1
Изобретение относится к сварке,в частности к способу роботизированной сборки и контактной точечной сварки, и может найти применение при изготовлении сварных конструкций из длинномерных элементов.
Цель изобретения - расширение технологических возможностей и повышение производительности.
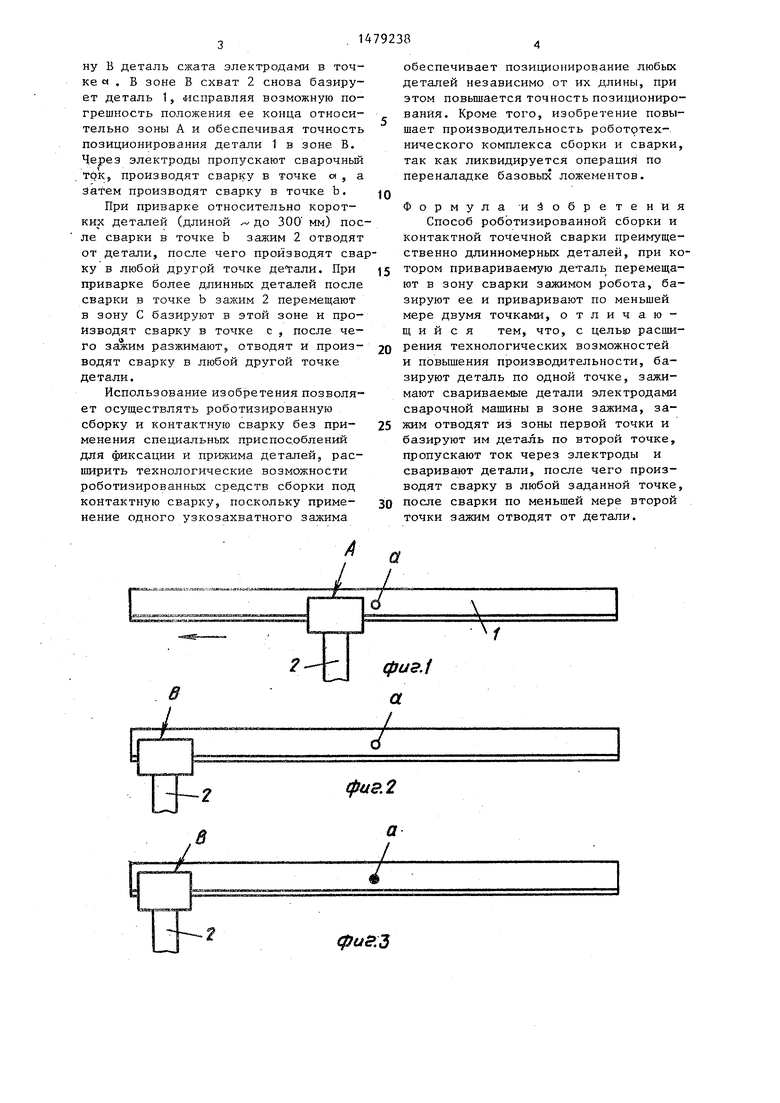
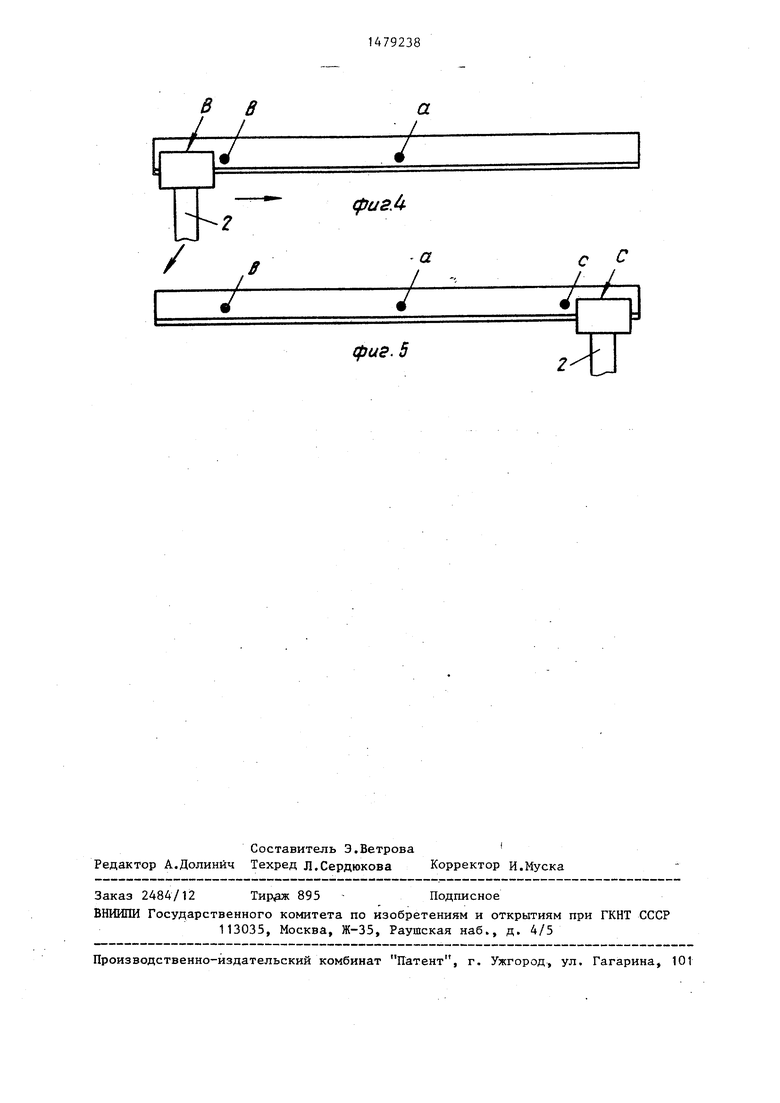
На фиг.1 показана установка зажима в зоне А и сжатые электродами свариваемые детали в точке а ; на фиг.2 - установка зажима в зоне В на фиг.З - сварка первой точки; на фиг.4 - сварка в точке Ъ, на фиг.5 - установка зажима в зоне С и сварка в точке с,
где окружностями показаны места сжатия электродами без пропускания сварочного тока, кругами - точки сварки.
Деталь 1, например уголок, перемещают зажимом 2 робота в позицию сварки. При этом робот обеспечивает точность позиционирования в зоне А зажима.На остальной длине деталь 1 может быть выставлена с отклонением от заданного положения. Затем электродами сжимают деталь 1 в точке а, расположенной максимально близко к зоне А. После этого, не пропуская . через электроды сварочный ток, зажим 2 перемещают из зоны А в зону В. При перемещении зажима А из зоны А в зоСО
ну В деталь сжата электродами в точке «. Б зоне В схват 2 снова базирует деталь 1, «справляя возможную погрешность положения ее конца относительно зоны А и обеспечивая точность позиционирования детали 1 в зоне В. Через электроды пропускают сварочньй ток, производят сварку в точке а, a затем производят сварку в точке Ь.
При приварке относительно коротких деталей (длиной до 300 мм) после сварки в точке b зажим 2 отводят от детали, после чего производят сваку в любой другрй точке детали. При приварке более длинных деталей после сварки в точке b зажим 2 перемещают в зону С базируют в этой зоне и производят сварку в точке с , после чего зажим разжимают, отводят и производят сварку в любой другой точке детали.
Использование изобретения позволяет осуществлять роботизированную сборку и контактную сварку без применения специальных приспособлений для фиксации и прижима деталей, расширить технологические возможности роботизированных средств сборки под контактную сварку, поскольку применение одного узкозахватного зажима
0
5
0
5
0
обеспечивает позиционирование любых деталей независимо от их длины, при этом повышается точность позиционирования. Кроме того, изобретение повышает производительность роботртех- нического комплекса сборки и сварки, так как ликвидируется операция по переналадке базовых ложементов.
Формула изобретения
Способ роботизированной сборки и контактной точечной сварки преимущественно длинномерных деталей, при котором привариваемую деталь перемещают в зону сварки зажимом робота, базируют ее и приваривают по меньшей мере двумя точками, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, базируют деталь по одной точке, зажимают свариваемые детали электродами сварочной машины в зоне зажима, зажим отводят из зоны первой точки и базируют им деталь по второй точке, пропускают ток через электроды и сваривают детали, после чего производят сварку в любой заданной точке, после сварки по меньшей мере второй точки зажим отводят от детали.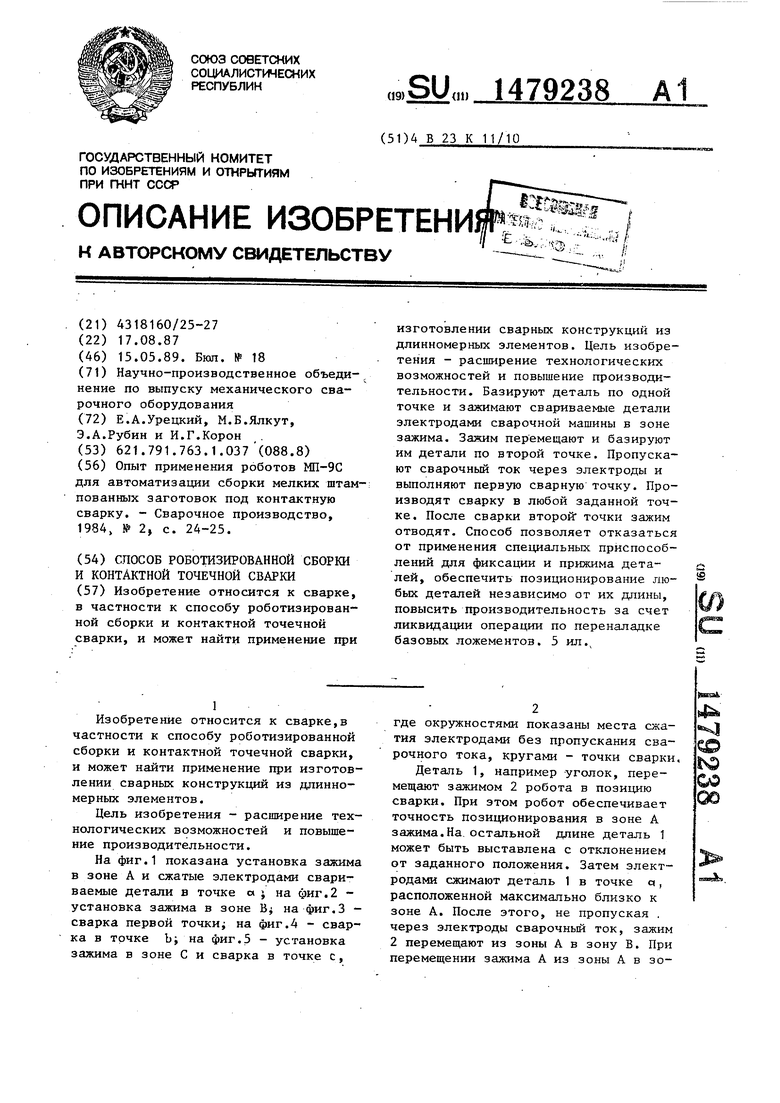
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
Изобретение относится к сварке, в частности, к способу роботизированной сборки и контактной точечной сварки, и может найти применение при изготовлении сварных конструкций из длинномерных элементов. Цель изобретения - расширение технологических возможностей и повышение производительности. Базируют деталь по одной точке и зажимают свариваемые детали электродами сварочной машины в зоне зажима. Зажим перемещают и базируют им детали по второй точке. Пропускают сварочной ток через электроды и выполняют первую сварочную точку. Производят сварку в любой заданной точке. После сварки второй точки зажим отводят. Способ позволяет отказаться от применения специальных приспособлений для фиксации и прижима деталей, обеспечить позиционирование любых деталей независимо от их длины, повысить производительность за счет ликвидации операции по переналадке базовых ложементов. 5 ил.
/
фиг.2
фи&3
а
/
а
фиг А
фиг. 5
я
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| - Сварочное производство, 1984, № 2, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
