Физ.В
114
Изобретение относится к обработке металлов давлением, а именно к трубосварочному производству , и наиболее эффективно может быть использовано в производстве электросварных труб и кабельных оболочек, в том числе с тонкими стенками.
Цель изобретения - расширение технологических возможностей стана и повышение срока службы валков путем устранения искажений проходных сечений калибров и наклона их плоскостей к оси прокатки.
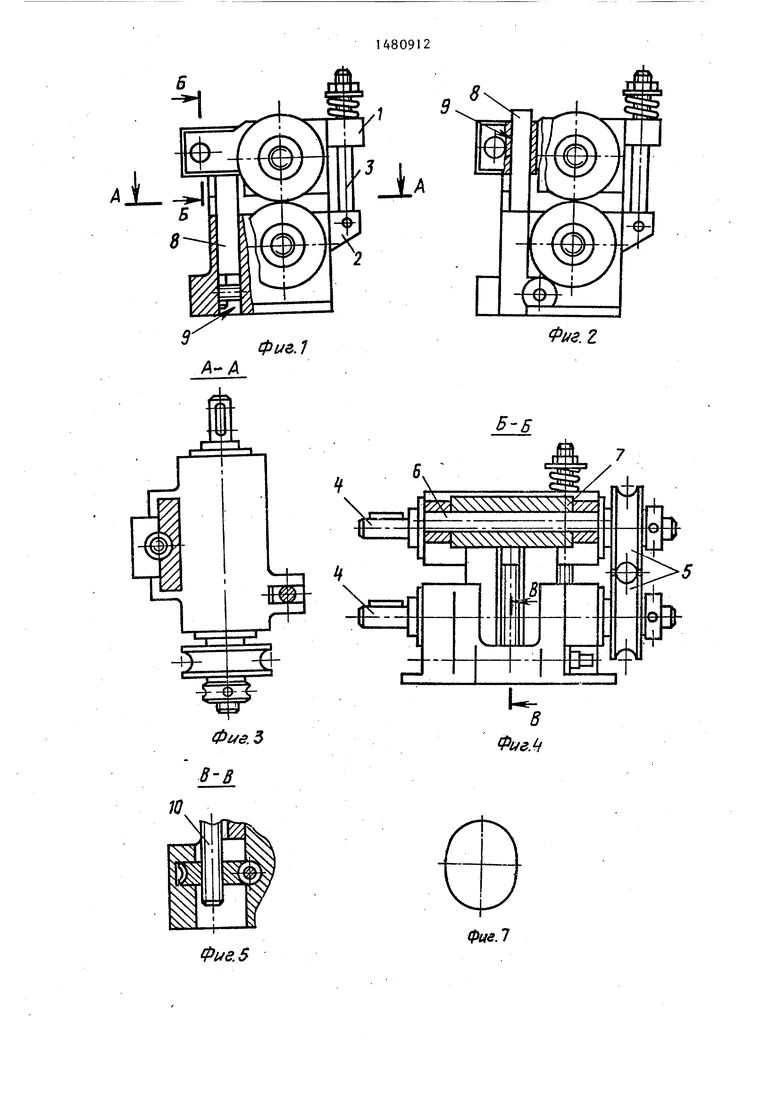
На фиг. 1 изображена рабочая клеть, вид спереди; на фиг. 2 - то же, вариант исполнения; на фиг. 3- разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - схема неправильного взаимного расположения формующих валков и цилиндрического шарнира углового поворота; на фиг. 7 - проходное сечение калибра при расположении валков согласно фиг. 6; на фиг. 3 - схема правильного взаимного расположения формующих валков и углового шарнира; на фиг. 9 - проходное сечение калибра, соответствующее фиг. 8.
Рабочая клеть трубосварочного стана содержит подвижную 1 и стацио нарную 2 подушку, соединенные подпружиненным нажимным винтом 3 (фиг. 1). В подушках смонтированы валы 4 с формующими валками 5 (фиг. 4). Цилиндрический шарнир 6 углового поворота подвижной подушки размещен в корпусе каретки 7 (фиг. 4) которая снабжена направляющей 8, взаимодействующей с пазом 9, выполненным в корпусе стационарной подушки (фиг. 1). Там же размещен привод 10 каретки.
Кроме того, изображена труба И, общая вертикальная ось 12 валков, горизонтальная ось 13 расположения цилиндрического шарнира 6 и верхнего валка, межцентровое расстояние А и угол об наклона плоскости проходного сечения калибра валков к оси прокатки.
Клеть работает следующим образом. Перемещая каретку 7 с направляющей 8 и цилиндрическим шарниром 6 углового поворота по пазу 9 приводом 10, устанавливают формующие валки 5 так, чтобы при выбранном межцентровом расстоянии А валки распо
0
5
9
0
5
0
5
0
5
22
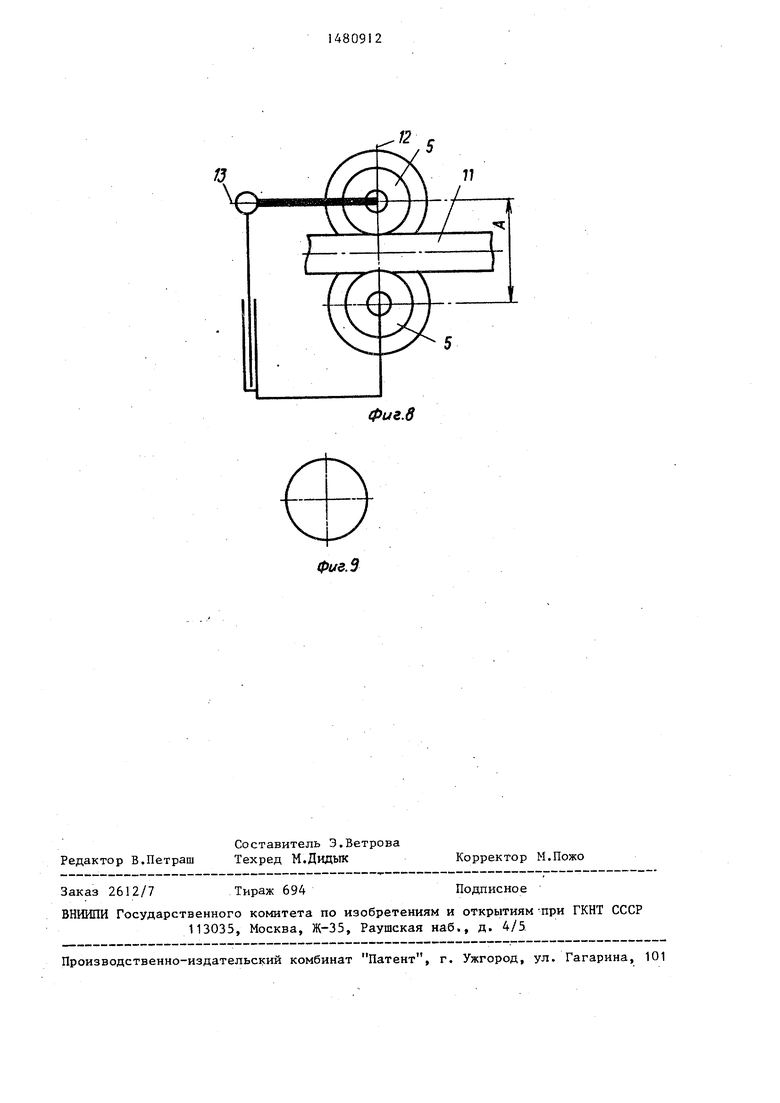
лагались на общей вертикальной оси 12, а цилиндрический шарнир углового поворота и верхний валок - на горизонтальной оси 13 (фиг. 8). В этом случае проходное сечение калибра валков имеет заданную форму, его плоскость расположена перпендикулярно к оси прокатки, а формуемая труба 11 не отклоняется от прямолинейного направления в „межклетевом промежутке (фиг. 8 и 9).
При замене или переточках валков сохраняют эти условия, перемещая цилиндрический шарнир углового поворота приводом каретки параллельно общей вертикальной оси валков.
Предлагаемая рабочая клеть трубосварочного стана позволяет успешно формовать трубы с особо тонкими стенками, легко настраивается при различных диаметрах валков. Вследствие этого становится возможным расширить сортамент станов, осуществлять многократные переточки вал ков.
Формула изобретения
1.Рабочая клеть трубосварочного стана, содержащая формующие валки, консольно установленные на валах, размещенных в стационарной и подвижной подушках, соединенных подпружиненным нажимным винтом и цилиндрическим шарниром углового поворота подвижной подушки, отличающаяся тем, что, с целью расширения технологических возможностей стана и повышения срока службы валков, цилиндрический шарнир углового поворота установлен с возможностью перемещения параллельно общей вертикальной оси формующих валков.
2.Рабочая клеть по п. 1, о т - личающаяся тем, что она снабжена приводной кареткой и направляющими, цилиндрический шарнир углового поворота подвижной подушки установлен в корпусе каретки.
3.Рабочая клеть по пп. 1 и 2, отличающаяся тем, что корпус стационарной подушки выполнен с пазами а направляющие размещены в этих пазах.
4.Рабочая клеть по пп. 1 и 2, отличающая -с я тем, что в корпусе каретки выполнены пазы, а направляющие выполнены заодно с корпусом стационарной подушки.
9 N
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть формовочного стана | 1978 |
|
SU867498A1 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| МНОГОВАЛКОВАЯ КЛЕТЬ | 2009 |
|
RU2422221C2 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2477189C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
Изобретение относится к обработке металлов давлением, а именно к трубосварочному производству. Цель изобретения - расширение технологических возможностей станов и повышение срока службы валков. При использовании валков 5 после переточки общая вертикальная ось валков 12 может оказаться наклоненной к плоскости, перпендикулярной оси трубы, и следовательно исказится профиль калибра и трубы 11. Перемещением шарнира 6 углового поворота совмещают ось 12 валков 5 с плоскостью, перпендикулярной оси трубы. Устройство позволяет повысить качество формовки труб, особенно тонкостенных, и использовать валки после переточки. 3 з.п. ф-лы, 9 ил.
фиг.1
%
U±
I
-еФие.$
Фиг. Z
Б-Б
Фае. 7
Фиг.9
Редактор В.Петраш
Составитель З.Ветрова Техред М.Дидык
Заказ 2612/7
Тираж 694
ВНИИПИ Государственного комитета по изобретениям и открытиям -при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
7
фиг.в
Корректор М.Пожо
Подписное
