Изобретение предназначено для изготовления нетканой ленты, используемой, например, при производстве полимерных армированных изделий методом намотки.
Цель изобретения - расширение технологических возможностей.
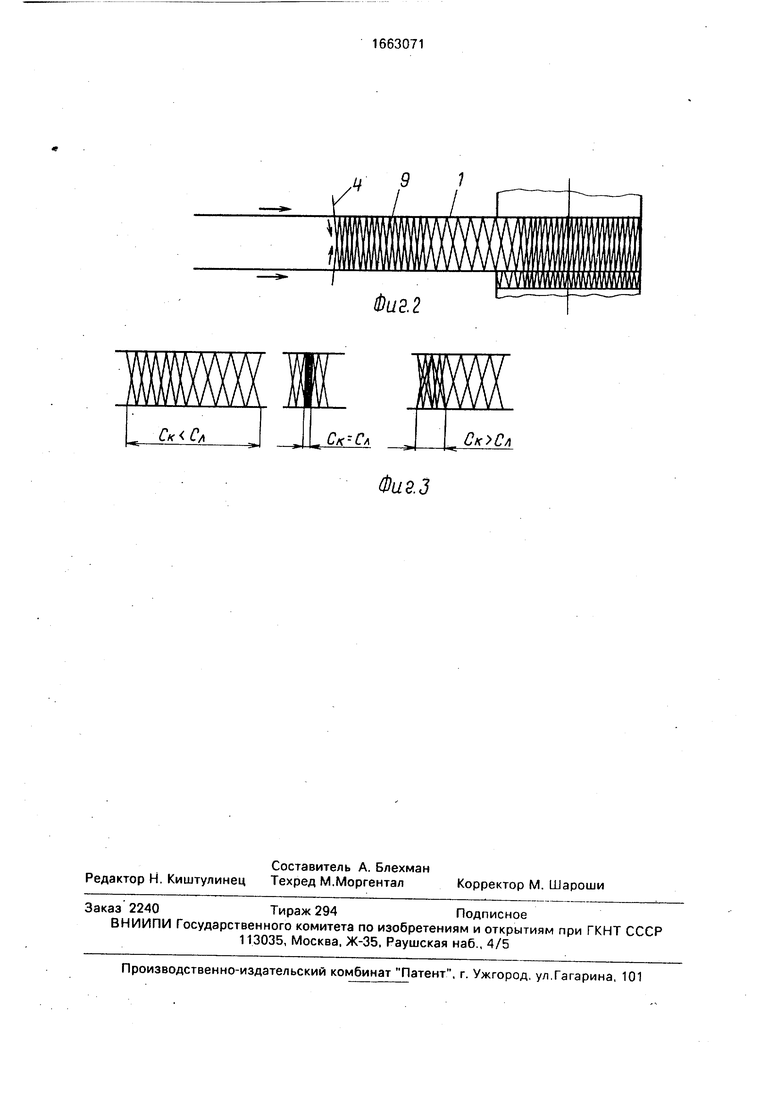
На фиг.1 и 2 показаны простые схемы реализации предлагаемого способа; на фиг.З - варианты получаемых при этом структур нетканой ленты
Поперечные нити 1 сматываются со шпуль 2, установленных на стационарном шпулярнике 3, и наматываются на оправку. Продольные нити 4, обвивающие попереч- ные нити 1, сматываются со шпуль 5 через нитепроводники 6, установленные на вращающейся планшайбе 7, которая закреплена на каретке 8, имеющей возможность перемещаться вдоль формируемой нетканой ленты 9 по направляющим 10. Заданный закон возвратно-поступательного движения каретки 8, а следовательно, и плоскости вращения нитепроводников 6, с которых сходят продольные нити перед их намоткой на поперечные нити, обеспечивается любым известным механизмом (кулачковым зубчатым, копирным, цепным и т.д.)с приводом от оправки либо самостоятельным программируемым приводом.
На фиг.1 показана схема осуществления возвратно-поступательного движения каретки 8 по заданному закону с помощью цепного контура 11, охватывающего звездочки 12 и имеющего закрепленный на одном из звеньев цепи палец 13, входящий в паз каретки 8 Вращение цепного контура 11 может осуществляться либо от привода оправки (например, цепной передачей, как показано на фиг.1), либо от самостоятельного программируемого привода. Указанный механизм с ведущим цепным контуром обеспечивает возвратно-поступательное движение каретки с постоянной скоростью на участке между центрами звездочек 12 и с
in С
о о
GJ О VJ
синусоидальным законом изменения скорости при ее движении вне указанного участка (при реверсах каретки).
Пусть наматываемая на оправку лента движется с постоянной скоростью Сл, а ка- ретка - при ее движении в том же направлении на участке между центрами звездочек 12 - с постоянной скоростью Ск.
Нафиг.З показаны возможные варианты структуры нетканой ленты, формируемые при этом. Из фиг.З наглядно видно, что даже применение простого цепного механизма перемещения каретки (т.е. плоскости вращения нитепроводников, с которых сходят продольные нити перед их намоткой на по- перечные нити) дает возможность не только реализовать весьма широкий класс законов распределения плотности навивки подлине ленты, но и получать качественно новые структуры нетканой ленты благодаря тому, что изобретение позволяет осуществить перемещение участка схода нити по длине
ленты в соответствии с законом заданного распределения плотности.
Таким образом, предлагаемый способ имеет значительно более широкие функциональные (технические и технологические) возможности по сравнению с известными способами.
Формула изобретения Способ изготовления нетканой ленты для изделий из армированных пластиков, при котором формируют ленту из поперечных нитей и витков продольных нитей, осуществляют изменения плотности навивки витков продольных нитей по длине нетканой ленты и подают ленту на намотку, о т- личающийся тем, что, с целью расширения технологических возможностей, плотность навивки витков продольных нитей изменяют путем перемещения участка схода нити по длине ленты в соответствии с законом заданного распределения плотности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1987 |
|
SU1461789A1 |
| Способ изготовления нетканой ленты и устройство для его осуществления | 1988 |
|
SU1595969A1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Устройство для изготовления нетканой ленты | 1987 |
|
SU1481298A1 |
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1353853A2 |
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1350203A1 |
| Устройство для изготовления тканой ленты | 1987 |
|
SU1432108A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1802007A1 |
Изобретение относится к производству армированных пластиков и позволяет расширить технологические возможности, выражающиеся в обеспечении возможности реализовать практически любой закон изменения плотности навивки по длине ленты, заданный закон возвратно-поступательного движения каретки, а следовательно, и плоскости вращения нитепроводников, с которых сходят продольные нити перед их намоткой на поперечные нити, что обеспечивается любым известным механизмом, т.е. осуществить перемещение участка схода нити по длине ленты в соответствии с законом заданного распределения плотности. 3 ил.
Ю 8 7 56
П 13
Фиг.1
М
Фиг 2
Фи9.3
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1987 |
|
SU1461789A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
