а
о сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканой ленты и устройство для его осуществления | 1988 |
|
SU1595969A1 |
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1670010A1 |
| Устройство для изготовления нетканой ленты | 1989 |
|
SU1675443A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1802007A1 |
| Устройство для намотки изделий из нетканых композиционных материалов | 1982 |
|
SU1052403A1 |
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1988 |
|
SU1663071A1 |
| Устройство для изготовления изделий из композиционных материалов | 1985 |
|
SU1380993A1 |
Использование: производство изделий из композиционных материалов, в частности стеклопластиков, методом намотки на вращающуюся оправку. Сущность изобретения: согласно способу подают в зону формирования ленты кромочные транспортирующие поперечные гибкие элементы и обвивают их продольными нитями. Далее осуществляют намотку сформированной ленты на оправку. При этом осуществляют непрерывный отвод поперечных гибких элементов с оправки и соответственно с ленты и увеличивают расстояние между гибкими элементами в области их схода с оправки. В результате обеспечивается разрезание продольных нитей в местах контакта с гибкими элементами. Устройство для осуществления способа содержит транспортирующие поперечные гибкие элементы, тележку, установленную с возможностью перемещения на направляющих и несущую раскладчик продольных нитей, направители гибких элементов и оправку для намотки сформированной ленты. Направители гибких элементов выполнены из двух систем роликов. Гибкие элементы выполнены в виде замкнутой ленты с заостренной наружной кромкой, охватывающей обе системы роликов. 2 с.п.ф-лы, 3 ил. сл С
Изобретение относится к производству изделий из композиционных материалов, в частности стеклопластиков, методом намотки на вращающуюся оправку.
Наиболее близким к изобретению является способ, осуществленный в устройстве, в котором нетканая лента получается путем намотки продольных нитей на пальиы, закрепленные на звеньях двух бесконечных замкнутых цепных транспортеров, установленных в плоскостях, перпендикулярных оси оправки, под углом к вертикальной оси так, что при синхронном движении транспортеров пальцы с намотанными на них продольными нитями подходят к поверхности оправки на минимально возможное расстояние, при этом отдельно наматывающиеся на оправку поперечные нити прижимают к поверхности оправки продольные нити, а пальцы отходят от поверхности оправки. Устройство реализующее этот способ, имеет шпулярники поперечных и продольных нитей и раскладчик, осуществляющий намотку продольныл нитей на пальцы транспортеров. Кроме того, все входящие в него устройства размещены на подвижной тележке.
В нетканой ленте, получаемой по такому способу, с помощью такого устройства удается осуществить натяжение продольных нитей, намотанных на жесткие пальцы цепных транспортеров, и подать натянутые продольные нити практически к самой поверхности оправки, однако при сходе витков продольных нитей с пальцев и укладке их на оправку происходит потеря их натяжения в момент укладки на оправку. Таким образом, известный способ, реализованный в известном устройстве, позволяет получить нетканую ленту с более упорядоченной структурой продольных нитей, однако не дает возможности обеспечить их натяжение при намотке на оправку.
Цель изобретения - повышение качества нетканой ленты путем обеспечения натяжения продольных нитей в ленте.
Поставленная цель достигается тем, что в способе получения нетканой ленты, заключающемся в подаче в зону формирования ленты кромочных транспортирующих поперечных гибких элементов, обвивке их продольными нитями и последующей намотке сформированной ленты на оправку, при намотке ленты на оправку осуществляют непрерывный отвод поперечных гибких элементов с оправки, а соответственно и с ленты с увеличением при этом расстояния между гибкими элементами в области их схода с оправки, обеспечивающим разрезание продольных нитей в местах контакта с гибкими элементами.
При этом в устройстве, осуществляющем способ и содержащем транспортирующие поперечные гибкие элементы, тележку, установленную с возможностью перемещения на направляющих и несущую раскладчик продольных нитей, направители гибких элементов и оправку для намотки сформированной ленты, направители гибких элементов выполнены из двух систем роликов, а сами гибкие элементы представляют собой замкнутую ленту с заостренной наружной кромкой, охватывающей две системы роликов.
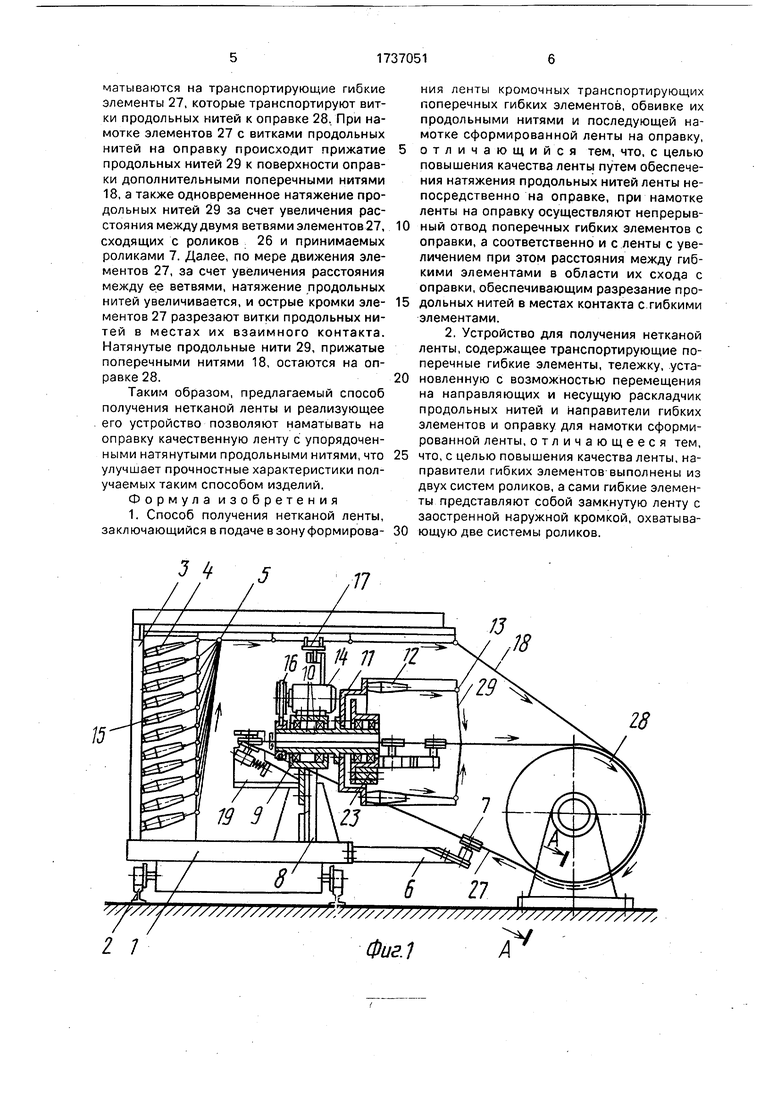
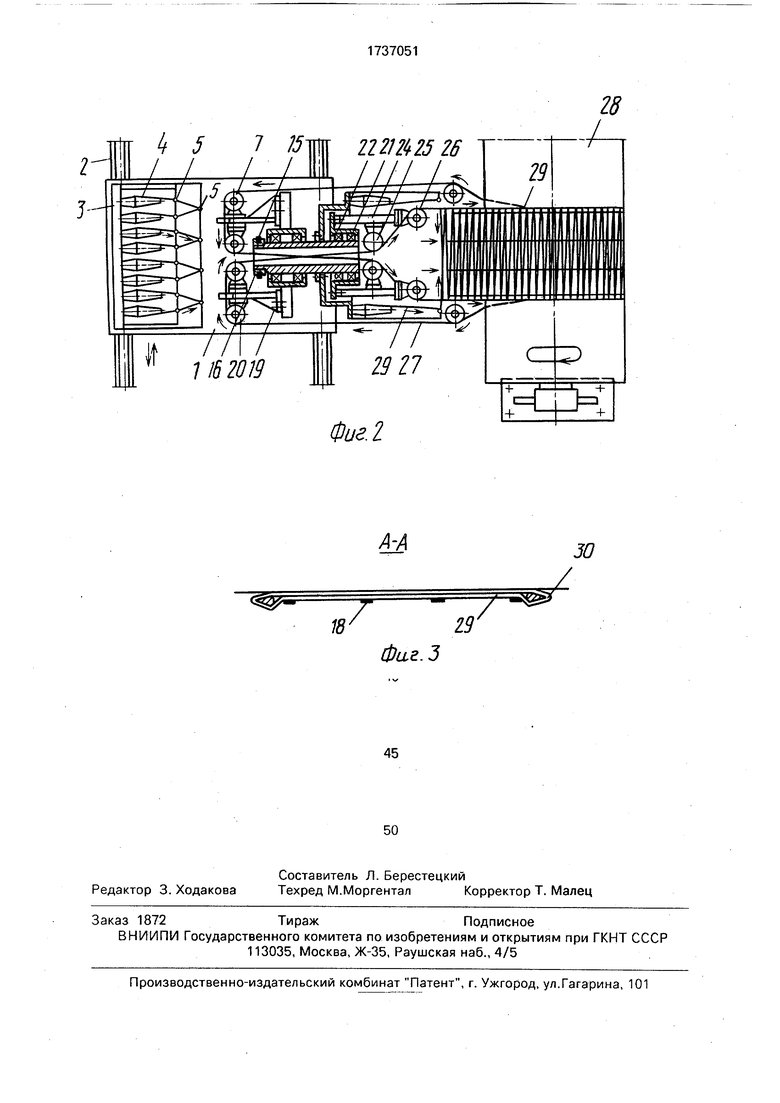
На фиг. 1 изображено устройство, реализующее предлагаемый способ получения нетканой ленты, продольное сечение; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 1.
На тележке 1, имеющей возможность передвижения по направляющим 2, установлены шпулярник поперечных нитей 3 со шпулями 4 и нитепроводниками 5, кронштейны 6, ролики 7, стойка 8, на которой посредством подшипниковых опор 9 смонтирован полый вал 10 с закрепленным на нем диском 11, несущим шпули 12 продольных нитей и стойки с нитепроводниками 13. Кроме того, на стойке 8 установлены привод 14, имеющий возможность передавать вращение на полый вал 10 посредством
шкивов 15 и ремня 16, натяжное устройство 17 для дополнительных поперечных нитей 18, а также два кронштейна 19 с роликами 20. Помимо этого, на полом валу 10 посредством подшипниковых опор 21
0 смонтирована люлька 22 с грузом 23, на которой закреплены два кронштейна 24 с роликами 25 и 26. Ролики 7, 20, 25, 26 являются направителями для кромочных транспортирующих поперечных гибких
5 элементов 27, которые, опираясь на ролики, огибают двумя ветвями оправку 28, охватывают стойку 8 со всеми установленными на ней устройствами и проходят через полость вала 10, причем в полости вала ветви
0 элементов 27 скрещиваются. Две ветви гибких элементов 27 являются транспортером продольных нитей 29 на оправку 28, при этом они подводятся к оправке, сходя с роликов 26, и отводятся от нее, принимаясь
5 роликами 7. Следует также отметить, что кронштейны 6 установлены на тележке 1 так, что расстояние между роликами 7 больше, чем расстояние между роликами 26, установленными на люльке 22 с помощью
0 кронштейнов 24, что обеспечивает плавное увеличение расстояния между двумя ветвями элементов 27, огибающих оправку 28. Кроме того, элементы 27 имеют острые наружные кромки 30.
5 Осуществление предлагаемого способа получения нетканой ленты с помощью предлагаемого устройства производится следующим образом.
Оправка 28 приводится во вращение.
0 Дополнительные поперечные нити 18, сматываясь со шпуль 14, подводятся к оправке 28 с помощью нитепроводников 5 и натяжного устройства 17 и наматываются на оправку 28.
5Замкнутая лента в виде кромочных
транспортирующих поперечных гибких элементов 27 также приходит в движение за счет сил трения, возникающих между ее двумя ветвями, огибающими оправку 28, и по0 верхностью оправки. Это происходит так, что элементы 27 наматываются на оправку 28, сходя с роликов 26, и отводятся от нее, принимаясь роликами 7.
Полый вал 10 с закрепленным на нем
5 диском 11, несущим шпули 12 продольных нитей и стойки с нитепроводниками 13, приводятся во вращение с помощью привода 14, шкивов 15 и ремня 16. При этом продольные нити 29, сматываясь со шпуль 12 и проходя через нитепроводники 13, наматываются на транспортирующие гибкие элементы 27, которые транспортируют витки продольных нитей к оправке 28. При намотке элементов 27 с витками продольных нитей на оправку происходит прижатие продольных нитей 29 к поверхности оправки дополнительными поперечными нитями 18, а также одновременное натяжение продольных нитей 29 за счет увеличения расстояния между двумя ветвями элементов 27, сходящих с роликов 26 и принимаемых роликами 7. Далее, по мере движения элементов 27, за счет увеличения расстояния между ее ветвями, натяжение продольных нитей увеличивается, и острые кромки элементов 27 разрезают витки продольных нитей в местах их взаимного контакта. Натянутые продольные нити 29, прижатые поперечными нитями 18, остаются на оправке 28.
Таким образом, предлагаемый способ получения нетканой ленты и реализующее его устройство позволяют наматывать на оправку качественную ленту с упорядоченными натянутыми продольными нитями, что улучшает прочностные характеристики получаемых таким способом изделий. Формула изобретения 1. Способ получения нетканой ленты, заключающийся в подаче взонуформирова; s
0
5
0
5
0
ния ленты кромочных транспортирующих поперечных гибких элементов, обвивке их продольными нитями и последующей намотке сформированной ленты на оправку, отличающийся тем, что, с целью повышения качества ленты путем обеспечения натяжения продольных нитей ленты непосредственно на оправке, при намотке ленты на оправку осуществляют непрерывный отвод поперечных гибких элементов с оправки, а соответственно и с ленты с увеличением при этом расстояния между гибкими элементами в области их схода с оправки, обеспечивающим разрезание продольных нитей в местах контакта с гибкими элементами.
/J
№
28
Фиг. 1
18
А-А
30
7
29
&
/
Фаг.З
| Устройство для формирования двухслойных стеклопластиков | 1959 |
|
SU125032A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
