиненными грузами центробежного действия, кинематически связанными с поворотной, эксцентричной оправкой подвижного резца.
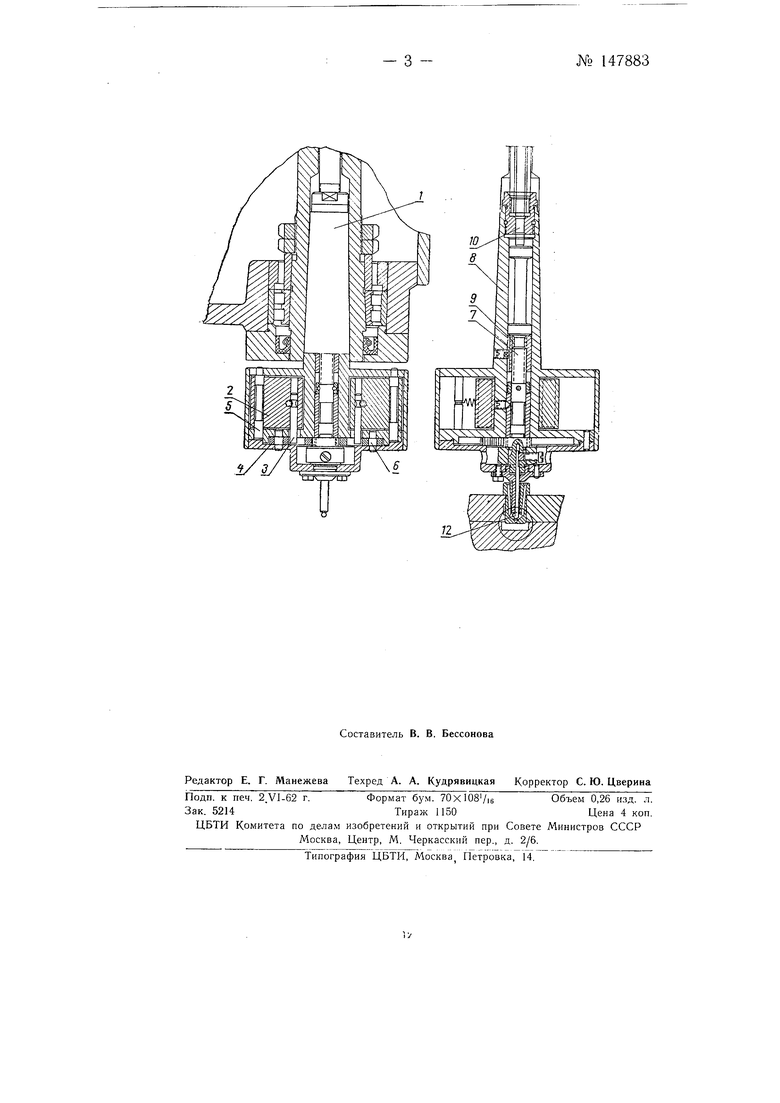
На чертеже изображена предложенная головка в двух проекциях.
Головка состоит из шпинделя У, грузов 2, поводковых пальцев 5, зубчатых секторов 4, осей 5 грузов, осей 6 зубчатых секторов, инструментального шпинделя 7, корпуса 8, гайки 9, толкателя 10 и пружин 11.
Оси врашения шпинделя головки и обрабатываемой детали совпадают и расположены вертикально.
Центробежная сила, возникающая при вращении шпинделя, разводит грузы 2, которые через .поводковые пальцы 3 .проворачивают зубчатые секторы 4. Поворот грузов ограничен упорами.
Расположение осей 5 грузов, осей 6 зубчатых секторов определяет передаточное отношение между грузом и зубчатым сектором. За 30° поворота грузов зубчатые секторы поворачиваются на 60°.
Через зубчатые секторы поворот передается инструментальному шпинделю 7, эксцентрично расположенному в корпусе 8.
№ 147883 2 Угол поворота инструментального шпинделя и жестко связанного с ним. резца 12 равен 180°. Проворачиваясь со шпинделем 7, резец обрабатывает деталь.
Вес грузов выбран из расчета прочности резца и необходимого усилия резания.
Проворачиваясь, инструментальный шпиндель 7 резьбовым хвостовиком перемещает гайку 9 и толкатель 10, расположенный по оси вращения шпинделя.
Толкатель воздействует на датчик, включенный в электросхему управления, с помощью которого на шкале амперметра отражается расположение резца при обработке, а также подаются команды: на отключение вращения шпинделя в конце обработки (после поворота резца на 180°) и на отвод инструментальной головки по возвращении резца в исходное положение.
Возврат инструментального шпинделя с резцом в исходное положение происходит одновременно с отклонением вращения шпинделя под действием пружин /7. Предмет изобретения
Резцовая головка к сверлильным и тому подобным станкам для расточки кольцевых полостей и канавок в неподвижных деталях с автоматической радиальной подачей резца в процессе вращения головки, отличающаяся тем, что, с целью обеспечения автоматического рабочего и обратного движения резца соответственно при вращении и остановке шпинделя, головка снабжена поворотными подпружиненными грузами центробежного действия, кинематически связанными с поворотной эксцентричной оправкой подвижного резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Предохранительное устройство для предотвращения поломки сверл и обеспечения вывода их из отверстия при перегрузке | 1960 |
|
SU134544A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU393047A1 |
| Инерционный привод | 1987 |
|
SU1484461A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |