Ј
х
00
о
Изобретение относится к производству радиодеталей и может быть использовано для герметизации порошковым компаундом электрических конденсаторов, резисторов и других радиодеталей, а также для нанесения покрытий на другие изделия.
Цель изобретения - расширение эксплуатационных возможностей за счет обеспечения проведения операции окончательной полимеризации материала покрытия в едином автоматическом цикле процесса нанесения покрытия на изделия.
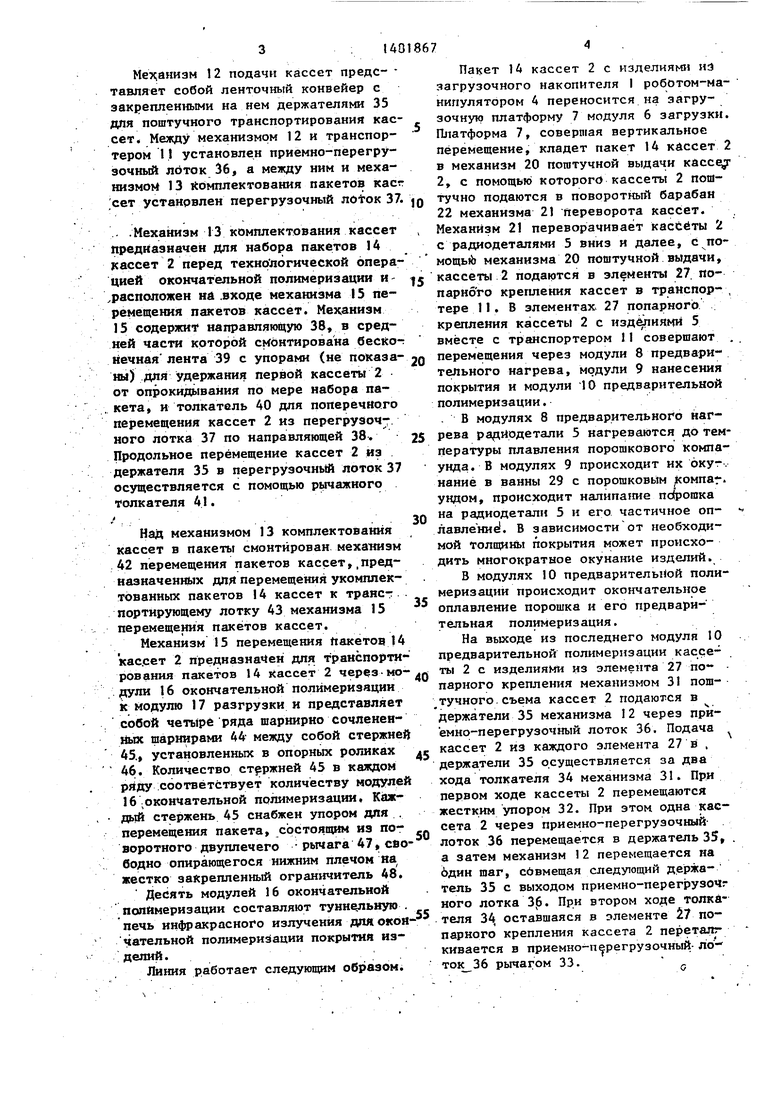
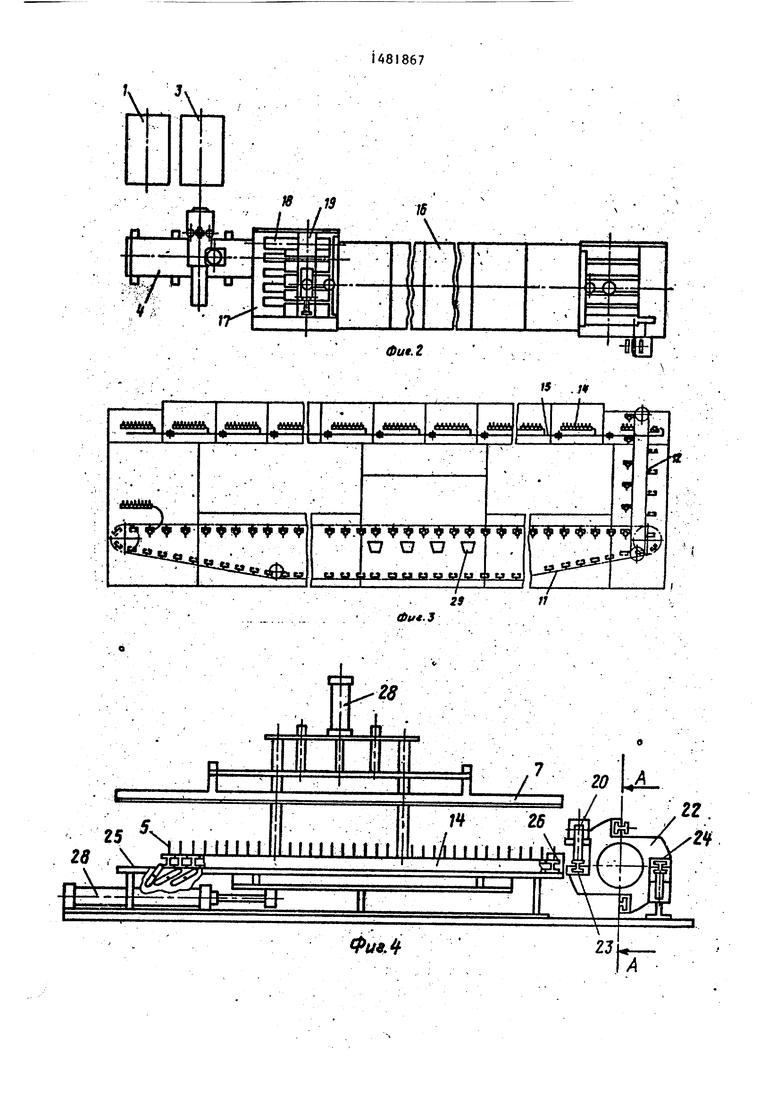
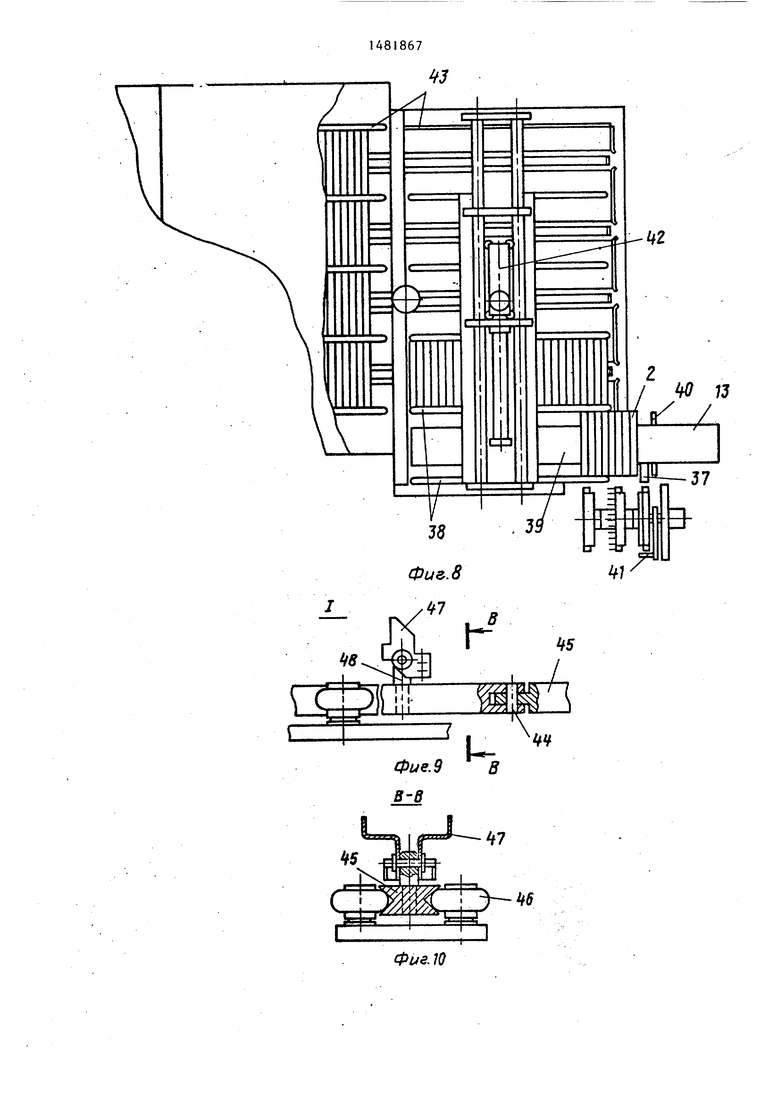
На фиг.1 изображена линия для нанесения покрытия на радиодетали, общий вид; на фиг. 2 - то же, вид сверху; на фиг.З - структурная схема линии; на фиг.4 - механизмы поштучной выда- чи кассет из пакета и механизм переворота кассет; на фиг.З - разрез А-А на фиг.4; на фиг.6 - участок транспортера и механизм гГередачи кассет от транспортера к механизму комплектова- ния пакетов кассет; на фиг.7 - вид Б на фиг.6; на фиг.8 - механизм комплектования- кассет в пакеты; на фиг. 9- узел 1-на фиг.1; на фиг.10 - разрез В-В на фиг.9.
Линия содержит загрузочный накопитель 1 кассет 2, разгрузочный накопитель 3 кассет 2, робот-манипулятор 4 и технологические модули нанесения
и имеет возможность вертикального пе- рещения.
Механизм 20 поштучной выдачи кассет 2 модуля 6 загрузки служит для поштучной подачи кассет 2 из пакета 14 з механизм 21 переворота кассет, который снабжен поворотным барабаном 22, имеющим, по крайней мере, две полки 23 и 24 для удержания кассет 2.
Полки 23 или 24 могут фиксироваться в одной плоскости с загрузочной площадкой 25 и образуют с ней посредством перегрузочного лотка 26 общий транспортный канал.
Полка 24 (или 23) может быть совмещена в горизонтальном направлении с элементом 27 попарного крепления кассет 2 на транспортере 11.
Привод механизмов модуля 6 загрузки осуществляется от пневмоцилинд- . ров 28.
Пять модулей 8 предварительного нагрева компаунда, следующих за модулем 6 загрузки, составляют туннельную печь предварительного нагрева рал диодеталей 5. Нагревательными элементами модулей 8 являются лампы инфракрасного излучения (не показаны). Четыре модуля 9 предназначены для получения влагозащитного покрытия нужной толщины на радиодеталях 5. В каждом модуле 9 расположена ванна 29 для порошкового компаунда, снабжен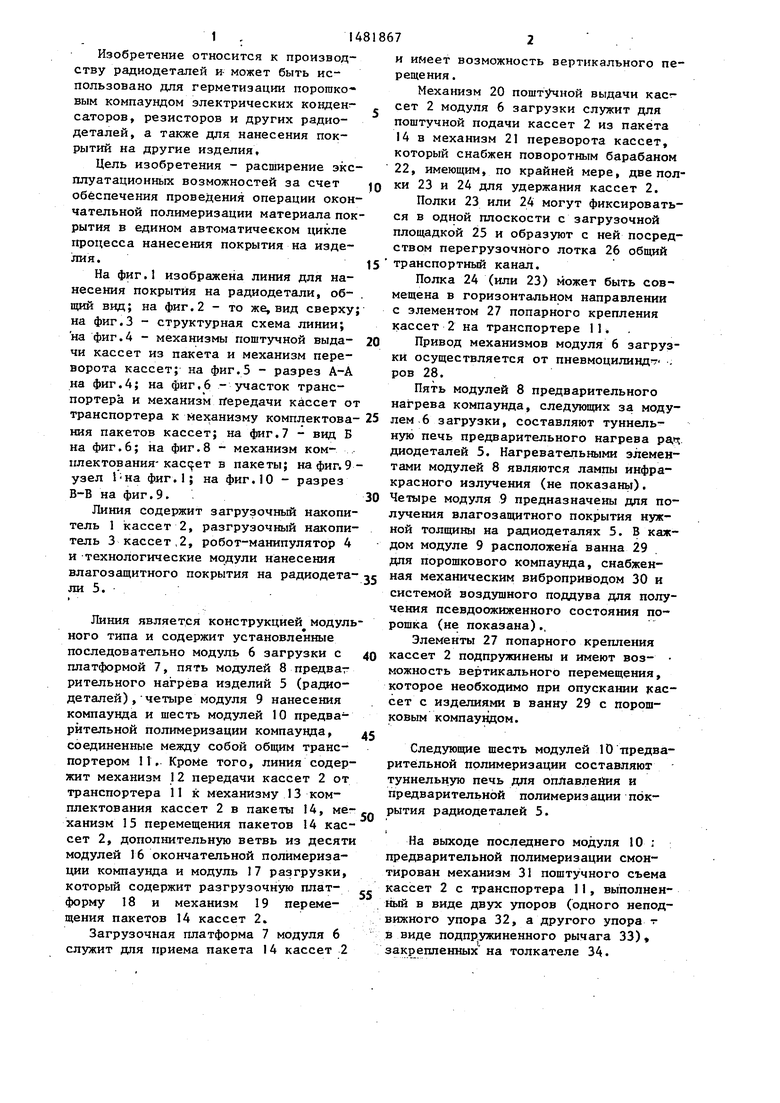

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для покрытия порошковым компаундом радиодеталей | 1981 |
|
SU993346A1 |
| Линия для изготовления конденсаторов | 1987 |
|
SU1624548A1 |
| Устройство для ориентированной подачи плоских радиодеталей с металлизированным покрытием на противоположных сторонах | 1982 |
|
SU1029244A1 |
| Устройство для упаковывания радиодеталей в клейкие ленты | 1985 |
|
SU1399215A1 |
| Устройство для ориентированной подачи деталей | 1982 |
|
SU1048527A1 |
| Устройство для поштучной подачи изделий,преимущественно радиодеталей из кассет с ячейками | 1985 |
|
SU1297266A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для контроля электрических параметров радиодеталей | 1983 |
|
SU1264247A1 |
| Устройство для транспортирования изделий | 1977 |
|
SU682432A1 |
| Устройство для упаковки радиодеталей | 1979 |
|
SU865704A1 |
Изобретение относится к производству радиодеталей и может быть использовано для герметизации порошковым компаундом электрических конденсаторов, резисторов и других радиодеталей, а также для нанесения покрытий на другие изделия. Цель изобретения - расширение эксплуатационных возможностей. Радиодетали в кассетах (К) 2 из накопителя 1 подаются роботом-манипулятором 4 в модуль загрузки 6. Транспортером 11 К перемещаются через модули 8 предварительного нагрева, модули 9 нанесения покрытия и модули 10 полимеризации покрытия. Механизмом 12 К передаются в механизм 13 комплектования К в пакеты. Пакеты К перемещаются механизмом 15 через модули 16 окончательной полимеризации к модулю разгрузки 18, из которого роботом-манипулятором 4 переносятся в накопитель 3. Конструкция механизмов линии позволяет осуществлять поштучную подачу К из пакета в транспортер 11 с последующей комплектацией пакетов К для перемещения через модули 16. 1 з.п.ф-лы, 10 ил.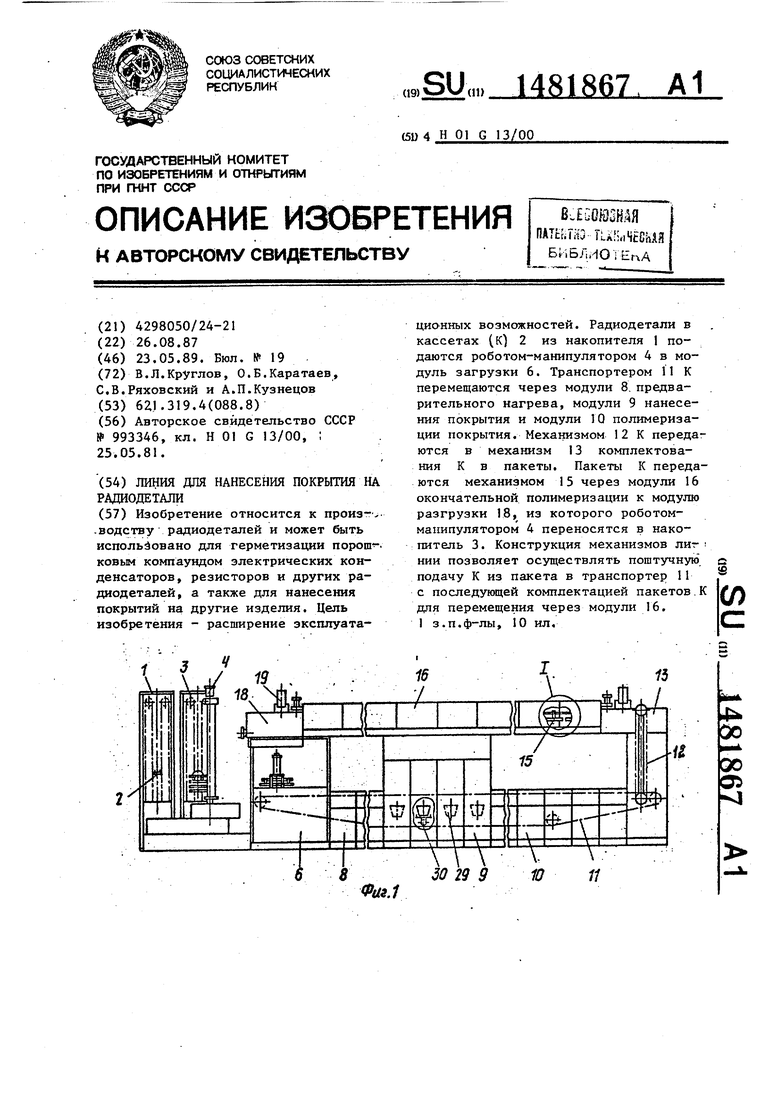
влагозащитного покрытия на радиодета- ная механическим виброприводом 30 и
40
45
ли 5.
Линия является конструкцией модульного типа и содержит установленные последовательно модуль 6 загрузки с платформой 7, пять модулей 8 предваг рительного нагрева изделий 5 (радиодеталей) , четыре модуля 9 нанесения компаунда и шесть модулей 10 предварительной полимеризации компаунда, соединенные между собой общим транспортером И, Кроме того, линия содержит механизм 12 передачи кассет 2 от транспортера 11 к механизму 13 комплектования кассет 2 в пакеты 14, ме- Q ханизм 15 перемещения пакетов 14 кассет 2, дополнительную ветвь из десяти модулей 16 окончательной полимеризации компаунда и модуль 17 разгрузки, который содержит разгрузочную платформу 18 и механизм 19 перемещения пакетов 14 кассет 2.
Загрузочная платформа 7 модуля 6 служит для приема пакета 14 кассет 2
55
системой воздушного поддува для полу чения псевдоожиженного состояния порошка (не показана).
Элементы 27 попарного крепления кассет 2 подпружинены и имеют воз- можность вертикального перемещения, которое необходимо при опускании кас сет с изделиями в ванну 29 с порошковым компаундом.
Следующие шесть модулей 10 -предва рительной полимеризации составляют туннельную печь для оплавления и предварительной полимеризации покрытия радиодеталей 5.
На выходе последнего модуля 10 ; предварительной полимеризации смонтирован механизм 31 поштучного съема кассет 2 с транспортера 11, выполнен ный в виде двух упоров (одного непод вижного упора 32, а другого упора - в виде подпружиненного рычага 33) закрепленных на толкателе 34.
0
5
Q
5
системой воздушного поддува для получения псевдоожиженного состояния порошка (не показана).
Элементы 27 попарного крепления кассет 2 подпружинены и имеют воз- можность вертикального перемещения, которое необходимо при опускании кассет с изделиями в ванну 29 с порошковым компаундом.
Следующие шесть модулей 10 -предварительной полимеризации составляют туннельную печь для оплавления и предварительной полимеризации покрытия радиодеталей 5.
На выходе последнего модуля 10 ; предварительной полимеризации смонтирован механизм 31 поштучного съема кассет 2 с транспортера 11, выполненный в виде двух упоров (одного неподвижного упора 32, а другого упора - в виде подпружиненного рычага 33) закрепленных на толкателе 34.
Механизм 12 подачи кассет преде- - тавляет собой ленточный конвейер с закрепленными на нем держателями 35 для поштучного транспортирования кассет. Между механизмом 12 и транспортером 1I установлен приемно-перегру- эочный лоток 36, а между ним и механизмом 13 комплектования пакетов касг сет установлен перегрузочный лоток 37.
Механизм 13 комплектования кассет предназначен для набора пакетов 14 кассет 2 перед технологической операцией окончательной полимеризации и .расположен на входе механизма 15 перемещения пакетов кассет. Механизм 15 содержит направляющую 38, в средней части которой смонтирована бесконечная лента 39 с упорами (не показаны) для удержания первой кассеты 2 от опрокидывания по мере набора пакета, и толкатель 40 для поперечного перемещения кассет 2 из перегрузочного лотка 37 по направляющей 38. Продольное перемещение кассет 2 из держателя 35 в перегрузочный лоток 37 осуществляется с помощью рычажного толкателя 41.
Над механизмом 13 комплектования кассет в пакеты смонтирован механизм 42 перемещения пакетов кассет,,предназначенных wvt перемещения укомплектованных пакетов 14 кассет к транспортирующему лотку 43 механизма 15 перемещения пакетов кассет.
Механизм 15 перемещения пакетов 14 кассет 2 предназначен для транспортирования пакетов 14 кассет 2 через-модули 16 окончательной полимеризации к модулю 17 разгрузки и представляет собой четыре ряда юарнирно сочлененных шарнирами 44 между собой стержней
45,установленных в опорных роликах
Десять модулей 16 окончательной полимеризации составляют туннельную . печь инфракрасного излучения для окойчательной полимеризации покрытия изделий.
Линия работает следующим образом.
JQ
5
0
5
0
5
0
5
0
5
Пакет 14 кассет 2 с изделиями на загрузочного накопителя I роботом-манипулятором 4 переносится на загрузочную платформу 7 модуля 6 загрузки. Платформа 7, совершая вертикальное перемещение, кладет пакет 14 кассет 2 в механизм 20 поштучной выдачи кассе г 2, с помощью которого кассеты 2 поштучно подаются в поворотный барабан 22 механизма 21 переворота кассет. Механизм 21 переворачивает кассеты 2 с радиодеталями 5 вниз и далее, с по- мощыЬ механизма 20 поштучной выдачи, кассеты 2 подаются в элементы 27 попарного крепления кассет в транспортере 11. В элементах 27 попарного крепления кассеты 2 с изделиями 5 вместе с транспортером 11 совершают . перемещения через модули 8 предварительного нагрева, модули 9 нанесения покрытия и модули 10 предварительной полимеризации.
В модулях 8 предварительного нагрева радиодетали 5 нагреваются до температуры плавления порошкового компаунда. В модулях 9 происходит их окунание в ванны 29 с порошковым компаг- ундом, происходит налипание пфопжа на радиодетали 5 и его частичное оплавление1. В зависимости от необходимой толщины покрытия может происходить многократное окунание изделий.
В модулях 10 предварительной полимеризации происходит окончательное оплавление порошка и его предварительная полимеризация.
На выходе из последнего модуля 10 предварительной полимеризации кассеты 2 с изделиями из элемента 27 по парного крепления механизмом 31 пош- тучного съема кассет 2 подаются в держатели 35 механизма 12 через при- емно-перегрузочный лоток 36. Подача кассет 2 из каждого элемента 27 в , держатели 35 осуществляется за два хода толкателя 34 механизма 31. При первом ходе кассеты 2 перемещаются жестким упором 32. При этом одна кассета 2 через приемно-перегруэочный лоток 36 перемещается в держатель 35 . а затем механизм 12 перемещается на бдин шаг, сбвмещая следующий держатель 35 с выходом приемно-перегрузочг ного лотка 36. При втором ходе толкателя 34 оставшаяся в элементе 27 попарного крепления кассета 2 переталг кивается в приемно-перегрузочный- ло- ток 36 рычагом 33.
Механизм 12 транспортирует кассеты 2 поштучно к механизму 13 комплектования кассет в пакеты 14, При этом происходит переворот кассет 2 изделиями вверх. На входе механизма 13 держатель 35 механизма 12 совмещается с перегрузочным лотком 37 и рычажным толкателем 41, кассета 2 перемещается вдоль перегрузочного лотка 37 в направляющую 38, далее, с помощью втс) рого толкателя 40, кассета перемещается по направляющей 38. ..
Таким образом происходит комплектование пакета 14 кассет (36 кассет 1 в пакете), после чего он с помощью механизма 42 перемещения переталкивается в транспортирующий лоток 43 механизма перемещения пакетов кассет.
После заполнения пакетами кассет всех четырех транспортирующих лотков 43 они с помощью рычагов 47 перемещаются по транспортирующему лотку 43 в первый модуль 16 окончательной полимеризации. По мере комплектования пакеты 14 кассет механизмом 15 перемещаются последовательно через все модули 16.
После выхода из последнего модуля
16пакеты 14 кассет попадают в модуль
17разгрузки, где с помощью механизма 19 поперечного перемещения последовательно подаются на разгрузочную платформу 18, откуда роботом-манипулятором 4 переносятся в накопитель 3 разгрузки. ,
Формула изобретения
5
0
транспортер с элементами крепления кассет с радиодеталями, отличающаяся тем, что, с целью расширения эксплуатационных возможностей, она снабжена модулями окончательной полимеризации компаунда, механизмом перемещения пакетов кассет через модули окончательной полимеризации компаунда, механизмом комплектования пакетов кассет, механизмом передачи кассет от транспортера к механизму комплектования пакетов кассет и механизмом съема кассет с транспортера, а модуль загрузки снабжен механизмом поштучной выдачи кассет из пакета и механизмом переворота кассет, причем механизм перемещения пакетов кассет выполнен в виде транспортного лотка с размещенным в нем толкателем, механизм комплектования пакетов кассет , выполнен в виде двух толкателей, установленных с возможностью поочередного перемещения в двух взаимно пер- 5 пендикулярных направлениях в плоское ти, параллельной плоскости транспортного лотка механизма перемещения па-, кетов кассет, механизм передачи касгг. сет от транспортера к механизму ком- плектования пакетов кассет выполнен в виде ленточного конвейера с держателями кассет, механизм съема кассет с транспортера выполнен в виде толкателя с неподвижным упором и упором в виде подпружиненного рычага, а механизм переворота кассет выполнен в виде поворотного барабана с полками для размещения кассет на его поверхности .
0
0
5
щгфгъъъъьъъ + ъу
о и и и
ц ы 11 ч еаслмса м/м
II Ц Ц
25
N I I I ИИ
/5
X,
SI
Фи.2
НИ
WWW,
jUUUMA
ЈSM
ш
Ч
ф ф ф Ч
jtJ3f
г#
/f
I ИЛ I I I I I I I I
Ф/А4
SЈ
дъпф
21
xtJ
К
82
fib
д-г
gpng
/ ч
iЈ
v I iimmm i nuniiim in
I
U
ТТ
Z98I8 1
0 73
| Устройство для покрытия порошковым компаундом радиодеталей | 1981 |
|
SU993346A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
