Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для объемного деформирования металлов, и может бы использовано для получения полых и стержневых изделий с утолщениями, фланцами или отростками на наружной поверхности.
Цель изобретения - повышение надежности работы штампа и расширение технологических возможностей.
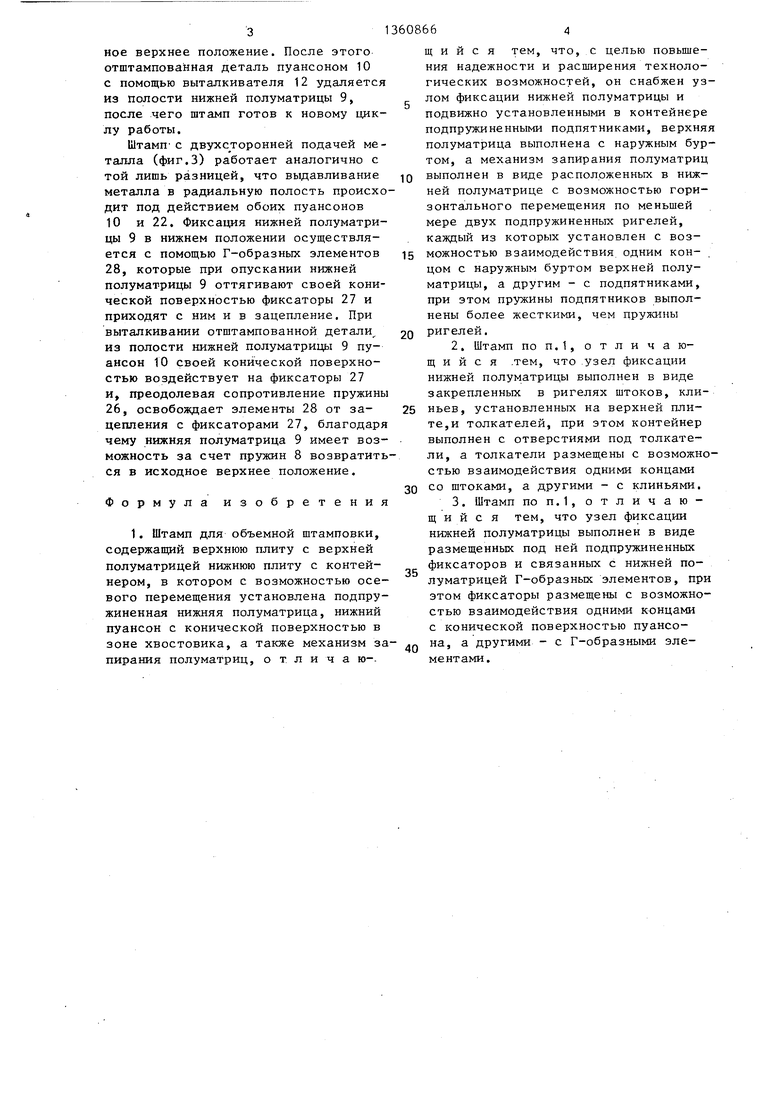
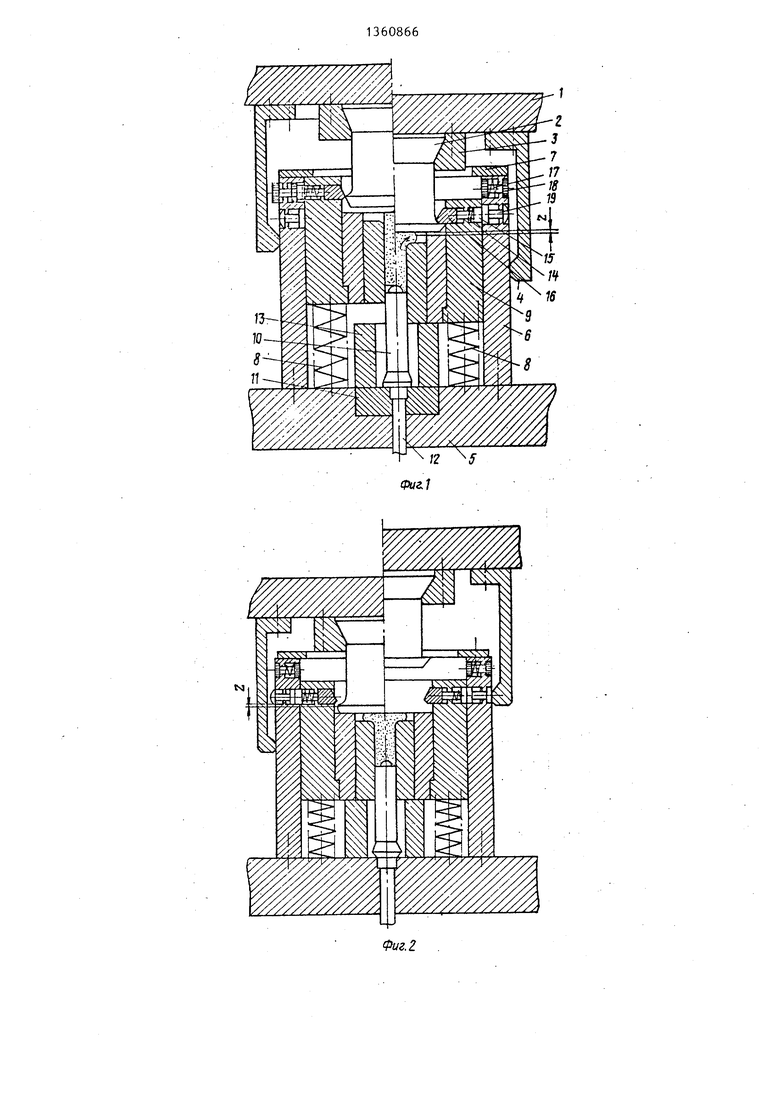
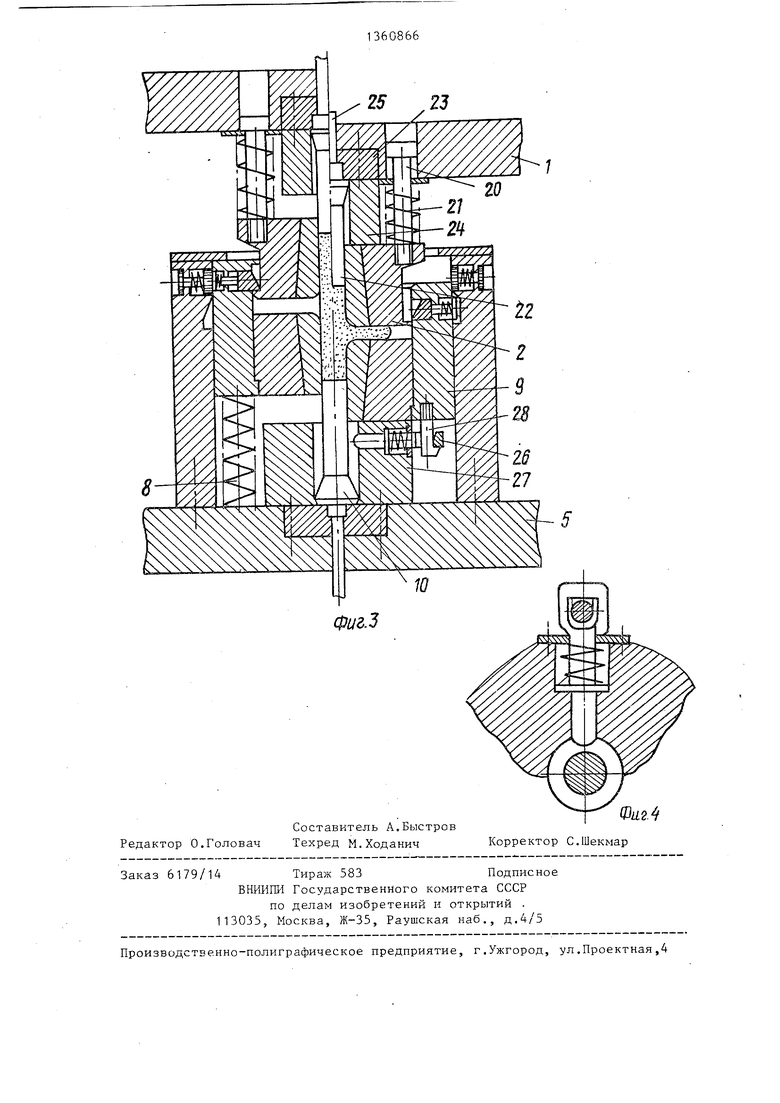
На фиг.1 изображен штамп (слева момент запирания полуматриц, справа момент выдавливания); на фиг.2 - то же, слева - момент подсадки фланца, справа - момент возвраш,ения нижней полуматрицы в исходное состояние; н фиг.З - штамп с двухсторонней подачей металла в радиальную полость; на фиг.4 - узел фиксации нижней полуматрицы, разрез.
Штамп содержит установленные на верхней плите 1 верхнюю полуматрицу 2, держатель 3 и клинья 4. На нижней плите 5 закреплен контейнер 6 с крьшкой 7, в котором размещена подпружиненная пружинами 8 нижняя бан- дажированная полуматрица 9, в рабочу полость которой входит пуансон 10, опирающийся на прокладку 11, в которой размещен выталкиватель 12. В контейнере 6 расположена опора 13, опирающаяся на прокладку 11, В нижней полуматрице 9 расположены подпружиненные пружинами 14 штоки 15, жестко закрепленные к ригелям 16. В полостях контейнера 6 расположены подпружиненные пружинами 17 подпятники 18, а также толкатели 19.
Штамп с двухсторонней подачей металла (фиг .3) отличается тем, что верхняя полуматрица 2 закреплена с помощью тяг 20 и подпружинена пружинами 21. В полость полуматрицы 2 входит верхний пуансон 22, опирающийся на прокладку 23, на которой закреплена опора 24. В верхней плите 1 расположен верхний выталкиватель 25. К нижней плите 5 закреплена опора 13, в которой размещены подпружиненные пружинами 26 фиксаторы 27, з которые зацепляются Г-образные зле- менты 28, закрепленные к нижней полуматрице 9.
Штамп работает следующим образом Заготовку, преимущественно холодную,устанавливают на торец пуансона 10 в полость полуматрицы 9, находящейся в этот момент в своем верхнем положении. При опускании пресса верхняя плита 1 с верхней полуматрицей 2 движутся вниз. Верхняя полу- матрица 2 своим наружным коническим буртом воздействует на ригели 16, утапливая их в полость полуматрицы 9, преодолевая сопротивление пруQ жины 17. После того,как полуматрица 2 прошла своим наружным буртом мимо ригелей 16, подпятники 18,воздействуя на штоки 15, за счет пружин 17, преодолевая сопротивление
5 пружин 14, возвращают : ригели 16 в исходное состояние, тем самым запирая полУматрицы 2 и 9 между собой. При дальнейшем опускании ползуна пресса полуматрицы 2 и 9 совместно
0 в закрытом состоянии опускаются, при этом металл заготовки воздействием пуансона 10 выдавливается в радиальную полость между полуматрицами 2 и 9, причем затекающий металл стре5 мится раздвинуть полуматрицы, чему мешают ригели 16, упирающиеся в бурт верхней полуматрицы 2. Б конечной стадии деформирования нижняя полуматрица 9 опирается на опору 13 и
0 происходит подчеканка фланца изделий, при котором выбирается зазор Z между полуматрицами 2 и 9 и образуется зазор Z между горизонтальной поверхностью наружного фланца верхней полуматрицы 2 и опорной поверхностью ригелей 16 (фиг.2), причем ригели 16 освобождаются от сил распора полуматриц и имеют возможность утопиться в полость нижней полуматрицы 9 за счет разжатия пружины 14, головка штока 15 заходит в полость контейнера 6. Этим обеспечивается фиксация нижней полуматрицы. При поднятии ползуна пресса нижняя полуматрица 9 остается в нижнем положении, так как головка штока 15 упирается на внутреннюю поверхность отверстия в контейнере 6, а полуматрица 2 беспрепятственно поднимается, причем после того, как наружный бурт верхней полуматрицы 2 выходит из зацепления, клинья 4, закрепленные к верхней плите 1, воздействуют на толкатели 19, которые утапливают штоки 15 в полость полуматрицы 9, выводя его из зацепления с полостью контейнера 6, благодаря чему нижняя полуматрица 9 имеет возможность под действием пружин 8 вернуться в исход0
5
0
5
ное верхнее положение. После этого отштампованная деталь пуансоном 10 с помощью выталкивателя 12 удаляется из полости нижней полуматрицы 9, после чего штамп готов к новому циклу работы.
Штамп с двухсторонней подачей металла (фиг.З) работает аналогично с той лишь разницей, что вьщавливание металла в радиальную полость происходит под действием обоих пуансонов Ю vi 22, Фиксация нижней полуматрицы 9 в нижнем положении осуществляется с помощью Г-образных элементов 28, которые при опускании нижней полумат-рицы 9 оттягивают своей конической поверхностью фиксаторы 27 и приходят с ним и в зацепление. При выталкивании отштампованной детали из полости нижней полуматрицы 9 пуансон 10 своей конической поверхностью воздействует на фиксаторы 27 и, преодолевая сопротивление пружины 26, освобождает элементы 28 от зацепления с фиксаторами 27, благодаря чему нижняя полуматрица 9 имеет возможность за счет пружин 8 возвратиться в исходное верхнее положение.
Формула изобретения
1. Штамп для объемной штамповки, содержащий верхнюю плиту с верхней полуматрицей нижнюю плиту с контейнером, в котором с возможностью осевого перемещения установлена подпружиненная нижняя полуматрица, нижний пуансон с конической поверхностью в зоне хвостовика, а также механизм запирания полуматриц, о т л и ч а ю-.
0
5
0
5
0
5
0
щ и и с я тем, что, с целью повышения надежности и расширения технологических возможностей, он снабжен узлом фиксации нижней полуматрицы и подвижно установленными в контейнере подпружиненными подпятниками, верхняя полуматрица выполнена с наружным буртом, а механизм запирания полуматриц выполнен в виде расположенных в нижней полуматрице с возможностью горизонтального перемещения по меньшей мере двух подпружиненных ригелей, каждый из которых установлен с возможностью взаимодействия одним концом с наружным буртам верхней полуматрицы, а другим - с подпятниками, при этом пружины подпятников выполнены более жесткими, чем пружины ригелей.
2,Штамп ПОП.1, отлича ю- щ и и с я .тем, что .узел фиксации нижней полуматрицы выполнен в виде закрепленных в ригелях штоков, клиньев, установленных на верхней плите,и толкателей, при этом контейнер выполнен с отверстиями под толкатели, а толкатели размещены с возможностью взаимодействия одними концами
со штоками, а другими - с клиньями.
3.Штамп ПОП.1, отличающийся тем, что узел фиксации нижней полуматрицы выполнен в виде размещенных под ней подпружиненных фиксаторов и связанных с нижней полуматрицей Г-образных элементов, при этом фиксаторы размещены с возможностью взаимодействия одними концами
с конической поверхностью пуансона, а другими - с Г-образными элементами.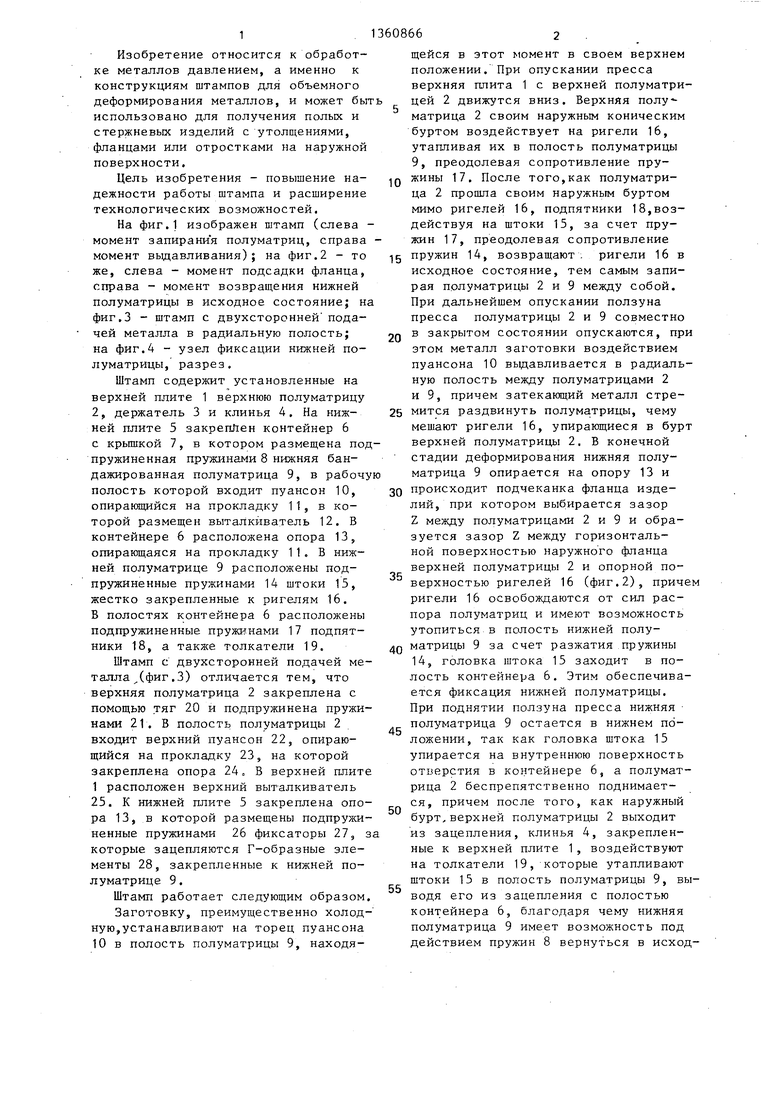
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для поперечного выдавливания | 1986 |
|
SU1386349A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| Штамп для штамповки выдавливанием | 1985 |
|
SU1230735A1 |
| Штамп совмещенного действия | 1986 |
|
SU1342564A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для выдавливания | 1988 |
|
SU1593775A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Изобретение относится к обработке металлов давлением, в частности к штампу для объемной штамповки. Цель изобретения - повьш1ение надежности работы штампа и расширение технологических возможиостей. Штамп содержит прикрепленную к верхней плите верхнюю полуматрицу, нижнюю плиту с контейнером, в котором размещена нижняя полуматрица, пуансон и механизм запирания полуматрицы, выполненный в нижней полуматрице в виде подпружиненных ригилей. Запирание полуматриц осуществляется за счет взаимодействия ригилей с наружным буртом верхней полуматрицы. Раскрытие полуматриц происходит за счет утаплива- ния ригилей в нижней полуматрице под действием пружин после подчеканки фланца изделия. Фиксация нижней полу- матрицы в нижнем положении может осуществляться с помощью щтоков, размещенных в отверстиях стенки контейнера, или с помощью Г-образных элементов, связанных с полуматрицей и взаимодействующих с ними подпружиненных фиксаторов, установленных с возможностью контакта с конической поверхностью пуансона в зоне его хвостовика. 2 з.п. ф-лы, 4 ил. I сл оэ О5 о 00 оэ С5
Фиг. 4
Составитель А.Быстров Редактор 0.Головач Техред М.Ходанич Корректор С.Шекмар
Заказ 6179/14 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Штамп для объемной штамповки | 1985 |
|
SU1238873A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
