а выход - с третьим входом второй ключевой схемы, соединенной по выходу с входом второго одновибратора, выход третьего одновибратора соединен с первым входом второй схемы И и S-входом шестого триггера, выход которого соединен с вторыми R-BXOдами счетчика, первого, второго, третьего и пятого триггеров и вторым входом второй схемы И, выход которой соединен с S-входами второго и четвертого триггеров, узеп избирания режимов работы соединен с R-входами четвертого и шестого триггеров ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |
1. УСТРОЙСТВО К СТАНУ ДЛЯ МЕРНОЙ РЕЗКИ ПРОКАТА на ходу, содержащее летучие ножницы со следящим электроприводом, блок управления летучими ножницами, гвдпульсный датчик пути ножей, датчик реза, следящие ролики с импульсным датчиком пути полосы, задатчик скорости валков стана, блок управления приводом стана и блок повышения скорости валков стана между резами, отличающееся тем, что, с целью повьшения производительности, оно снабжено блоком установки положения ножей летучих ножниц и ключевой схемой, выход которой подключен к задатчику скорости валков стана, а входы - к блоку повышения скорости валков стана и к первому выходу блока установки положения ножей летучих ножниц, При этом первый, второй и третий входы блока установки положения ножей летучих ножниц соединены соответственно с импульсным датчиком пути ножей, датчиком реза и выходом блока управления летучих ножниц, а второй выход - с входом запрета изменения скорости ножей блока управления летучих ножниц. 2. Устройство по п.1, отличающееся тем, что, блок установки положения ножей летучих ножниц содержит узел избирания режимов работы, триггеры с номерами от первого до шестого и одновибраторы с номерами от первого до четвертого, первую и вторую схемы И, первую и вторую ключевые схемы, дискриминатор и счетчик, выход которого соединен с входом дискриминатора, соединенного по выходу с R-BXOдами первого и второго триггеров и счетчика, счетный вход которого соеКЛ динен с выходом первой ключевой схемы, первый, второй, третий и четвертый входы которой соединены соответственно с выходами первого и второго одновибраторов, первого и третьего триггеров, выходы четвертого и второго триггеров соединены соответственно с первым и вторым ел выходами блока установки положения N5 ножей, первый вход которого соедиvj нен с входом первого одновибратора Ю и первым входом второй ключевой 00 схемы, второй вход - с S-входом пятого триггера и входом третьего одновибратора, третий вход - с вторым входом второй ключевой схемы, с S-входом первого триггера,входом четвертого одновибратора и R-BXOдом пятого триггера, у которого выход соединен с R-входом третьего триггера и первым входом первой схемы И, второй вход которойсоединен с выходом четвертого одновибратора и S-входом третьего триггера.
1
Изобретений относится к автоматизации прокатного производства, в частности к устройствам автоматического управления порезкой проката летучими ножницами и системам управления автоматизированньми электроприводами прокатных станов и профилегибочных агрегатов.
Известен стан с прорезкой проката на ходу, содержащий летучие ножницы со следящим электроприводом, задатчик скорости стана, блок управления электроприводом стана и устройство повышения скорости стана в промежутках меящу резами ij .
Недостатком этого стана является то, что режим увеличения его скорости в промежутках между резами (величина повьшения скорости и длительность повышения скорости) настраивается обслуживающим персоналом в зависимости от скорости стана в момент реза и от величины мерных длин проката. При этом изменение режима прокатки или профилирования (скорость при резе и величина мерной длины проката) вызывает необходимость изменения настройки скоростного режима стана. Такая настройка затрудняет получение оптимального скоростного режима и усложняет работу по управлению станом. ).
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство к стану для мерной резки проката на ходу, содержащее летучие ножницы со следящим электроприводом,блок управления летучими ножниками,импульсный датчик пути ножей, датчик реза, следящие ролики с импульсным датчиком пути полосы, задатчик скорости валков стана, блок управления приводом стана и блок повышения скорости валков стана в промежутках между резами. После выхода ножей летучих ножниц из зоны реза одновременно начинается разгон стана и снижение скорости ножей до их остановки. В последующем скорость стана уменьшается до прежней величины.
Затем начинается разгон ножей до скорости проката. У данного стана при изменении скорости проката при резе и мерной длины проката время работы на повышенной скорости згадается автоматически устройством повышения-скорости стана в промежутках между резами, что упрощает обслуживание стана 2j .
Однако у многих летучих ножниц
длина окружности траектории движения ножей превьпиает суммарный путь разгона и торможения. Поэтому после окончания переходного процесса синхронизации скорости ножей со скоростью проката ножи летучих ножниц проходят, до начала реза некоторый участок пути на скорости, синхронной со скоростью проката. Это снижает производительность стана, так
как уменьшает время его работы в промежутках между резами на повьшенной скорости.
Цель изобретения - повьш1ение производительности стана за счет увеличения времени его работы на повьш1енной скорости в промежутках между резами.
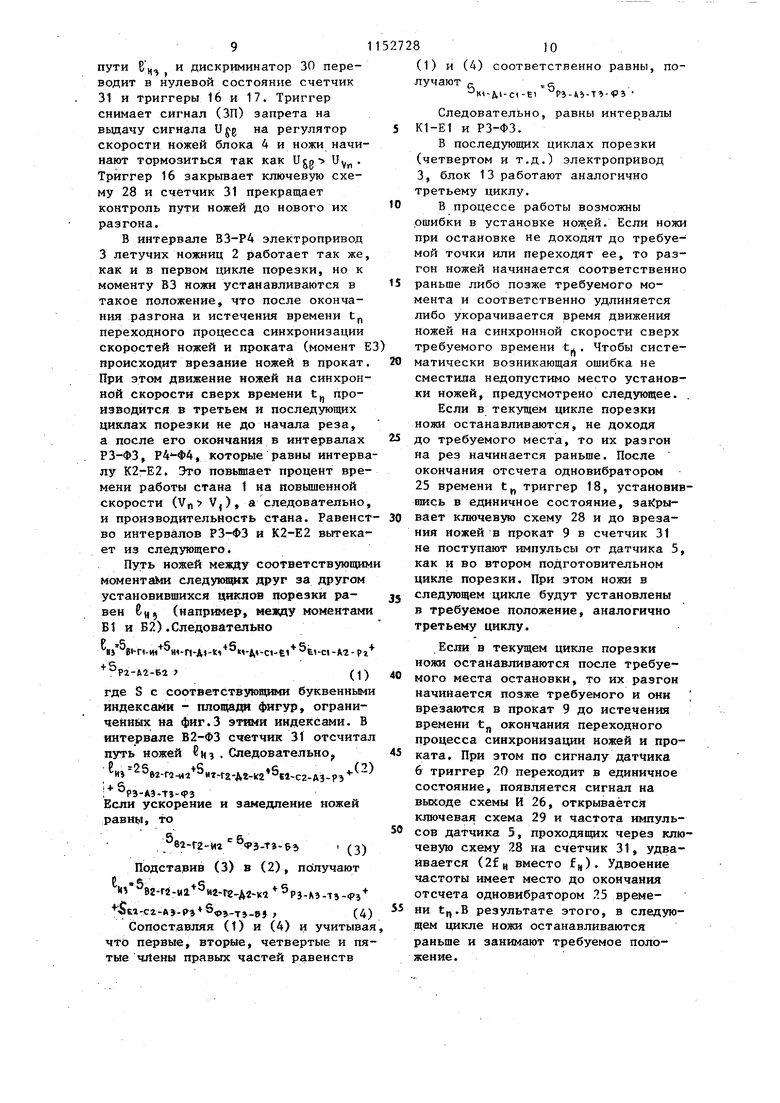
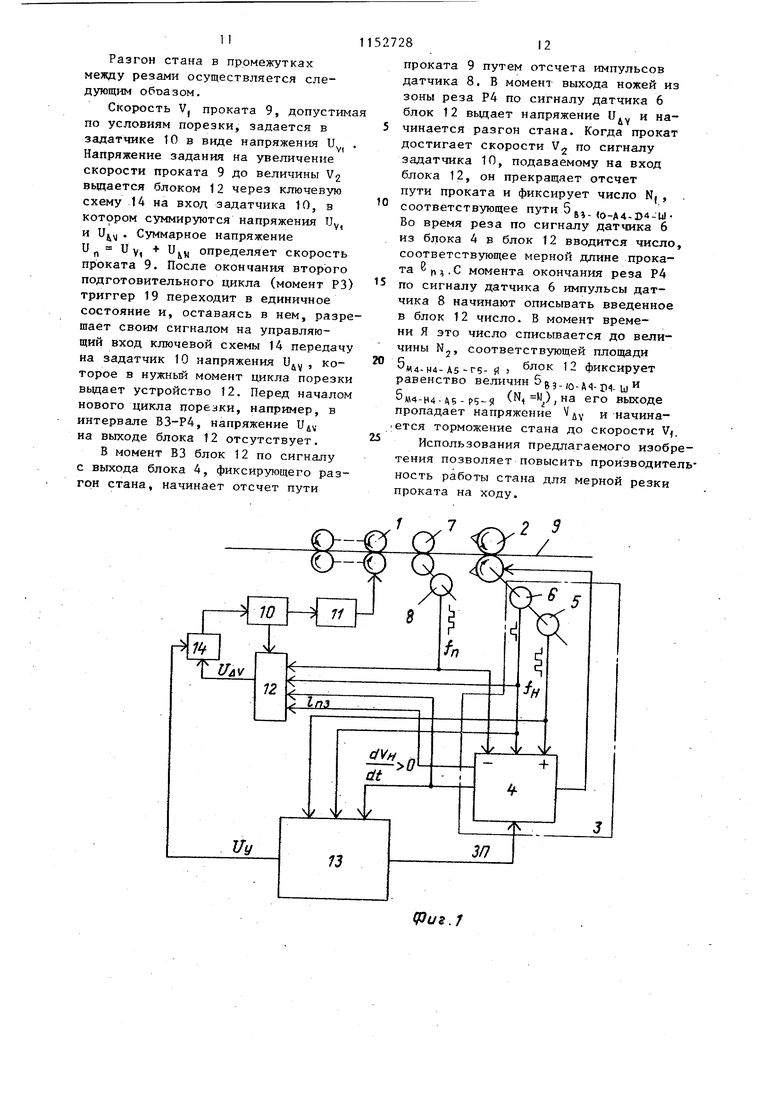
Поставленная цель достигается тем, что устройство к стану для мерной резки проката на ходу, содержащее летучие ножницы со следящим электроприводом, блок управления летучими ножницами импульсньА 3 . датчик пути ножей, датчик реза, следящие ролики с импульсным датчиком пути полосы, задатчик скорос тей валков стана, блок управления приводом стана и блок повьш1ения ск оости валков стана между резами, снабжено блоком установки положения ножей летучих ножниц и ключевой схемой, выход которой подключен к задатчику скорости валков стана, а входы - к блоку по1вьшения скорости валков стана и к первому выходу блока установки положения ножей летучих ножниц, при этом первый, второй и третий входы блок vcraHQBKH положения ножей летзгчих ножниц соединены соответственно с импульсньм датчиком пути ножей, датчиком реза и выходом блока упра ления летучих Ножниц, а второй выход - с входом запрета изменения скорости ножей блока управления летучих ножниц. Блок установки положения ножей летучих ножниц содержит узел избирания режимов работы, триггеры с номерами от первого до шестого и одновибраторы с номерами от первог до четвертого, первую и вторую схё тл И, первую и вторую ключевые схе мы, дискриминатор и счетчик, выход которого соединен с входом дискриминатора, соединенного по выходу с R-входами первого и второго триггеров н счетчика, счетный вход Kotoporo соединен с выходом первой ключевой схемы, первый, второй, третий н четвертый входы которой соединены соответственно с выходам первого и второго одновибраторов, первого и третьего триггеров, выхо ды четвертого и второго триггеров соединены соответственно с первым ВТОР1Л4 выходами блока установки положения ножей, первый вход которого соединен с входом первого одновибратора и первым входом второй кшочевой схемы, второй вход - с S-входом пятого триггера и входом третьего одновибратора, третий вход с вторым входом второй ключ вой схемы, с S-входом первого триг геру, входом четвертого, одновибратора и R-входом пятого триггера, у которого выход соединен с R-входом третьего триггера и первым входом. I первой схемы И, второй вход которой соединен с выходом четвертого 28 .4 одновибратора и S-входом третьего триггера, а выход - с третьим входом, второй ключевой схемы, соединенной по выходу с входом второго вибратора, выход третьего одновибратора соединен с первым входом второй схемы И и S-входом шестого триггера, выход которого соединен с вторыми R-входами счетчика, перврго, второго, третьего и пятого триггеров и вторым входом второй схемы И, выход которой соединен с S-входами второго и четвертого триггеров, узел избирания режимов работы соединен с R-входами четвертого и шестого триггеров. На фиг.1 изображена структурная схема устройства к стану для мерной резки проката) на фиг.2 - функциональная схема блока устройства установки положения ножей летучих ножниц; на фиг. 3 - графики скорости проката и ножей летучих ножниц, а также временные диаграммы работы триггеров устройства установки положения ножей летучих ножниц. Устройство к профилегибочному стану 1 содержит летучие ножницы 2 со следящим электроприводом 3, имеющим блок 4 управления, импульсный датчик 5 пути ножей и датчик 6 реза, следящие ролики 7 с импульсньм датчиком 8 пути проката 9, задатчик 10 скорости стана, блок 11 управления электроприводом стана и блок 12 повышения скорости стана в промежутках между резами. Стан содержит также блок 13 установки положения ножей летучих ножниц 2 и ключевую схему 14, которая включена между выходом блока 13 и входом задатчика 10. При этом управляющий вход ключевой схемы 14, разрешающий прохождение аналогового сигнала через эту схему, соединен с первым выходом блока 13, у которого первьй, второй, третий входы и второй выход соединены соответственно с импульсными датчиком 5 пути ножей, датчиком 6 реза, выходом блока 4 управления, фиксирующим разгон ножей, и выходом запрета изменения скорости ножей блока 4 управления. Блок t3 установки положения ноей летучих ножниц 2 содержит избиатель 15 режимов работы, триггеы 16-2t с номерами соответственно T jiepBoro До шестого, одновибраторы 22-25 с номерами соответственно от первого до четвертого, первую и вторую схему И, соответственно 26 и 27, первую и вторую ключевые схемы, соответственно 28 и 29, дискриминатор 30 и счетчик 31, выход которого соединен с входо дискриминатора 30, соединенного по выходу с R-входами первого и второго триггеров, соответственно 16 и 1 и счетчика 31, счетный вход которого соединен с выходом первой ключевой схемы 28. У ключевой схемы 28 первый, второй, третий и четвертый входы соединены соответственно с выходами первого одновибратора 22, второго одновибратора 23, первого триггера 16 и третьего триггера 1В. Выходы четвертого триггера 19 и второго триггера 17 соединены соответственно с первым и вторым выходами устройства 13, у которого первый вход соединен с входом первого одновибратора 22 и первым входом второй ключевой схемы 29, второй вход - с S-входом пятого триггера 20 и входом третьего одновибратора 2А, третий вход с вторым входом второй ключевой схемы 29, с S-входом первого триггера 16, входом четвертого одновибратора 25 и R-входом пятого триггера 20. У этого триггера выход соединен с R-входом третьего триггера 18 и первьтм входом первой схемы И 26, у которой второй вход соединен с выходом четвертого одновибратора 25 и S-входом третьего триггера 18, а выход - с третьим входом второй ключевой схемы 29, соединенной по выходу с входом второго одновибратора 23, с первым входом второй схемы И 27 и S-входом шестого триггера 21, выход которого соединен с вторыми R-входами счетчика 31, триггеров первого 16, второго 17, третьего 18, пятого 20 и вторым входом второй схемы И 27, выход которой соединен с З-входами триггеров четвертого 19 и второго 17. Избиратель 15 режимов работы соединен с R-входами триггеров четвертого 19 и шестого 21 .
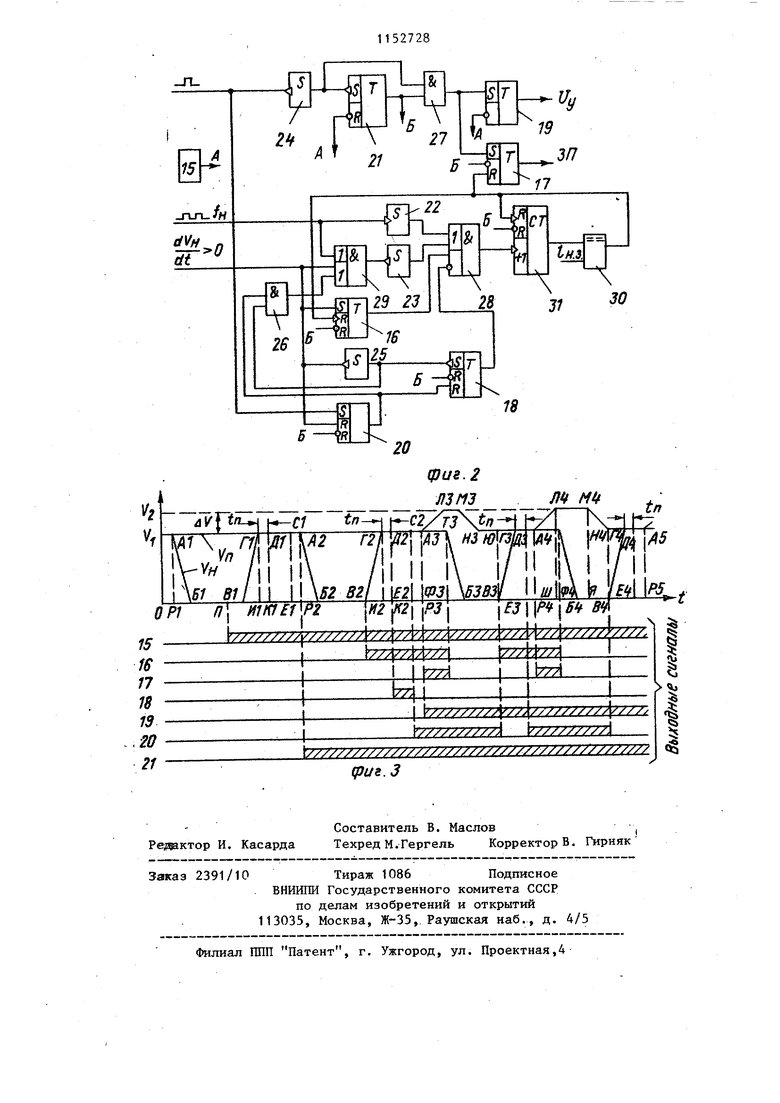
На фиг.З показаны графики изменения скорости проката ц (А1-С2-ЛЗМЗ-НЭ-Д4-Л4-М4-Н4-А5) и ножей летучих ножниц ц(А1-Б1-В1-Г1-А2-Б2-В2Г2-ТЗ-БЗ-ВЗ-ГЗ-Т4-Б4-В4-Г4-А5) и
функции времени t.Интервалы времени Е1-Р2,Е2-РЗ,ЕЗ-Р4 и Е4-Р5 соответствуют нахождению ножей в зоне реза.
5 Стан работает следующим образом. Блок 12 повьшения скорости стана в промежутках между резами начинает работу после подачи сигнала А избирателем 15 режимов работы. До подачи такого сигнала все триггеры блока 13 находятся в нулевом состоянии. На первом выходе блока 13 сигнал UM отсутствует. Ключевая схема 14 закрыта и аналоговьш сигнал U,
iV
S величина которого соответствует . повышению uV скорости стана в промежутках между резами, не проходит на вход задатчика 1П скорости стана. Скорость V движения проката
0 9 равна скорости Vj , допустимой по условиям порезки (Vj.V,). После подачи в произвольньм момент времени (например, П на фиг.З) избирателем 15 сигнала на начало работы
стана с повышением скорости в промежутках между резами в первые два подготовительных цикла порезки проката (интервал Р1-РЗ) повышения скорости стана не производится.
0 В первом подготовительном цикле (интервал Р1-Р2) летучие ножницы работают следующим образом.
В момент Р1 окончания реза в блоке 4 по команде датчика 6 фиксируется со знаком + величина начального рассогласования, равного превьшению пути проката в цикле отрезания мерной длины над перемещением ножей летучих ножниц.
40
00ц Сц, ,
где Bf,, - заданная мерная длина проката ;
н - длина окружности траектории движения ножей.
Импульсы от датчика 8, измеряющего путь проката, поступают на
счетный вход - блока 4. Импульсы от датчика 5, измеряющего перемещение ножей, поступают на счетный вход + блока 4. В каждый момент времени в блоке 4 фиксируется число,
соответствующее текущему значению рассогласования
8е 8ец-е„.е
h 5
7
гдг Р н соответственно пут пройденный прокатом и ножами от момента Р1 окончания реза.
Величина ор в блоке 4 преобразуется в напряжение Uga 2 8 Скорость проката в блоке 4 контролируется путем преобразования в напряжение и частоты f импульсов датчика 8, поступающих на вход - блока 4. Скорость ножей летучих ножниц 2 задается напряжением
Up vn-U8C,
которое подается на вход регулятора скорости ножей блока 4. Отрицательная обратная связь этого регулятора образуется с помощью напряжения Uy которое Получается путем преобразования в напряжение частоты f импульсов датчика 5 , подаваемых на вход + блока 4.
Перед резом и в зоне реза (интервал 0-Р1) скорость ножей синхронизируется со скоростью проката 9, так как Ugg О и скорость проката задается напряжением , В момент Р1 окончания реза напряжение Ugg пропорциональное величине S2« больше чем Uy.Поэтому с момента Р ножи начинают снижать скорость. До момента В1 величина 8С уменьшается однако напряжение U5p остается большим, чем напряжение Uy .С момента В1 напряжение Ugg становится меньшим, чем напряжение Uy и нжи начинают разгон. В момент И1 окончания разгона рассогласование В6 приближается к нулевому значе нию ()- В интервале времени t (И1-К1) происходит окончание переходного процесса синхронизации скоростей ножей и проката и отработки рассогласования до нуля В интервале К1-Р2 идет синхронное движение проката и ножей. Врезание ножей в прокат фиксируется сигналом датчика 5 (интервал Е1-Г2).
В момент Р2 окончания реза пропадает сигнал на выходе датчика 5 и по импульсному сигналу одновибратора 24 триггер 21 переходит в единичное состояние, фикснруя окончание первого подготовительного цикла, t
Во втором подготовительном цикл электропривод 3 летучих ножниц 2
527288
работает так же как и в первом подготовительном цикле. В момент В2 начала разгона ножей по сигналу блока 4, поступающему на третий 5 вход блока 13, открывается ключе вая схема 29, в единичное состояние переходит триггер 16, который открывает ключевую схему 28 на входе счетчика 31. С помощью одновибрато-
10 ров 22 и 23 производится удвоение частоты „ импульсов датчика 5, поступающих на первый вход блока 13. Импульсы частотой поступают с выхода ключевой схемы 28 на счет-
15 ный вход счетчика 31 в период разгона ножей. По окончании разгона ножей (момент И2) пропадает сигнал на третьем входе блока 13, закрывается ключевая схема 29, импульсы
20 датчика 5 поступают ita вход счетчика 31 с частотой ц,а одновибратор 25 начинает отсчитывать заданное время t|, необходимое на окончание переходного процесса синхронизации
25 скорости ножей и проката. После
окончания этого отсчета (момент К2) в единичное состояние переходит триггер 18, закрывающий к.пючевую схему 28 до вхождения ножей в зону
30 реза (момент Е2), когда этот триггер сбрасывается в нулевое состояние триггером 20, который переходит в единичное состояние по сигналу датчика 6. Таким образом, в ин тервале К2-Е2 счетчик 31 не фиксирует путь ножей. С момента Е2 на вход счетчика 31 снова начинают поступать импульсы датчика 5 с частотой „ через ключевую схему 28.
0 При выходе ножей из зоны реза в момент РЗ через схему И 27 импульс одновибратора 24 переводит в единичное состояние триггеры 19 и 17. Триггер 19 подает сигнал
(Ujj) через первый выход блока 13 на управлякщий вход ключевой схемы 14, которая открывается, напряжение V. проходит на ее выход и блок 12 обеспечивает разгон стана в промежутках между резами. Триггер 17 выдает сигнал (ЗП) на блок 4, йапрещающий вьщачу напряжения Ujg на вход регулятора скорости ножей блока 4. При этом блок 4 контролирует рассогласование SE. .но скорость ножей не меняется, так как Up и , . В момент ФЗ счетчик 31 фиксирует число, соответствующее пути Бч, и дискриминатор 30 переводит в нулевой состояние счетчик 31 и триггеры 16 и 17. Триггер снимает сигнал (ЗП) запрета на вьщачу сигнала Ujg на регулятор скорости ножей блока 4 и ножи начинают тормозиться так как Ugg- Uyn Триггер 16 закрывает ключевую схему 28 и счетчик 31 прекращает контроль пути ножей до нового их разгона. В интервале ВЗ-Р4 электропривод 3 летучих ножниц 2 работает так же, как и в первом цикле порезки, но к моменту ВЗ ножи устанавливаются в такое положение, что после окончания разгона и истечения времени t переходного процесса синхронизации скоростей ножей и проката (момент Е происходит врезание ножей в прокат. При этом движение ножей на синхронной скорости сверх времени t производится в третьем и последующих циклах порезки не до начала реза, а после его окончания в интервалах РЗ-ФЗ, Р4-Ф4, которые равны интерва лу К2-Е2. Это повьшает процент времени работы стана 1 на повьпиенной скорости (Vn V), а следовательно и производительность стана. Равенст во интервалов РЗ-ФЗ и К2-Е2 вытека ет из следующего4 Путь ножей между соответствующим моментгй ш следукибрх друг за другом установившихся циклов порезки равен 6и5 (например, между моментами Б1 и Б2).Следовательно «At-n-HI HI ,-с1-б1 Е1-с1-А2-рг Р2-А2-Ба (J) где S с соответствующими буквенньм индексаий - площада фигур, ограниченных на фиг.З этими индексами. В интервале В2-ФЗ счетчик 31 отсчита путь ножей из . Следовательноу и л4-Г)-и-)5мг.1-в-11 -1 п 6,я. -.ег-га-и иг гг-Аг-ка «i-ca-дз-Рз . РЗ-А9-Т - РЗ Если ускорение и замедление ножей равны) то Счк в2-r2-v a РЬ--гг-ъъ (з) Подставив (3) в (2), получают и вг-«-иа 5иг-гг-АгК7 Рз-л5.тз-.Рз ; Е1-сг-л -Р5 брэ-т -р} , (4 Сопоставляя (1) и (4) и учитыва что первые, вторые, четвертые и пя тые члены правых частей равенств (1) и (4) соответственно равны, получают с- -я K-iVi-ci-Ei Pi-A -TJ-PJ Следовательно, равны интервалы К1-Е1 и РЗ-ФЗ. В последующих циклах порезки (четвертом и т.д.) электропривод 3, блок 13 работают аналогично третьему циклу. В процессе работы возможны ошибки в установке . Если ножи при остановке не доходят до требуемой точки или переходят ее, то разгон ножей начинается соответственно раньше либо позже требуемого момента и соответственно удлиняется либо укорачивается время движения ножей на синхронной скорости сверх требуемого времени t . Чтобы систематически возникающая ошибка не сместила недопустимо место установки ножей, предусмотрено следующее. Если в текущем цикле порезки ножи останавливаются, не доходя до требуемого места, то их разгон на рез начинается раньше. После окончания отсчета одновибратором 25 времени t, триггер 18, установившись в единичное состояние, закрывает ключевую схему 28 и до врезания ножей в прокат 9 в счетчик 31 не поступают импульсы от датчика 5, как и во втором подготовительном цикле порезки. При этом ножи в следующем цикле будут установлены в требуемое положение, аналогично третьему циклу. Если в текущем цикле порезки ножи останавливаются после требуемого места остановки, то их разгон начинается позже требуемого и они врезаются в прокат 9 до истечения времени t окончания переходного процесса синхронизации ножей и проката. При зтом по сигналу датчика 6 триггер 20 переходит в единичное состояние, появляется сигнал на выходе схемы И 26, открывается ключевая схема 29 и частота импульсов датчика 5, проходящих через ключевую схему 28 на счетчик 31, удваивается (2f и вместо f|,). Удвоение частоты имеет место до окончания отсчета одновибратором 25 времени t,,.B результате этого, в следующем цикле ножи останавливаются раньше и занимают требуемое положение. Разгон стана в промежутках между резами осуществляется следующим обтэазом. Скорость V, проката 9, допустим по условиям порезки, задается в задатчике 10 в виде напряжения и Напряжение задания на увеличение скорости проката 9 до величины V вьщается блоком 12 через ключевую схему 14 на вход задатчика 10, в котором суммируются напряжения Uy, и . Суммарное напряжение и J, и у, и) определяет скорость проката 9. После окончания второго подготовительного цикла (момент РЗ триггер 19 переходит в единичное состояние и, оставаясь в нем, разр шает своим сигналом на управляющий вход ключевой схемы 14 передач на задатчик 10 напряжения U, которое в нужный момент цикла порезк вьщает устройство 12. Перед началом нового цикла порезки, например, в интервале ВЗ-Р4, напряжение Ид на выходе блока 12 отсутствует, В момент ВЗ блок 12 по сигналу с выхода блока 4, фиксирующего разгон стана, начинает отсчет пути
US.J 812 проката 9 путем отсчета импульсов датчика 8, В момент выхода ножей из зоны реза Р4 по сигналу датчика 6 блок 12 вьщает напряжение Иду и начинается разгон стана. Когда прокат достигает скорости V по сигналу задатчика 10, подаваемому на вход блока 12, он прекращает отсчет пути проката и фиксирует число N,, соответствующее пути 5 g,. o-A4-D4-l4l Во время реза по сигналу датчика 6 из блока 4 в блок 12 вводится число, соответствующее мерной длине проката 2 щ.С момента окончания реза Р4 по сигналу датчика 6 импульсы датчика 8 начинают описывать введенное в блок 12 число. В момент времени Я это число списывается до величины NJ, соответствующей площади 5„4-н4-А5-г5-Я блок 12 фиксирует равенство величин 5рз-lo-AI-pi-и 5м4-Н4-Л5-Р5-я CN, Wp,Ha его выходе пропадает напряжение VдY и начинается торможение стана до скорости V, Использования предлагаемого изобретения позволяет повысить производительность работы стана для мерной резки проката на ходу.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU485413A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
