Изобретение относится к обработке металлов давлением и может быть использовано при производстве прямошовных цилиндрических и профильных труб на непрерывных трубосварочных агрегатах.
В связи с наличием при производстве сварных труб серповидности, разнотолщинности рулонной полосы (заготовки), а также неравномерности нагрева и охлаждения сварной заготовки в процессе как сварки, так и термообработки сварного шва одним из важнейших вопросов при их производстве становится удержание (стабилизация) продольного сварного шва в вертикальной плоскости, проходящей через ось труб.
Эта проблема особенно актуальна при производстве прямоугольных и квадратных труб, так как согласно государственных стандартов сварной шов должен располагаться в середине их сторон.
Известна клеть трубосварочного стана, см. а.с. СССР №835557, В21С 37/08, заявл. 12.07.1979 г., опубл. 07.06.1981 г. Клеть содержит станину, на которой с возможностью поворота относительно оси свариваемой трубы в подшипниковых опорах смонтирован корпус с рабочими валками. Поворот корпуса с валками осуществляется с помощью жестко закрепленного на фундаменте гидроцилиндра, шток которого шарнирно соединен с рычагом, выполненным на корпусе.
Недостаток известной клети заключается в невозможности обеспечить при широком диапазоне типоразмеров сварных труб контролируемый необходимый на каждом типоразмере труб момент для поворота вокруг своей оси для устранения постоянно присутствующего увода сварного шва, в том числе, и в разные стороны. Это отрицательно сказывается на качестве труб.
Другим недостатком конструкции клети является ограниченная зона поворота трубы. Эта клеть не может быть использована в трубоэлектросварочных агрегатах, оснащенных линией термообработки сварного шва, когда из-за приведенных выше факторов, способствующих непрерывному развороту трубы, необходим поворот сварной трубы в ту или другую сторону на любой угол.
Из известных многовалковых клетей наиболее близкой по технической сущности является клеть, описанная в а.с. СССР №561578, B21B 13/02, заявл. 03.01.1975 г., опуб. 12.07.1977 г. Клеть содержит кольцевую станину, размещенную в несущем корпусе с возможностью поворота вокруг своей оси от привода, установленные в станине рабочие валки с подшипниковыми опорами и подушками, а также клиновые механизмы радиального перемещения рабочих валков.
Клеть может быть использована при производстве цилиндрических сварных прямошовных труб, однако при изготовлении прямоугольных и квадратных труб ее применение вообще невозможно.
Недостатком известной конструкции клети является тот факт, что для осуществления радиальных обжатий заготовки требуется значительное осевое усилие для ее проталкивания через калибр, так как ось заготовки совпадает с осью валков, что неприемлемо при производстве прямошовных труб в непрерывных агрегатах.
Другой недостаток клети заключается в том, что при производстве труб невозможен контроль возникающих в очаге деформации радиальных усилий на валках особенно при производстве тонкостенных труб различного типоразмера.
Перечисленные недостатки приводят к снижению качества сварных труб.
Задача настоящего изобретения состоит в создании многовалковой клети, позволяющей повысить качество при изготовлении в непрерывных агрегатах прямошовных цилиндрических и профильных труб различного типоразмера за счет оперативного изменения положения валкового калибра при смещении продольного сварного шва в поперечном сечении.
Поставленная задача достигается тем, что многовалковая клеть, содержащая кольцевую станину, размещенную в несущем корпусе с возможностью поворота вокруг своей оси от механизма вращения с приводом, установленные в станине рабочие валки с подшипниковыми опорами и подушками, а также клиновые механизмы радиального перемещения рабочих валков, согласно изобретению снабжена постаментом с окном, по боковым сторонам которого выполнены направляющие скольжения для вертикального перемещения с помощью привода корпуса с кольцевой станиной, несущей рабочие валки, которые выполнены неприводными, а подушки рабочих валков выполнены трапецеидальной симметричной формы, боковые наклонные плоскости которых установлены во взаимодействии с клиньями механизмов радиального перемещения, расположенных в предусмотренных в кольцевой станине прямоугольных открытых окнах, при этом механизм вращения кольцевой станины выполнен в виде зубчатой цилиндрической передачи, колесо которой неподвижно закреплено на кольцевой станине, а шестерня с подшипниками, валом и приводом смонтированы на несущем корпусе, кроме того, пара клиньев каждого валка, наиболее удаленных от оси клети, выполнена из пружинной стали со сквозными полостями и опорными площадками на плоскостях скольжения, при этом на ненаклоненных раздвоенных частях этих клиньев неподвижно закреплены датчики усилия, взаимодействующие с пластинами, установленными на наклонных раздвоенных частях упомянутых клиньев.
Такое конструктивное выполнение многовалковой клети обеспечит высокое качество как цилиндрических, так и особенно профильных труб. Это достигается благодаря тому, что отклонения сварного шва трубы от вертикальной плоскости, проходящей через ее ось и контролируемое датчиком в процессе ее непрерывного производства, постоянно без остановки трубосварочного агрегата устраняется благодаря повороту зажатой валками сварной трубы в сторону, противоположную направлению ухода сварного шва от вертикальной плоскости.
При этом валки своей профильной поверхностью устанавливаются с помощью клиновых механизмов с возможностью редуцирования трубы по диаметру до 4% в зависимости от ее типоразмера, величины радиальных усилий на валках, которые соответствуют величине редуцирования и прямо пропорциональны деформации клиньев со сквозными полостями. В случае превышения 4%, в теле трубы возникают недопустимые остаточные деформации. Величина деформации раздвоенных частей клиньев через пластину и датчик передается на дисплей пульта управления клетью.
Привод вертикального перемещения кольцевой станины с валками позволяет все время поддерживать низ трубы любого диаметра на одном уровне, то есть выполняется необходимое условие в трубосварочном производстве: низ заготовки (полосы, трубы) должен быть постоянен.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
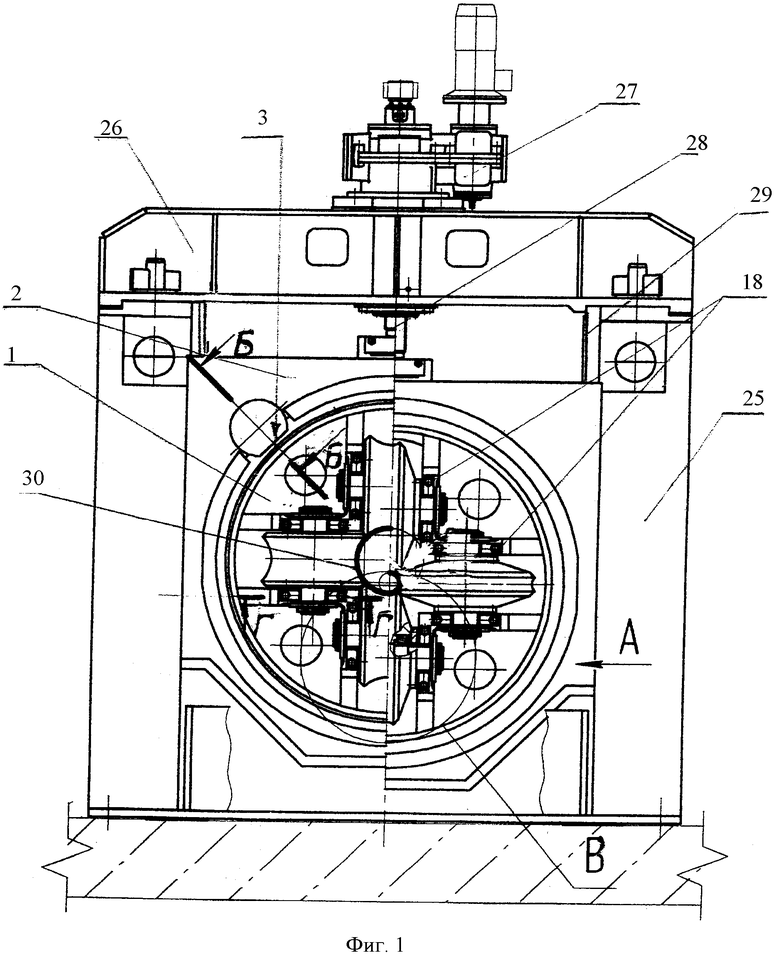
на фиг.1 изображена многовалковая клеть;
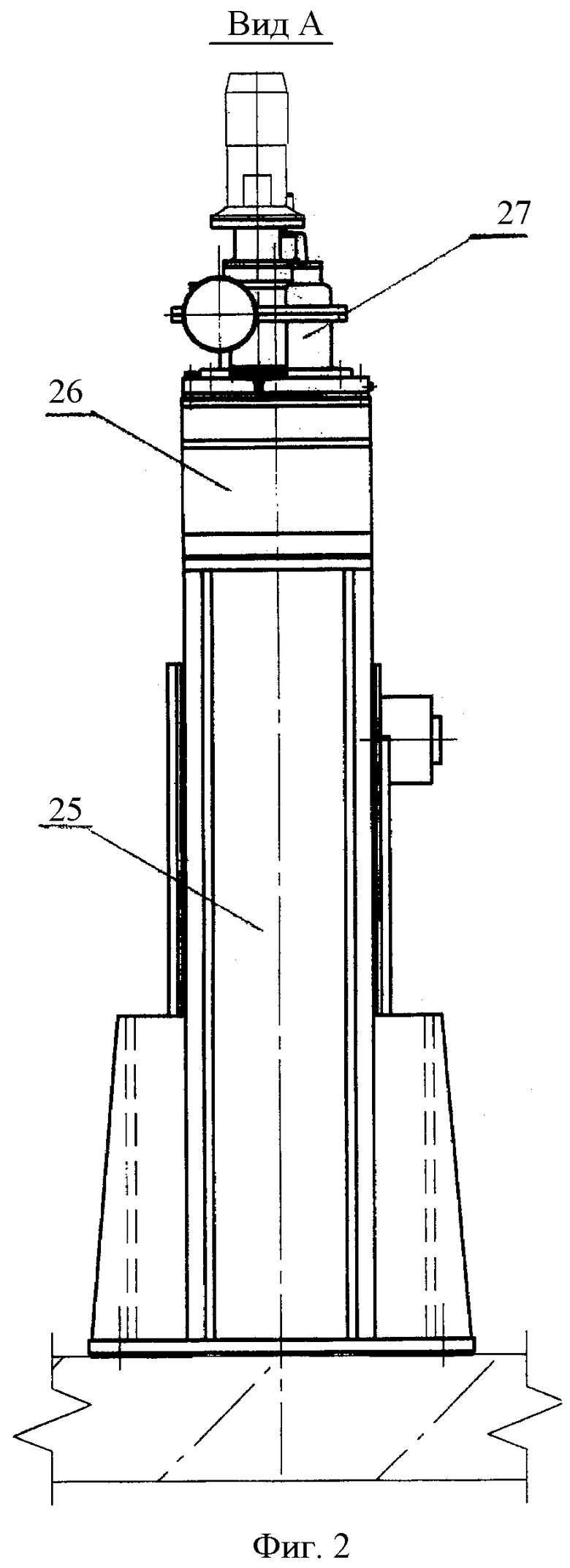
на фиг.2 - то же, вид по стрелке А на фиг.1;
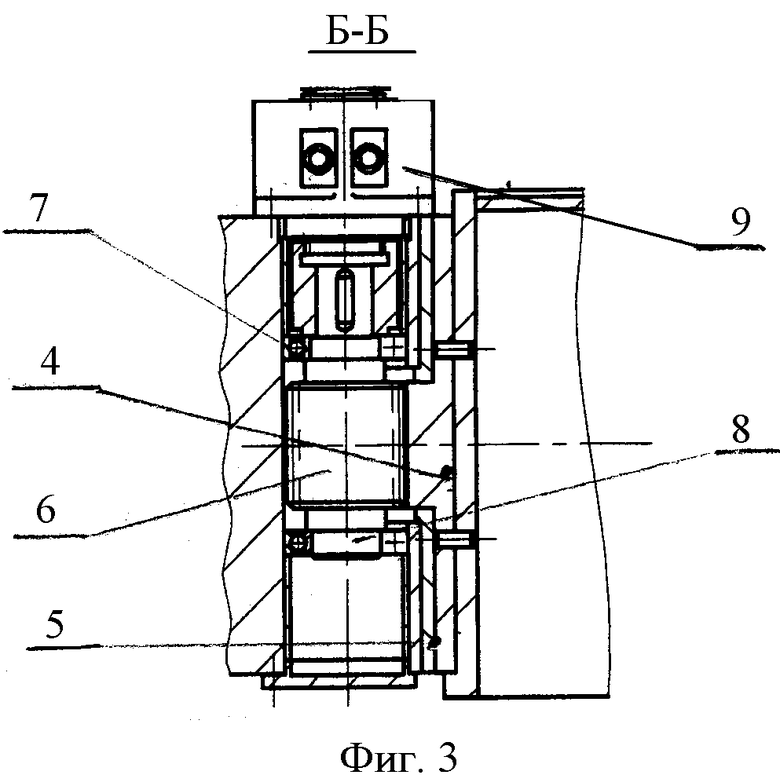
на фиг.3 - то же, разрез Б-Б на фиг.1;
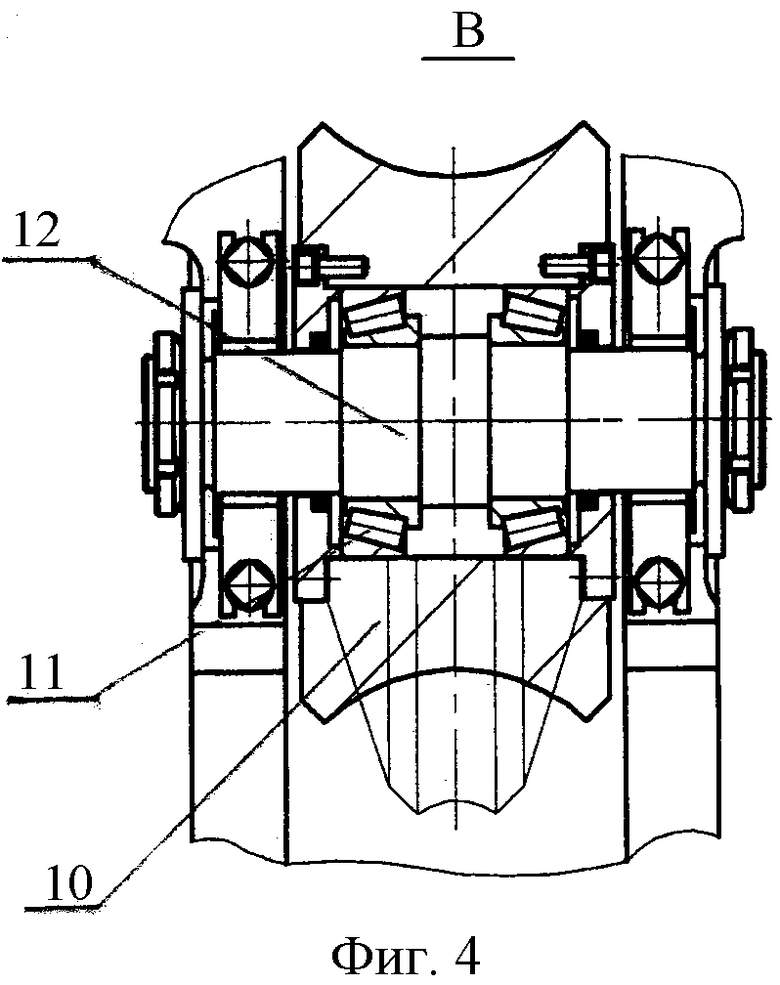
на фиг.4 - то же, место В на фиг.1;
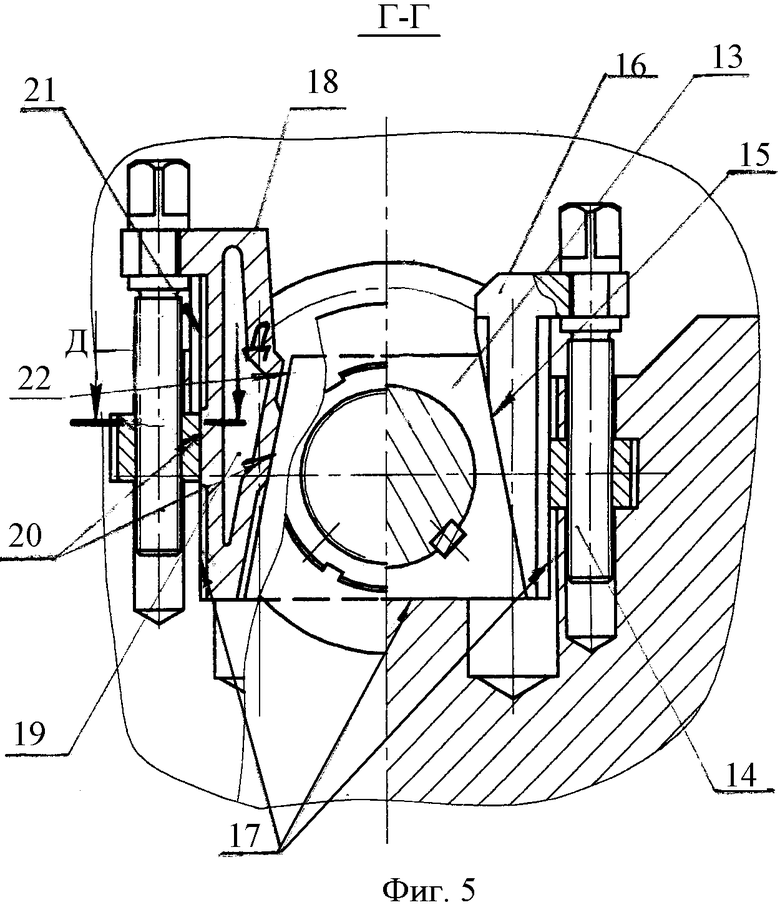
на фиг.5 - то же, разрез Г-Г на фиг.1;
на фиг.6 - разрез Д-Д на фиг.5.
Многовалковая клеть содержит кольцевую станину 1, размещенную в несущем корпусе 2 с возможностью поворота вокруг своей оси от механизма 3 вращения, который выполнен в виде зубчатой цилиндрической передачи. Зубчатое колесо 4 передачи вместе с втулками скольжения 5 неподвижно закреплены на кольцевой станине 1, а цилиндрическая шестерня 6 с подшипниками 7 качения, валом 8 и приводом 9 смонтированы на несущем корпусе 2. Для поворота сварных труб большого диаметра вокруг своей оси устанавливают две цилиндрические шестерни с валами, подшипниками и приводами. В кольцевой станине 1 смонтированы четыре рабочих валка 10 с подшипниковыми опорами 11, оси 12, подушки 13 симметричной трапецеидальной формы и клиновые механизмы 14 радиального перемещения рабочих валков. Боковые наклоненные плоскости 15 подушек 13 взаимодействуют с клиньями 16 механизмов 14 радиального перемещения, которые вместе с подушками 13 размещены в выполненных в кольцевой станине 1 прямоугольных открытых окнах 17.
Пара клиньев 18 каждого валка, наиболее удаленная от оси клети, выполнена из пружинной стали со сквозными полостями 19 и опорными площадками 20 на плоскостях скольжения 21, 22 и размещена со стороны восприятия рабочими валками 10 радиальных усилий.
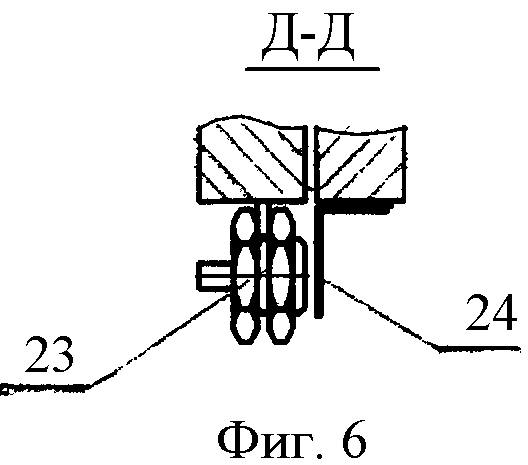
При этом на ненаклоненных раздвоенных частях клиньев 18 неподвижно закреплены датчики 23 усилия, взаимодействующие с пластинами 24, установленными на наклонных раздвоенных частях клиньев 18.
Кроме того, многовалковая клеть оснащена постаментом 25 с окном, крышкой 26, винтовым приводом 27 вертикального перемещения, винт 28 которого взаимодействует с корпусом 2. По боковым сторонам окна выполнены направляющие 29 скольжения.
Многовалковая клеть работает следующим образом.
Сваренная труба 30 с термообработанным охлажденным продольным швом и нанесенной специальной краской горизонтальной боковой непрерывной линией подается задающими механизмами (не показаны) в многовалковую клеть, в которой предварительно с помощью винтового привода 27 вертикального перемещения ось валкового калибра совмещена с осью свариваемой трубы 30. С помощью клиновых механизмов 14 радиального перемещения датчики 23 усилия наладчиком по дисплею на пульте управления (не показано) устанавливаются на диаметре, который обеспечивает редуцирование трубы 30 на величину до 4% в зависимости от ее типоразмера.
Датчик, следящий за положением линии, нанесенной специальной краской на трубе 30, при ее отклонении от номинального положения в ту или другую сторону дает сигнал на включение механизма вращения 3 кольцевой станины 1 с валками 10 и ее поворот в соответствующую сторону до тех пор, пока линия, нанесенная краской на трубу 30, не будет совмещена с этим датчиком.
Предложенная многовалковая клеть по сравнению с известными конструкциями позволит обеспечить высокое качество при производстве как цилиндрических, так и профильных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2547058C1 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| РАБОЧАЯ ЛИНИЯ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2476281C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве прямошовных цилиндрических и профильных труб на непрерывных трубосварочных агрегатах. Многовалковая клеть содержит кольцевую станину, размещенную в несущем корпусе с возможностью поворота вокруг своей оси от механизма вращения с приводом, установленные в станине рабочие валки с подшипниковыми опорами и подушками, а также клиновые механизмы радиального перемещения. Клеть снабжена постаментом с окном, по боковым сторонам которого выполнены направляющие скольжения для вертикального перемещения с помощью привода корпуса с кольцевой станиной, несущей рабочие валки. Рабочие валки выполнены неприводными, а подушки рабочих валков выполнены трапецеидальной симметричной формы, боковые наклонные плоскости которых установлены во взаимодействии с клиньями механизмов радиального перемещения, расположенных в предусмотренных в кольцевой станине прямоугольных открытых окнах. Механизм вращения кольцевой станины выполнен в виде зубчатой цилиндрической передачи, колесо которой неподвижно закреплено на кольцевой станине, а шестерня с подшипниками, валом и приводом смонтированы на несущем корпусе. Изобретение обеспечивает высокое качество при производстве как цилиндрических, так и профильных труб. 1 з.п. ф-лы, 6 ил.
1. Многовалковая клеть, содержащая кольцевую станину, размещенную в несущем корпусе с возможностью поворота вокруг своей оси от механизма вращения с приводом, установленные в станине рабочие валки с подшипниковыми опорами и подушками, а также клиновые механизмы радиального перемещения рабочих валков, отличающаяся тем, что она снабжена постаментом с окном, по боковым сторонам которого выполнены направляющие скольжения для вертикального перемещения с помощью привода корпуса с кольцевой станиной, несущей рабочие валки, которые выполнены неприводными, а подушки рабочих валков выполнены трапецеидальной симметричной формы, боковые наклонные плоскости которых установлены во взаимодействии с клиньями механизмов радиального перемещения, расположенных в предусмотренных в кольцевой станине прямоугольных открытых окнах, при этом механизм вращения кольцевой станины выполнен в виде зубчатой цилиндрической передачи, колесо которой неподвижно закреплено на кольцевой станине, а шестерня с подшипниками, валом и приводом смонтированы на несущем корпусе.
2. Многовалковая клеть по п.1, отличающаяся тем, что пара клиньев каждого валка, наиболее удаленных от оси клети, выполнена из пружинной стали со сквозными полостями и опорными площадками на плоскостях скольжения, при этом на ненаклонных раздвоенных частях этих клиньев неподвижно закреплены датчики усилия, взаимодействующие с пластинами, установленными на наклонных раздвоенных частях упомянутых клиньев.
| Прокатная клеть | 1975 |
|
SU561578A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| WO 8810160 A1, 29.12.1988. | |||

