Известна машина для изготовления изделий из ориентированного стеклопластика, содержащая вращаюгцуюся на опорах горизонтальную трубу с катушками армируюп 1,его материала и направляюп.1,ее приспособление для ориентирования арматуры.
Предлагаемая машина отличается от известной тем, что катушки с армируюшпм материалом уетаиовлены на неподвижных относительно труб люльках, емонтированных внутри трубы, в торцовой части которой расположена также неподвижная относительно трубы нлита с нанравляющими отверстиями для нроиуска армируюших волокон.
Машина может производить стеклопластиковые изделия сложной геометрической формы, так как в образуемой иеткапой ленте наполнителя, соетояш,ей из иродольных и поперечных волокон, каждая нить ленты имеет собственные натяжение и скорость npii намотке на оправку формирующего узла.
Машина позволяет менять в широких пределах количество и соотношение нитей (жгутов) в ленте. Для изготовления стеклопластиковых изделий ирименяется ровница (жгут), товарная нить, а также первичная етеклянная нить на бобинах, полученная в процессе вытягивания неирерывных стеклянных волокон.
ленты-наполнителя, что новышает производительность, а также нрочностные характеристики стеклонласт1п ового изделия. Машина обеенечнвает укладку максимального количества стекло1юлокна в зо))е действия наибольших нагрузок.
На чертеже изображена предлагаемая ма1пина для изготовления изделий из ориентированного стеклопластика. Она состоит из двух основных частей-трубчатого ротора и формируюн 1,его узла.
Труба /, состоящая из отдельных звеньев, соединенных между собой на фланцах при иомощи болтов, покоится на металлических или текстолитовых опорных роликах 2, которые смонтированы в снециальных кронштейнах станииы, закрепленной на. фундаменте. Внутри трубы на равном расстоянии установлены опоры 3, в которых на подшипниках 4 покоятся люльки 5. В местах расиоложения люлек труба имеет окна для зарядки и съема катушек.
В зависимости от ироизводительности и размеров стеклонластнковых изделий машина может изготовляться с числом люлек-в трубе от 2 до 36 и более.
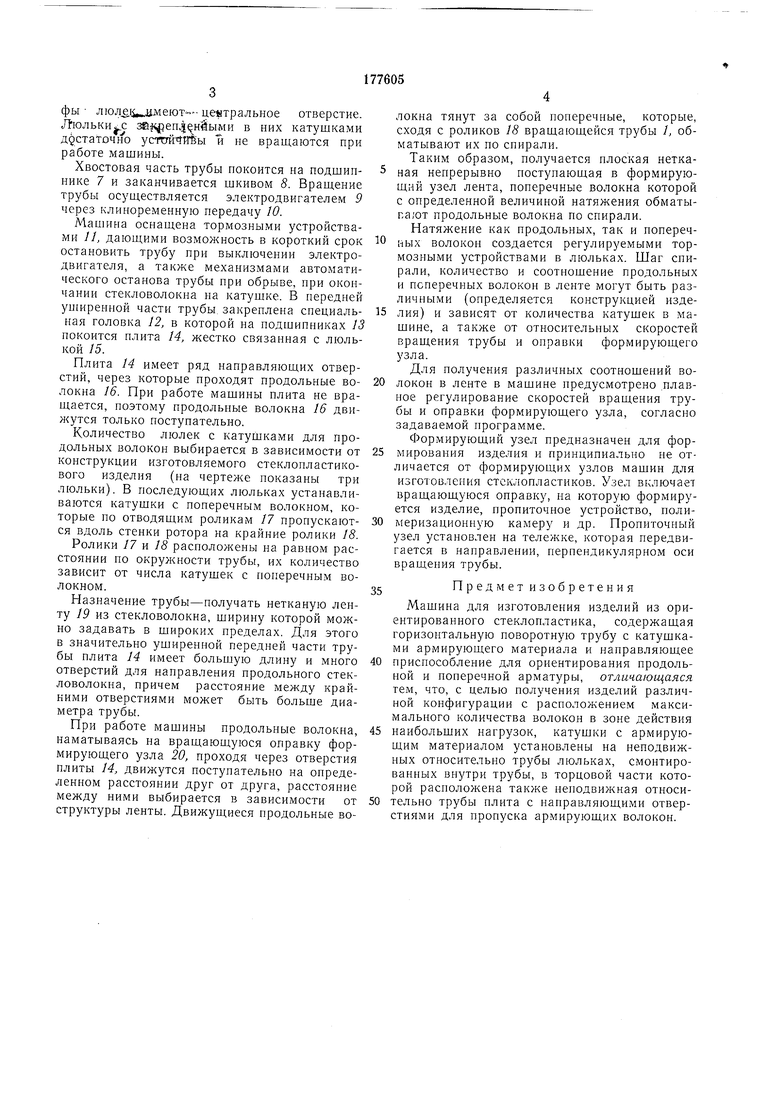
В люльках 5 и.меются посадочные места для катушек со стекловолокном 6 и тормозные устройства .ч,ля создания натяжения стекловолокна. Для прохода стекловолокна цапфы люл.1,л1-меют- - це«тральное отверстие. Люльки с .|§иЙыми в них катушками ддстаточ1-ю ycTTraiflrtbi и не вращаются при работе машины. Хвостовая часть трубы нокоится на подшипнике 7 и заканчивается шкивом 8. Враш,ение трубы осушествляется электродвигателем 9 через клиноременную нередачу 10. Машина оснаш,ена тормозными устройствами /А даюш,ими возможность в короткий срок остановить трубу нри выключении электродвигателя, а также механизмами автоматического останова трубы нри обрыве, ири окончании стекловолокна на катушке. В передней уширенной части трубы, закреплена специальпая головка 12, в которой на подшипниках 13 покоится плита 14, жестко связанная с люлькой 15. Плита 14 имеет ряд направляюших отверстий, через которые проходят продольные волокна /5. При работе машины плита не врашается, поэтому продольные волокна 16 движутся только поступательно. Количество люлек с катушками для продольных волокон выбирается в зависимости от конструкции изготовляемого стеклопластикового изделия (на чертеже показаны три люльки). В носледуюш,их люльках устанавливаются катушки с поперечным волокном, которые по отводяшим роликам /7 пропускаются вдоль стенки ротора на крайние ролики 18. Ролики /7 и 18 расположены на равном расстоянии по окружности трубы, их количество зависит от числа катушек с поперечным волокном. Назначение трубы-получать нетканую ленту 19 из стекловолокна, ширииу которой можно задавать в широких пределах. Для этого в значительно уширенной передней части трубы плита М имеет большую длину и много отверстий для направления продольного стекловолокна, причем расстояние между крайними отверстиями может быть больше диаметра трубы. При работе машины продольные волокна, наматываясь на вращающуюся оправку формирующего узла 20, проходя через отверстия плиты 14, движутся поступательно на определенном расстоянии друг от друга, расстояние между ними выбирается в зависимости от структуры ленты. Движущиеся продольные волокна тянут за собой нонеречные, которые, сходя с роликов 18 врашаюш,ейся трубы /, обматывают их но спирали. Таким образом, получается плоская нетканая непрерывно ноступающая в формируюший узел лента, поперечные волокна которой с определенной величиной натяжения обматыг,а;от продольные волокна по спирали. Натяжение как продольных, так и поперечных волокон создается регулируемыми тор.мозными устройствами в люльках. Шаг спирали, количество и соотношение продольных и поперечных волокон в ленте могут быть различными (определяется конструкцией изделия) и зависят от количества катушек в мащине, а также от относительных скоростей вращения трубы и оправки формирующего узла. Для получения различных соотнощений волокон в ленте в машине предусмотрено плавное регулирование скоростей врашения трубы и оправки формирующего узла, согласпо задаваемой программе. Формирующий узел предназначен для формирования изделия и принципиально не отличается от формирующих узлов машин для изготовления стеклопластиков. Узел включает вращающуюся оправку, па которую формируется изделие, пропиточное устройство, полимеризационную камеру и др. Пропиточный узел установлен на тележке, которая передвигается в направлении, перпендикулярном оси вращения трубы. Предмет изобретения Машина для изготовления изделий из ориентированного стеклопластика, содержащая горизонтальную поворотную трубу с катушками армирующего материала и направляющее приспособление для ориентирования продольной и поперечной арматуры, отличающаяся тем, что, с целью получения изделий различной конфигурации с расположением максимального количества волокон в зоне действия наибольших нагрузок, катушки с армирующим материалом установлены на неподвижных относительно трубы люльках, смонтированных внутри трубы, в торцовой части которой расположена также ненодвижная относительно трубы плита с направляющими отверстиями для пропуска армирующих волокон.
повернуто на SO