Изобретение относится к обработке металлов давлением и может быть использовано для управления технологическим циклом работы ножниц и подачи полосы металла в автоматической линии поперечной резки металла.
Целью изобретения является повышение производительности.
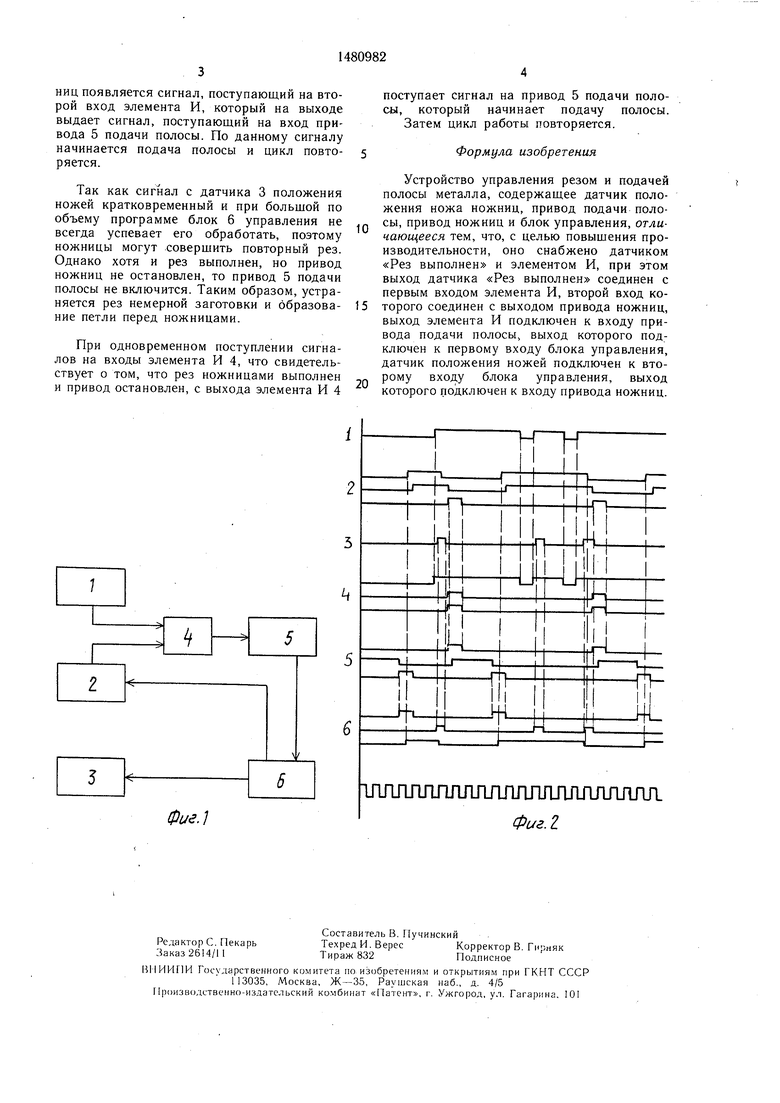
На фиг. 1 приведена структурная схема устройства управления резом и подачей полосы металла; на фиг 2 - временные диаграммы работы устройства.
Устройство управления состоит из датчика 1 «Рез выполнен, привода 2 ножниц, датчика 3 положения ножей элемента И 4, привода 5 подачи полосы, блока 6 управления.
Выход датчика 1 «Рез выполнен подключен к первому входу элемента И, к второму входу которого подключен выход привода 2 ножниц. Выход элемента И 4 подключен к входу привода 5 подачи полосы, выход которого подключен к первому входу блока 6 управления, к второму входу которого подключей датчик 3 положения ножей, выход блока 6 управления подключен к входу привода 2 ножниц.
Устройство работает следующим образом.
Привод 5 по окончании подачи полосы на заданную длину на выходе вырабатывает сигнал (фиг. 2), который поступает на первый вход блока 6 управления. По данному сигналу на выходе блока 6 управления вырабатывается сигнал, поступающий на вход привода 2 ножниц, которые начинают работу и совершают рез. После завершения реза полосы датчиком 1 «Рез выполнен выдается сигнал, поступающий на первый вход элемента И Ножницы продолжают движение. Достигнув верхнего положения, датчик 3 положения ножей на выходе выдает сигнал, который поступает на второй вход блока 6 управления. По данному сигналу на выходе выключается сигнал, который поступал на вход привода 2 ножниц При снятии сигнала с входа привода 2 ножниц последний отключается (движение ножниц прекращается) и на выходе привода 2 нож-U оо о со оо tc
ниц появляется сигнал, поступающий на второй вход элемента И, который на выходе выдает сигнал, поступающий на вход привода 5 подачи полосы. По данному сигналу начинается подача полосы и цикл повторяется.
Так как сигнал с датчика 3 положения ножей кратковременный и при большой по объему программе блок 6 управления не всегда успевает его обработать, поэтому ножницы могут совершить повторный рез. Однако хотя и рез выполнен, но привод ножниц не остановлен, то привод 5 подачи полосы не включится. Таким образом, устраняется рез немерной заготовки и образование петли перед ножницами.
При одновременном поступлении сигналов на входы элемента И 4, что свидетельствует о том, что рез ножницами выполнен и привод остановлен, с выхода элемента И 4
5
0
поступает сигнал на привод 5 подачи полосы, который начинает подачу полосы. Затем цикл работы повторяется.
Формула изобретения
Устройство управления резом и подачей полосы металла, содержащее датчик положения ножа ножниц, привод подачи полосы, привод ножниц и блок управления, отличающееся тем, что, с целью повышения производительности, оно снабжено датчиком «Рез выполнен и элементом И, при этом выход датчика «Рез выполнен соединен с первым входом элемента И, второй вход которого соединен с выходом привода ножниц, выход элемента И подключен к входу привода подачи полосы, выход которого подключен к первому входу блока управления, датчик положения ножей подключен к второму входу блока управления, выход которого подключен к входу привода ножниц.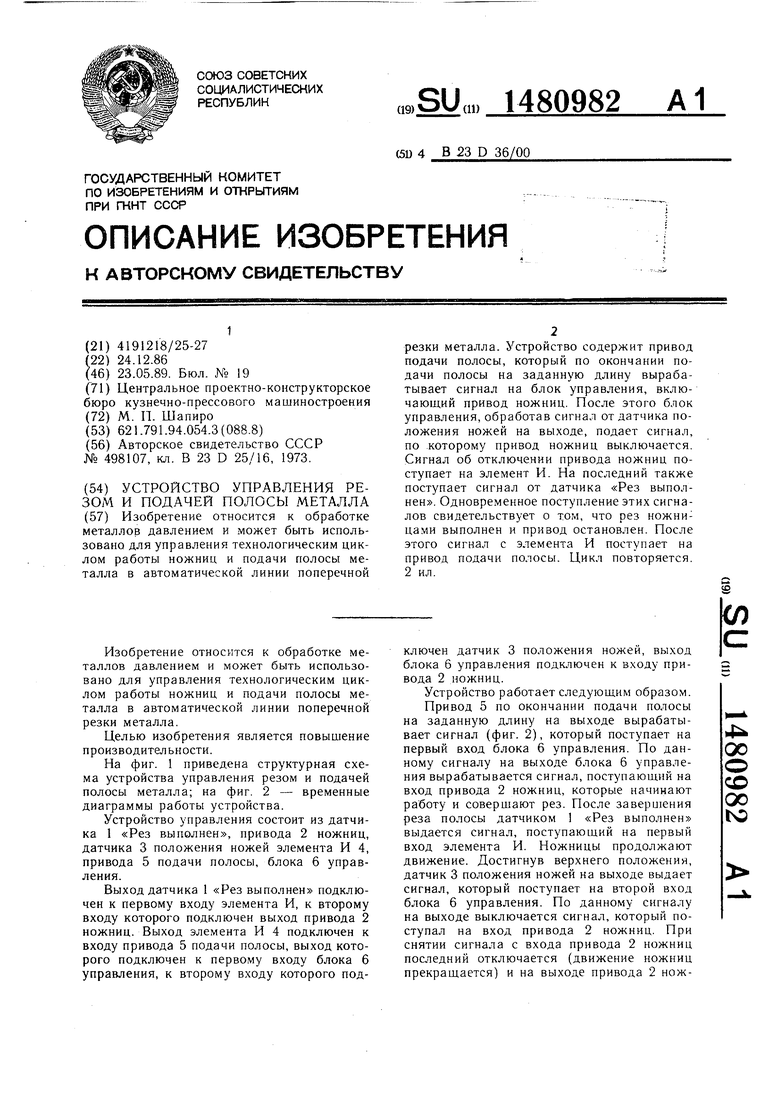
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство управления автоматической линией поперечной резки металла | 1986 |
|
SU1465198A1 |
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1978 |
|
SU866883A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Система управления приводом летучих ножниц | 1980 |
|
SU889416A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для управления технологическим циклом работы ножниц и подачи полосы металла в автоматической линии поперечной резки металла. Устройство содержит привод подачи полосы, который по окончании подачи полосы на заданную длину вырабатывает сигнал на блок управления, включающий привод ножниц. После этого блок управления, обработав сигнал от датчика положения ножей на выходе, подает сигнал, по которому привод ножниц выключается. Сигнал об отключении привода ножниц поступает на элемент И. На последний также поступает сигнал от датчика "Рез выполнен". Одновременное поступление этих сигналов свидетельствует о том, что рез ножницами выполнен и привод остановлен. После этого сигнал с элемента И поступает на привод подачи полосы. Цикл повторяется. 2 ил.
| Система мерного реза полосы | 1973 |
|
SU498107A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
