Изобретение относится к сварочному производству, а именно к технологии дуговой сварки, и может быть использовано для получения качественных швов тавровых и на- хлесточных сварных соединений.
Целью изобретения является сохранение прочности сварных конструкций при увеличении зазора между свариваемыми элементами в месте соединения.
На чертеже представлена схема сварного соединения.
Способ осуществляют следующим образом.
Не изменяя заданных режимов сварки, производят сварку таврового соединения, устанавливая электрод под углом к вертикальному свариваемому элементу со стороны зазора, определяемым из соотношения
Решение этого квадратного уравнения
.. (V+4)-4d2
откуда tz arcsin(x).
Смещение а оси электрода определяют из тригонометрического выражения «ша
2Омакс
е
-т2Н,. . d
Так как ширина шва (1+г 1,
tgcC 2cosa/
то после подстановки этого выражения в уравнение sina.-- и преобразований получают соотношения максимально допустимого смещения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2252847C2 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ И СВАРНОЕ СОЕДИНЕНИЕ ВНАХЛЕСТ | 2016 |
|
RU2695843C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| ВЫПОЛНЕННОЕ ДУГОВОЙ СВАРКОЙ УГЛОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2013 |
|
RU2593049C9 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
Изобретение относится к сварочному производству, а именно к технологии дуговой сварки, и может быть использовано для получения качественных швов тавровых и нахлесточных сварных соединений. Цель изобретения - сохранение прочности сварных конструкций при увеличении зазора между свариваемыми элементами в месте соединения. Производят сварку таврового соединения, устанавливая электрод под углом к вертикальному свариваемому элементу. Угол определяют из соотношения α=ARCSIN [ψD+√4(ψ2+4)-4D2/(ψ+4)], где ψ=E/H - коэффициент формы шва
D=B/H - приведенная величина зазора, мм
E - ширина шва, мм
H - высота шва, мм
B - величина зазора в соединении, мм. Точку пересечения оси электрода с вертикальным свариваемым элементом смещают на величину A от поверхности горизонтального свариваемого элемента. Приведенную величину смещения δ=A/H устанавливают в пределах δ=D=δMAKC, а величину δMAKC определяют из соотношения δMAKS=D/2+COSΑ. Применение способа однопроходных швов тавровых соединений с увеличенным зазором позволяет увеличить критическое рабочее сечение и прочность шва. 1 ил. 1 табл.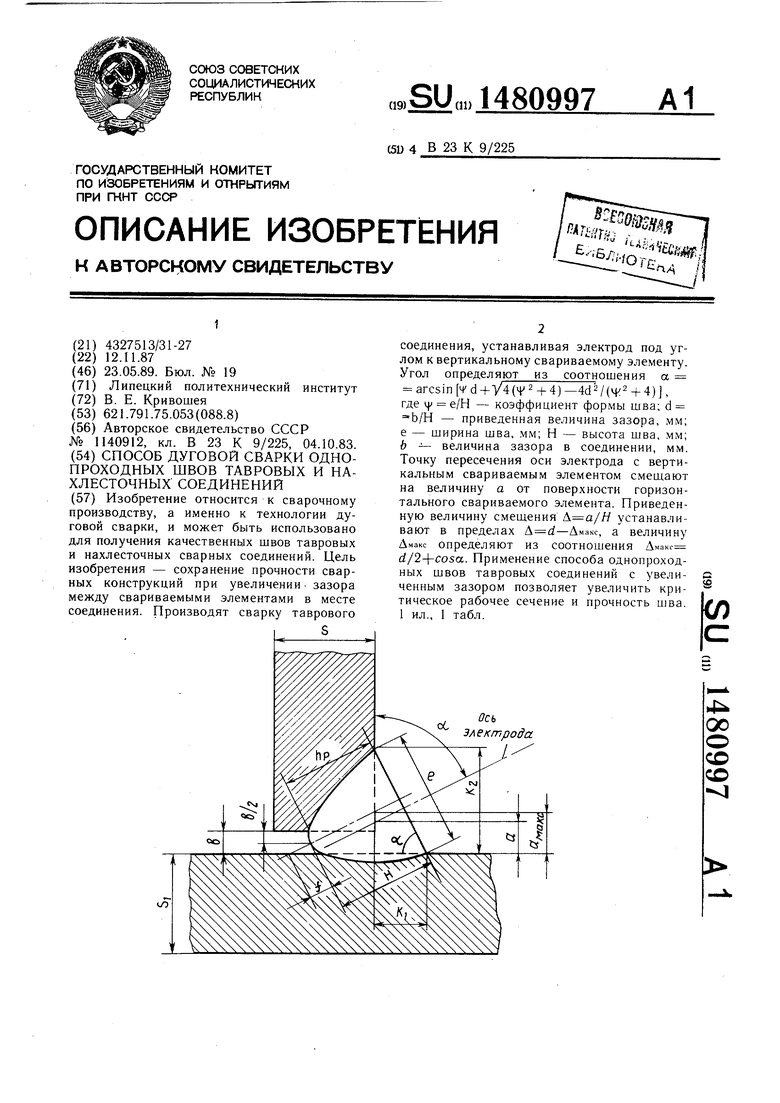
. ri| cf-T-v 4()-4rf2i a arcsm T U+7 J,
а
где х|) -коэффициент формы шва;
- приведенная величина зазора; Н
е - ширина шва, мм; Я - высота шва, мм; b - величина зазора в соединении, мм.
а точку пересечения оси электрода с вертикальным свариваемым элементом смещают на величину а от поверхности горизонтального свариваемого элемента, при этом приведенную величину смещения устанав/7
ливают в пределах Д...Дмакс, а величину Дчакс определяют из соотношения
л d ,
Дмакс -- -COSCt,.
Соотношения получены из геометрии швов тавровых и нахлесточных соединений с зазором и экспериментальных исследований.
Из приведенной схемы сварного соединения следует, что
/ 2(Я+П 2(H+b/2cosa) tgage
fCn-W + b/H2cosa)2(. , d «а - 9™с«/
е/Н
2cosa
Это соотношение приводят к соотношению т|з5ша-2cosa d. Заменой sm2a приводят к выражению tysina-2cosa d. Приняв и произведя преобразования, получают квадратное уравнение относительно х
-А2
.
5
0
0
,-
5
0
5
0
И Id-
а«акс - М 1 4--Isii
tga, 2cosa
sma
и величины приведенного смещения оси электрода
.амакс sinaf, , d d ,
Дмакс -тг- -I 1 +- 1 -4-COSO,.
Н tga 2cosa 2
Установлено, что приведенное значение смещения электрода должно находился в пределах ...Дмакс.
Приведенные экспериментально-аналитические исследования сварки однопроходных швов с углом наклона а и смещением а электрода, определяемых из приведенных условий и соотношений, показали, что применение предлагаемого способа позволяет получить оптимальные размеры рабочего сечение hp, определяющего прочность сварных тавровых и нахлесточных соединений в случае изменения и увеличения зазора в месте соединения, при этом .
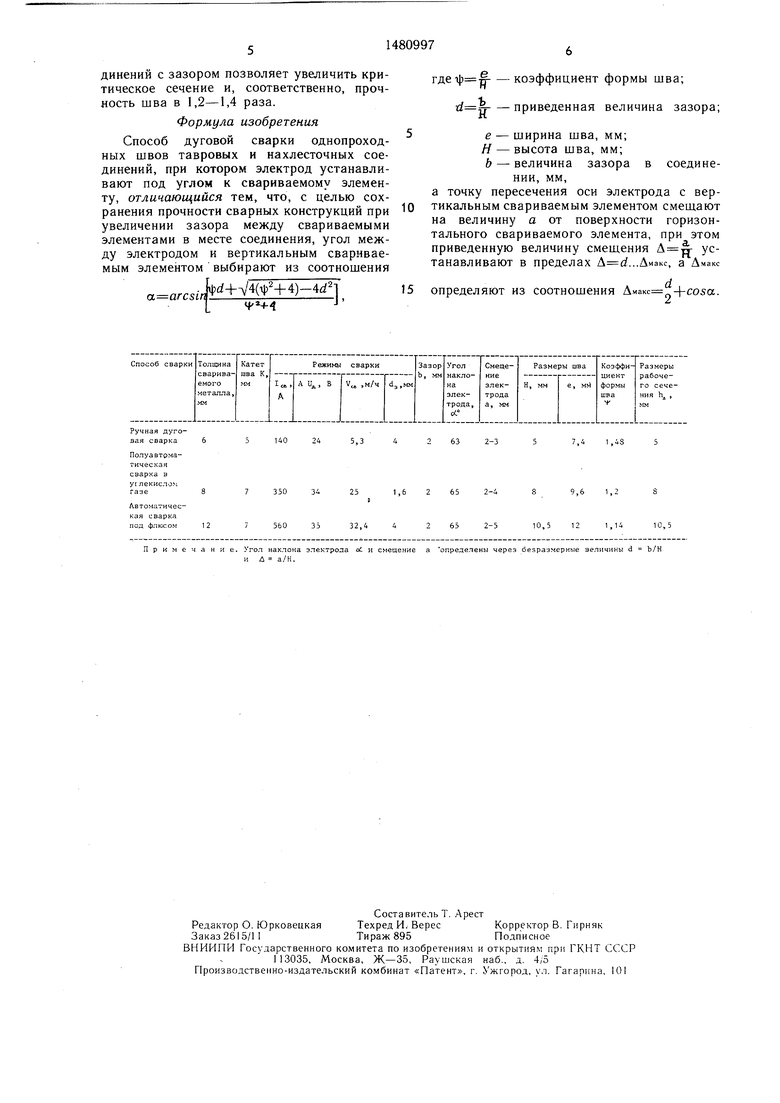
Производилась ручная дуговая сварка электродами марки УОНИ-13/55, полуавтоматическая сварка в углекислом газе сварочной проволокой марки Св-08Г2С и автоматическая сварка под флюсом АН-348 AM сварочной проволокой марки Св-08А образцов тавровых соединений из стали ВстЗ. После сварки из образцов сварных соединений изготовлялись макрошлифы, на которых определялись размеры швов (е, Н) и критического сечения шва (hp).
Режимы сварки, размеры швов и результаты исследований приведены в таблице.
Исследованиями установлено, что при увеличении угла наклона электрода свыше 68° ухудшаются условия использования тепла дуги на нагрев и плавление свариваемых элементов (перегревается вертикальный элемент, со стороны которого имеется зазор, и недостаточно нагревается горизонтальный элемент) и происходят замыкания сварочной головки или горелки на изделие.
Применение способа сварки однопроходных швов тавровых и нахлесточных соединений с зазором позволяет увеличить критическое сечение и, соответственно, прочность шва в 1,2-1,4 раза.
Формула изобретения
Способ дуговой сварки однопроходных швов тавровых и нахлесточных соединений, при котором электрод устанавливают под углом к свариваемому элементу, отличающийся тем, что, с целью сохранения прочности сварных конструкций при увеличении зазора между свариваемыми элементами в месте соединения, угол между электродом и вертикальным свариваемым элементом выбирают из соотношения
„-.)-4
L
Ручная дуговая сварка
Полуавтрма- тическая сварка э углекислJM газе
Автоматическая сварка под флюсом
Ъ140245,3
632-3
1,43
735034251,62 652-489,61,28
;
75603532,442 652-510,5121,1410,5
При меч а ние. Угол наклона электрона oL n смещение и Д а/К.
гдегр - 1-Ь
коэффициент формы шва;
rf §приведенная величина зазора;
е - ширина шва, мм;
Я - высота шва, мм; b - величина зазора в соединении, мм,
а точку пересечения оси электрода с вер- тикальным свариваемым элементом смещают на величину а от поверхности горизонтального свариваемого элемента, при этом приведенную величину смещения устанавливают в пределах ...Дмакс, а Амакс
определяют из соотношения Дмакс - -cosa..
632-3
1,43
определены через безразмерные величины d b/H
| Способ дуговой сварки однослойных швов угловых соединений | 1983 |
|
SU1140912A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
