1 0,25 0,5
2 0,5
0,5
Неудов- Поры 250
летворительное
Удовлетво- - - 250
-рительное
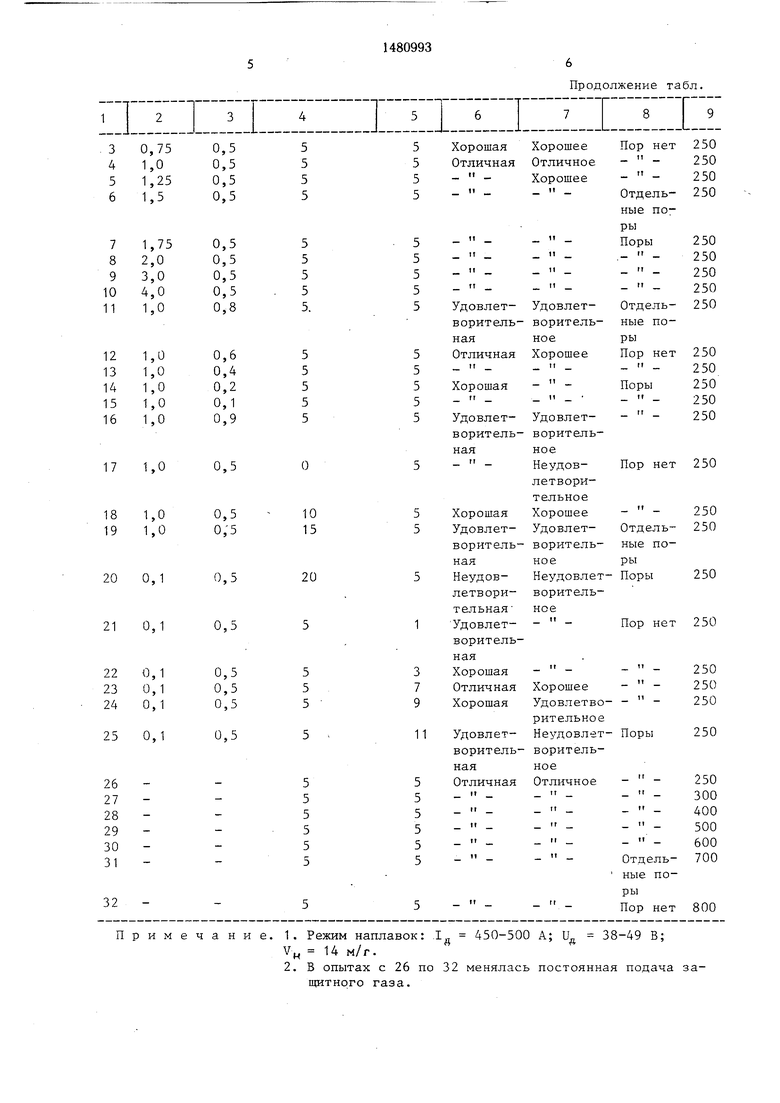
Продолжение табл.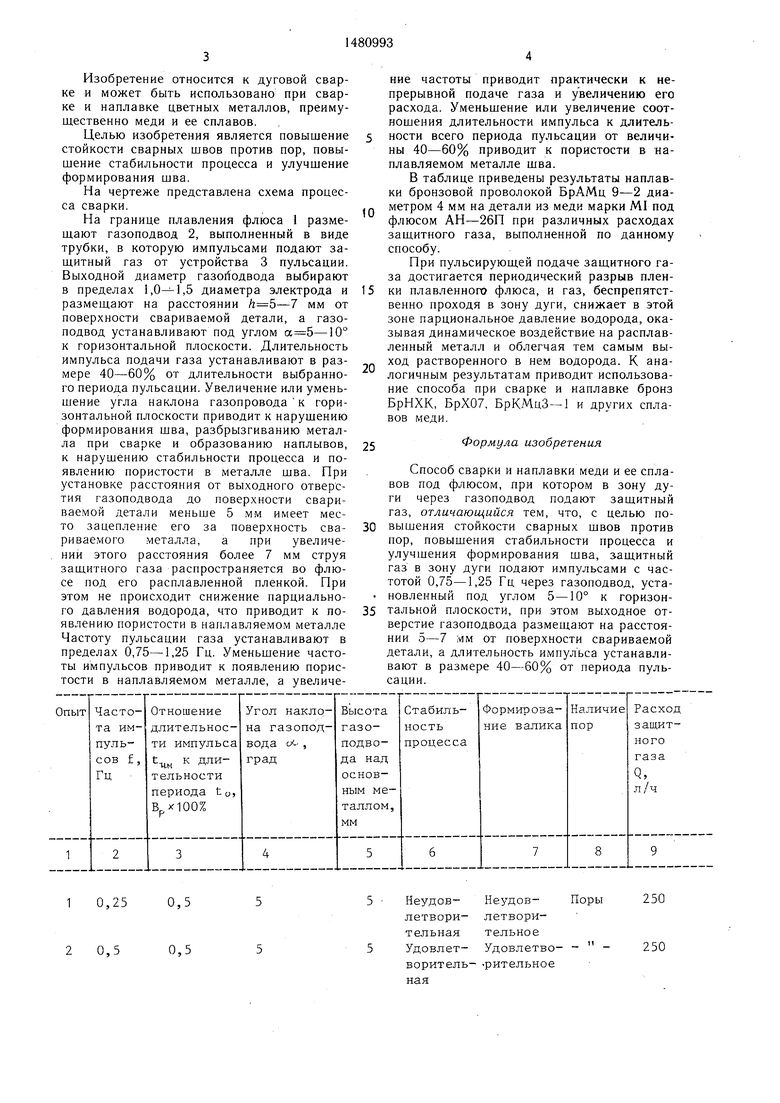
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| Порошковая проволока | 1986 |
|
SU1400833A1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ изготовления синтетического флюса для дуговой сварки | 1988 |
|
SU1620255A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛЮСА | 2014 |
|
RU2590462C1 |
| ПЛАВЛЕНЫЙ ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2309829C2 |
| Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва | 1988 |
|
SU1660918A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
Изобретение относится к дуговой сварке и может быть использовано при сварке и наплавке цветных металлов, преимущественно меди и ее сплавов. Цель изобретения - повышение стойкости сварных швов против пор, повышение стабильности процесса и улучшение формирования шва. Способ выполняют следующим образом. На границе плавления флюса 1 размещают газоподвод 2, выполненный в виде трубки, в которую подают газ от устройства 3 с пульсацией частотой 0,75-1,25 Гц. Диаметр выходного отверстия газоподвода выбирают в пределах 1,0-1,5 диаметра электрода и размещают его на расстоянии 5-7 мм от поверхности свариваемой детали, а газопровод устанавливают под углом 5-10° к горизонтальной поверхности. Длительность импульса подачи газа устанавливают в размере 40-60 % от длительности периода пульсации. При пульсирующей подаче газа достигают периодического разрыва пленки плавленного флюса, снижают парциальное давление водорода в зоне дуги и создают условия выхода водорода из расплавленного металла сварочной ванны. Отклонение величин от указанных пределов приводит к нарушению стабильности процесса, некачественному формированию шва и появлению пор в металле шва. 1 табл. 1 ил.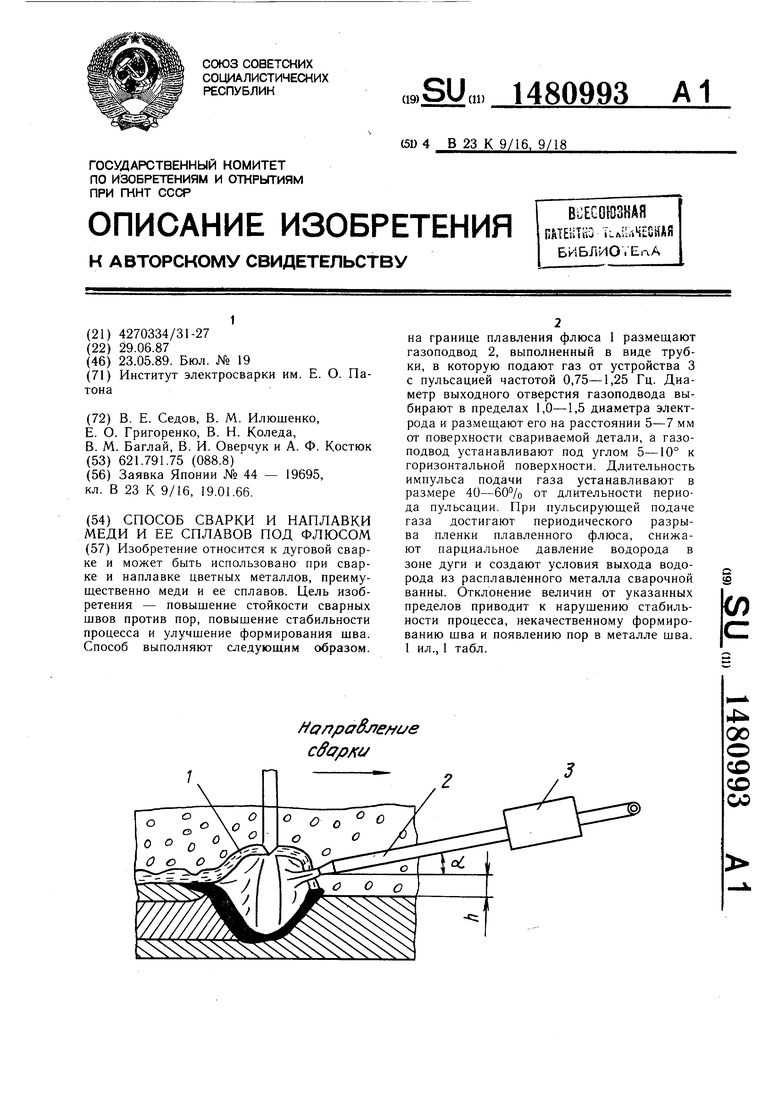
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
