1
Изобретение относится к автоматизации прокатного производства и может быть использовано для контроля работоспособности дискретной части системы управления приводом летучих ножниц, отдельных ее узлов и датчиков.
Известна система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, импульсный датчик перемещения ножей летучих ножниц, следящий ролик с импульсным датчиком перемещения полосы, а также блок отсчета и индикации. В этой системе контролируется отработка летучими ножницами рассогласования по положению путем индицирования неотработанного остатка длины после реза, что характеризует точность работы системы. Фиксация недопустимо большого остатка длины указывает на неисправность системы .
Однако эта индика1шя не позволяет найти неисправный узел или датчик.
Целью изобретения. является улучшение условий эксплуатации системы приводом .летучих ножниц за счет обеспечения возможности облегчения контроля работы ее отдельных узлов к датчиков.
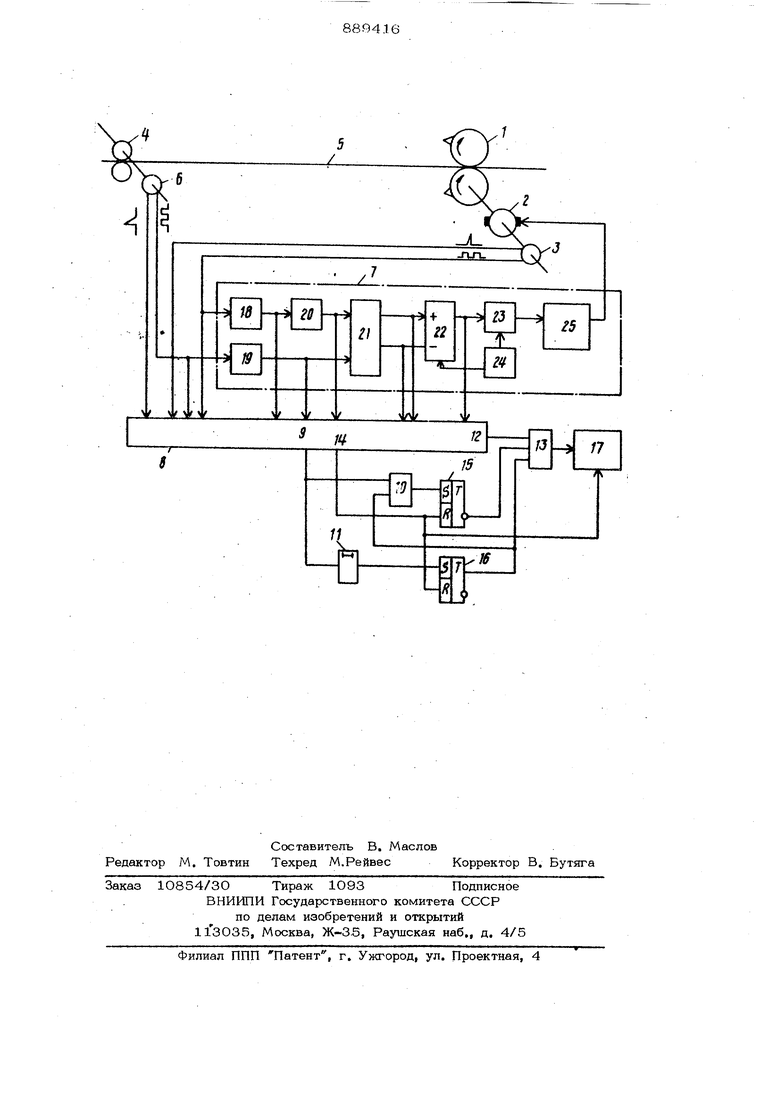
Цель достигается тем, что система управления приводом летучих ножниц, содержащая блок управления приводом ле- тучих ножниц, импульсный датчик перемещения ножей летучих ножниц, следя- щий ролик а импульсным дагчжом пере- мещения полосы, а также блок отсчета и индикаиии, снабжена основным и дополнительным триггерами, основной и дополнительной схемами совпадения, элементом временной задержки и блоком избирания контролируемых узлов и датчиков, входы которого соединены с выходами контролируемых узлов и датчиков, а первый, второй и третий выходы соединены, соответственно, с первым входом основной схемы совпадения и вхо дом элемента временной задержки, первым входом дополнительной схемы совпадения, R-входами о :новио1 о п дополнительного триггеров и перБЫм входом блока отсчета и индикащли, второй вход блока отсчета и индикации соединен с выходом . доиолнительной.схемы совпадекия, второй вход дополнителыюй схемы совпадения соединен с выходом основного триггера, третий вход - с выходом дополнительного триггера и вторым входом, основной схемы совпадения, при это выход основной системы совпадения соединен с 5 -входом основного триггера а выход элемента временной задержки соединен с 5 -входом дополнительного триггера, На чертеже представлена блок-схема системы. Система содержит летучие ножницы 1 с приводом 2, импульсный датчик 3 перемещения ножей летучих ножниц,следяищй ролик 4, контролирующий перемещение полосы 5 и механически соединенный с импульсным датчиком 6, блок 7 управления приводом летучих ножниц, блок 8 избирания контролируемых узлов и датчиков. Входы блока 8 соединены с выходами датчиков 3 и 6 и выходами контролируемых узлов блока 7, Выход 9 блока 8 соединен с пер вым входом схемы совпадения 10 и входом элемента временной задерлжи 1 выход 12 соединен с первым входом схемы совпадения 13, выход 14 - с R-входами триггеров 15 и 16 управле контролем и первым входом блока 17 отсчета и индикации. Инверсный выход тригера 15 соединен со вторым входом схемы совпадения 13, выход которой соединен со вторым входом блока 17. Прямой выход триггера 16 соединен с третьим входом схемы совпадения 13 и вторым входом схемы совп дения Ю, выход которой соединен с 5-входом триггера 15. Вых.од элемен та временной задержки 11 соединен с С,-входом триггера 16. Блок 7 управления приводом летучих ножниц содержит формирователи 18 и 19 импульсов, которые формируют достоверные частотно-импулълные сигналы требуемой длительности и скважности и сигналы направления движения датчиков 3 и 6. В состав блока 7 входят также управляемый делитель частоты 2О, обеспечивающий регулируемый обгон полосы ножами летучю ножниц в зоне реза за счет изменения цены импульса датчика 3, синхронизатор 21 импульсов датчиков 3 и 6, обеспечиваюий раацеление во импульсов, оступающих на реверсив}1ый счетчик 22, реобразователь 23 код-аналог со знаопеременным выходом, узел управления 4 с задатчиком длины профилей, пребразователь 25 с устройством автомаического регулирования приводом. К блокам 7 и 8 взамен импульсных атчиков 3 и 6 могут быть подключены митаторы работы соответственно летуих ножниц и следящих роликов. Система работает следующим обраом. Датчики импульсов 3 и 6 на один оборот вала выдают с импульсного выхода определенное число импульсов. Один оборот вала каждого датчика фиксируется импульсом с его расперного выхода. В связи с этим, для ряда узлов блока 7 известно число импульсов на их входах и выходах между двумя сигналами поступающими с реперных выходов датчиков 3 и 6. Блок 17 отсчитывает, запоминает и индицирует это число, в связи с чем можно проконтролировать неисправность соответствующего узла или датчика. Блок 8 служит для выбора контролируемого датчика и узла, а также формирования сигнала сброса системы. При этом через выход 12 блока 8 импульсный выход выбранного датчика или выход узла, подлежащего контролю, подключается к первому входу схемы совпадения 13, а реперный выход выбранного датчика через выход 9 подключается к первому входу схемы совпадения 10 и входу элемента временной задержки 11. В исходном состоянии триггеры 15 и 16 находятся в нулевом состоянии и схемы совпадения 10 и 13 не могут пропускать сигналы блока 8. Когда блоком 8 избирается контролируемый узел и соответственно этому избирается датчик 3 или 6, импульсы которого используются в режиме контроля, то первый реперный импульс выбранного датчика проходит на выход 9 блока 8. При этом триггер 16 устанавливается в единичное состояние, открывает схему совпадения 13 и импульсы от контролируемого датчика или узла начинают поступать в блок 17, который начинает отсчет этих импульсов. Импульс с выхода 9 блока 8 не проходит через схему совпадения 10, так как элемент временной задержки 11 переводит триггер 16 в единичное состояние только после пропадания импульса на выходе 9. После того, как выбран5ный датчик совершит полный оборот, на выходе 9 появляетс:я второй реперный импульс, который через схему совпадения 10 устанавливает триггер 15 в ед ничное состояние и тем самым запреща ет прохождение импульсов контролируемого узла или датчика через схему сов дения 1Л. Блок 17 кончает отсчет, запоминает и индицирует на световом таб ло количество импульсов, поступивщее с выхода выбранного датчика или контролируемого узла, Для отработки нового цикла контроля блок 8 с выхода 14 выдает сигнал на сброс в нулевое состояние триггеров 15 и 16, а также счетных узлов блока 17. В дальнейшем схема работает аналогично. Таким образом, система позволяет контролировать правильность работы от дельных узлов и датчиков и облегчает нахождение неисправностей, что улучшает условия ее эксплуатации. Формула изобретения Система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, импульсный датчик перемещения ножей летучих ножниц , следящий ролик с импульсным датчиком перемещения полосы, а также блок отсчета и индикации, о т л и чающаяс я тем, что, с целью 6 улучшения условии эксплуатац1 и за счет обеспечения возможности облегчения контроля работы отдельных узлов и датчиков системы, она снабжена основным и дополнительным триггерами, основной и дополнительной схемами совпадения,. элементом временной задержки и блоком избирания контролируемых узлов и датчиков, входы которого соединены с выходами контролируемых узлов и датчиков, а первый, второй и третий выходы соединены, соответственно, с первым входом основной схемы совпадения и входом элемента временной задержки, первым входом дополнительной схемы совпадения, Я -входами основного и дополнительного триггеров и первым входом блока отсчета и индикации, второй вход блока отсчета и индикации соединен с выходом дополнительной схемы совпадения, второй вход дополнительной схемы совпадения соединен с выхо- дом основного триггера, третий вход с выходом дополнительного триггера и вторым входом основной схемы совпадения, при этом выход основной системы совпадения соединен с S -входом основного триггера, а выход элемента временной задержки соединен с 5 -входом дополнительного триггера. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 188549, кл. В 21 В Я5/О2, 30.08.1965 Хнрототип). 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления приводом летучих ножниц | 1981 |
|
SU980969A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |