Изобретение относится к контактной точечной сварке и предназначено для изготовления крупногабаритных изделий, свариваемых по всей длине в нескольких поперечных сечениях, в частности, каркаса тепловыделяющей сборки преимущественно для энергетических атомных реакторов ВВЭР.
Известен комплекс для многоточечной контактной сварки (см. а.с. СССР 348116, МКИ 1В23К 11/10), недостатком которого является его узкая специализация, отсутствие возможности учитывать при сварке изменяющиеся по ходу изготовления решетки условия контактирования свариваемых поверхностей, контроля образования литого ядра сварной точки и маркировки некачественно выполненных точек.
Известен роботизированный модуль для контактной точечной сварки (см. патент РФ 2138376), недостатком которого является отсутствие возможности учитывать при сварке изменяющиеся по ходу изготовления решетки условия контактирования свариваемых поверхностей, контроля образования литого ядра сварной точки и маркировки некачественно выполненных точек.
Наиболее близким по технической сущности и достигаемому результату является робототехнический комплекс для контактной точечной сварки (см. патент РФ 2215626) - прототип, включающий в себя промышленный робот с установленными на руке сварочными клещами, систему управления роботом, стол с устройством для закрепления свариваемых деталей и источника сварочного тока.
Недостатками данного робототехнического комплекса является отсутствие возможности контактной точечной сварки крупногабаритного изделия, свариваемого по всей длине в нескольких поперечных сечениях, в частности каркаса тепловыделяющей сборки, по следующим причинам.
1. Невозможность размещения на робототехническом комплексе изделия с габаритными размерами по длине более 1000 мм и по высоте более 200 мм, в частности каркаса тепловыделяющей сборки. Каркас имеет в своей конструкции дистанционирующие решетки, расположенные вертикально. Для доступа сварочных клещей к местам сварки каркас должен располагаться вершинами дистанционирующих решеток вверх и базироваться на их нижние грани.
2. Отсутствие в робототехническом комплексе устройств для прижима дистанционирующих решеток каркаса к базовой поверхности в вертикальной плоскости. Базирование каркаса в вертикальной плоскости необходимо для выхода сварочных клещей на позицию сварки.
3. Отсутствие в робототехническом комплексе устройства для базирования каркаса в горизонтальной плоскости. Базирование каркаса в горизонтальной плоскости необходимо для выхода сварочных клещей на позицию сварки.
4. Малая зона сварки, ограниченная диапазоном работы руки промышленного робота и длиной токоподводов, соединяющих источник тока со сварочными клещами. Каркас тепловыделяющей сборки имеет длину 4000 мм с равномерно расположенными по всей длине дистанционирующими решетками, которые должны быть сварены с каналами.
Технической задачей изобретения является расширение функциональных возможностей робототехнического комплекса для контактной точечной сварки, в частности для контактной точечной сварки крупногабаритных изделий длиной более 1000 мм и высотой более 100 мм, свариваемых по всей длине в нескольких поперечных сечениях, для повышения качества сварки таких изделий и повышения производительности труда за счет автоматизации процесса сварки таких изделий.
Поставленная техническая задача решается тем, что робототехнический комплекс для контактной точечной сварки, состоящий из промышленного робота с установленными на руке сварочными клещами, системы управления роботом, стола с устройством для закрепления свариваемых деталей и источника сварочного тока, согласно изобретению содержит для установки крупногабаритных изделий опорные ложементы с болтами для регулировки их в общую плоскость, устройство для прижима изделия к опорным ложементам и упорную плиту для базирования изделия в горизонтальной плоскости. Другим отличием является наличие в робототехническом комплексе направляющей балки для перемещения по ней робота вместе с источником тока параллельно свариваемому изделию с целью расширения зоны сварки.
Использование в робототехническом комплексе опорных ложементов для установки крупногабаритных изделий, устройств для прижима таких изделий к опорным ложементам, упорной плиты для их базирования в горизонтальной плоскости и направляющей балки для перемещения по ней промышленного робота вместе с источником тока параллельно свариваемому изделию позволяет разместить там каркас тепловыделяющей сборки вершинами дистанционирующих решеток вверх и прижать его к общей базовой поверхности опорных ложементов, обеспечив тем самым его позиционирование в пространстве и доступ сварочных клещей к местам сварки, и производить контактную точечную сварку деталей каркаса тепловыделяющей сборки друг к другу. Использование в ложементах регулировочных болтов позволяет производить их настройку в общую плоскость, повышая тем самым точность позиционирования каркаса при контактной точечной сварке деталей каркаса тепловыделяющей сборки друг к другу.
Сущность изобретения поясняется чертежами.
На чертежах представлены:
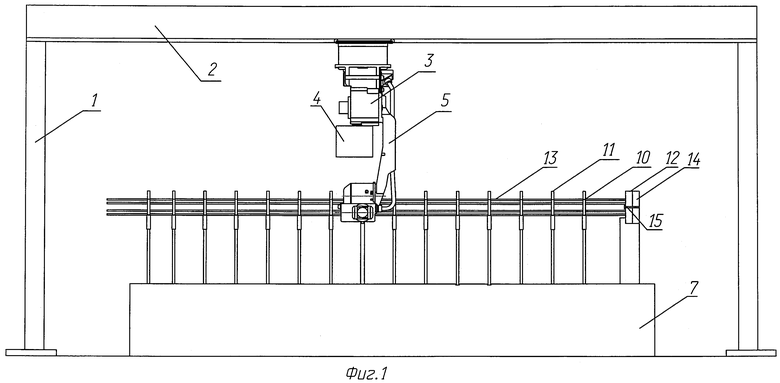
фиг.1 - робототехнический комплекса с расположенным в нем каркасом тепловыделяющей сборки;
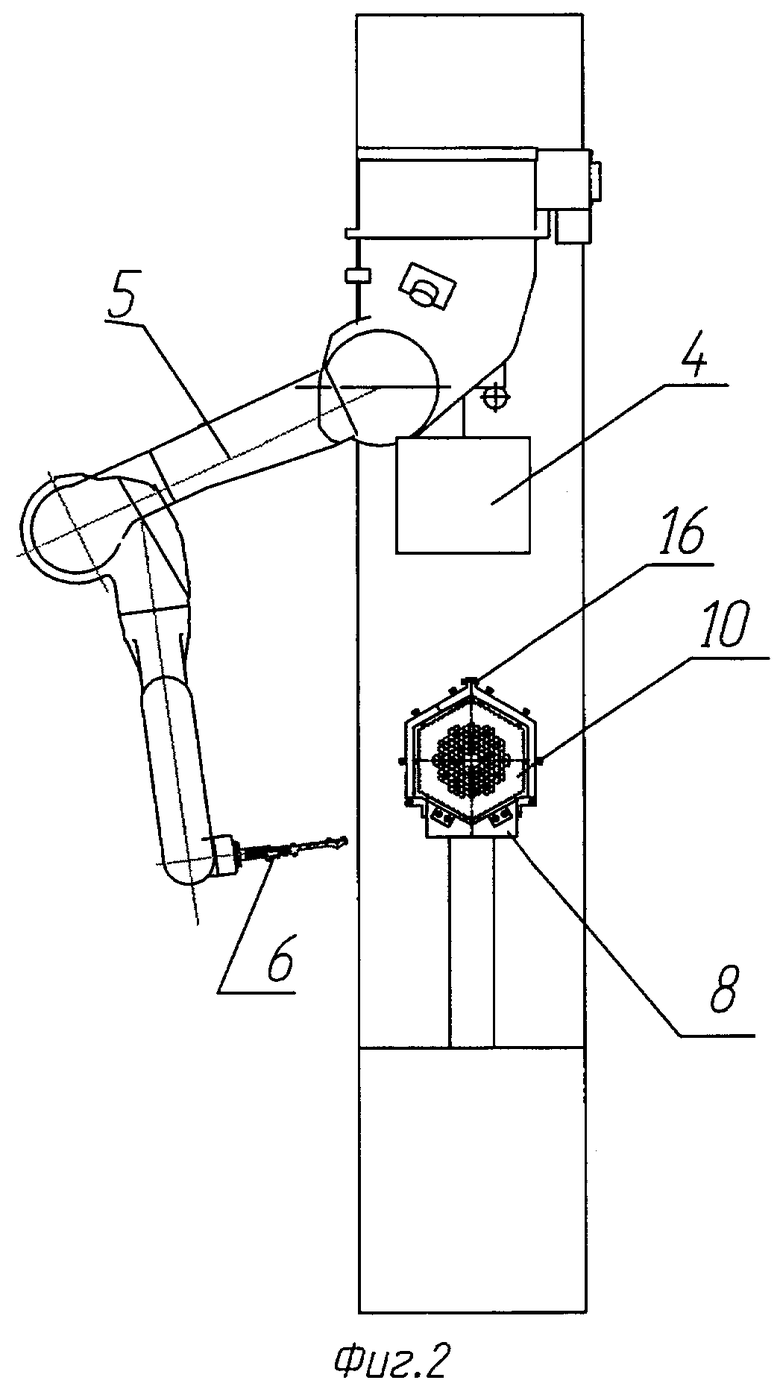
фиг.2 - манипулятор робота со сварочными клещами при подходе к позиции сварки деталей каркаса тепловыделяющей сборки;
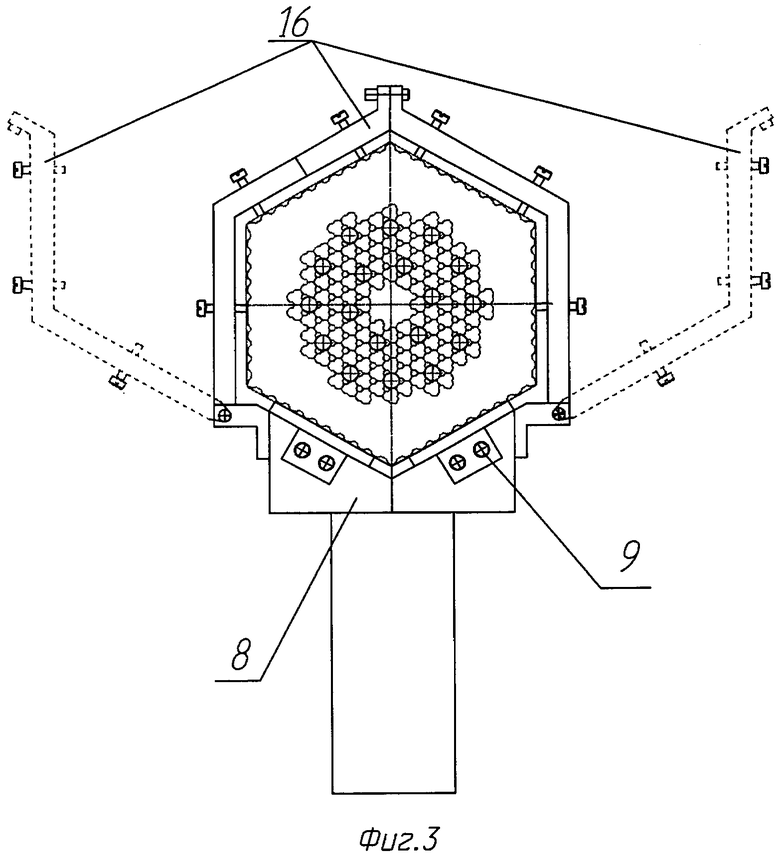
фиг.3 - опорные ложементы с устройствами для прижима дистанционирующих решеток каркаса тепловыделяющей сборки.
Робототехнический комплекс для контактной точечной сварки состоит из двух опор 1 с направляющей балкой 2 под промышленный робот 3, источника тока 4, манипулятора 5, сварочных клещей 6, стола 7, опорных ложементов 8 с регулировочными болтами 9 для размещения в них каркаса тепловыделяющей сборки 10, содержащего дистанционирующие решетки 11 и нижнюю решетку 12, соединенные каналами 13, опорной плиты 14 с зажимами 15 и устройствами 16 для прижима дистанционирующих решеток каркаса к опорным ложементам.
Робототехнический комплекс для контактной точечной сварки каркасов тепловыделяющих сборок работает следующим образом.
Ложементы 8 стенда робототехнического комплекса при помощи универсальных средств настраиваются в одну общую плоскость при помощи регулировочных болтов 9. На предварительно настроенные опорные ложементы стенда 8 устанавливают каркас 10 тепловыделяющей сборки, состоящий из нижней решетки 12 и дистанционирующих решеток 11, соединенных между собой каналами 13. Каркас 10 устанавливают до упора нижней решеткой 12 в опорную плиту 14 и поджимают зажимами 15. Каждую дистанционирующую решетку 11 каркаса 10 поджимают в вертикальной плоскости устройствами для прижима 16. Выводят сварочные клещи 6, установленные на манипуляторе 5 робота 3, в "нулевое положение" и запускают программу сварки дистанционирующих решеток 11 с каналами 13 каркаса 10. Во время сварки одной дистанционирующей решетки с каждым каналом каркаса вывод сварочных клещей 6 на позицию сварки осуществляется за счет перемещения манипулятора 5 робота 3 по управляющей программе, заложенной в контроллер. Вывод сварочных клещей 6 к следующей дистанционирующей решетки каркаса 10 осуществляется перемещением робота 3, источника сварочного тока 4, манипулятора 5 и сварочных клещей 6 в горизонтальной плоскости по направляющей балке 2, жестко закрепленной на опорах 1. После вывода робота 3, источника сварочного тока 4, манипулятора 5 и сварочных клещей 6 к следующей дистанционирующей решетке каркаса цикл сварки дистанционирующей решетки с каналами каркаса повторяется. Результатом является сварка каждой из ячеек, окружающих канал, каждой дистанционирующей решетки 11 с каналами 13 каркаса 10 тепловыделяющей сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2325979C2 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2000 |
|
RU2193959C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
Изобретение относится к робототехническому комплексу для контактной точечной сварки каркаса тепловыделяющей сборки, состоящего из нижней решетки и дистанционирующих решеток, соединенных между собой каналами. Робототехнический комплекс содержит промышленный робот с установленными на его манипуляторе сварочными клещами, систему управления роботом, стол с устройством для закрепления свариваемых деталей и источник сварочного тока. Направляющая балка предназначена для перемещения по ней в горизонтальной плоскости промышленного робота с источником сварочного тока, манипулятора и сварочных клещей. Устройство для закрепления свариваемых деталей состоит из опорных ложементов для размещения в них каркаса тепловыделяющей сборки, болтов для регулировки ложементов в общую плоскость, устройства для прижима дистанционирующих решеток к опорным ложементам и упорной плиты с зажимами для базирования нижней решетки в горизонтальной плоскости. Изобретение позволяет производить контактную точечную сварку крупногабаритных изделий длиной более 1000 мм и высотой более 100 мм, свариваемых по всей длине в нескольких поперечных сечениях, в частности каркаса тепловыделяющей сборки, повысить качество сварки и повысить производительность изготовления изделия за счет автоматизации процесса его сварки. 3 ил.
Робототехнический комплекс для контактной точечной сварки каркаса тепловыделяющей сборки, состоящего из нижней решетки и дистанционирующих решеток, соединенных между собой каналами, содержащий промышленный робот с установленными на его манипуляторе сварочными клещами, систему управления роботом, стол с устройством для закрепления свариваемых деталей и источник сварочного тока, отличающийся тем, что он снабжен направляющей балкой для перемещения по ней в горизонтальной плоскости промышленного робота с источником сварочного тока, манипулятора и сварочных клещей, а устройство для закрепления свариваемых деталей состоит из опорных ложементов для размещения в них каркаса тепловыделяющей сборки, болтов для регулировки ложементов в общую плоскость, устройства для прижима дистанционирующих решеток к опорным ложементам и упорной плиты с зажимами для базирования нижней решетки в горизонтальной плоскости.
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ, ОБРАЗУЕМЫХ ИЗ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ, В ЧАСТНОСТИ, КУЗОВОВ АВТОМОБИЛЕЙ ИЛИ ИХ ПОДСБОРОК | 1997 |
|
RU2168403C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| Угольник для строительных работ | 1930 |
|
SU24136A1 |
| Осевой подшипник | 1936 |
|
SU53204A1 |
| DE 19631038 A, 05.02.1998 | |||
| Способ промышленного изготовления очищенного и концентрированного (адсорбированного) столбнячного анатоксина | 1955 |
|
SU121909A1 |
| JP 63224879 A, 19.09.1988 | |||
| JP 60106677 A, 12.06.1985 | |||
| JP 59045085 A, 13.03.1984. | |||

