Изобретение относится к производству ргщиодеталей, в частности электрических конденсаторов, и может быть использовано для герметизации радиодеталей их компаундирования.
Известно усчройство для покрытия радиодеталей порошковым компаундом, содержащее транспортер с элементами крепления кассет с радиодеталями и ванну для компаунда. Устройство со,держит также термокамеры предварительного нагрева радиодеталей и камеры оплавления компаунда на радиодеталях |1.
Недостатком известного устройства является неудовлетворительное качество покрытия, обусловленное тем, что порошковый компаунд при воздействии тепла от термокамер собирается в комки, а ванна с компаундом большую часть цикла находится в зоне нагрева и не имеет защиты от тепла.
Цель изобретения - повышение качества покрытий.
Указанная цель достигается тем, что устройство для покрытия порошковым компаундом радиодеталей, содержащее транспортер с элементами крепления кассет с радиодеталями и
ванну для компаунда, снабжено расположенными над ванной механизмом перемещения кассет в ванну, выполненным в виде пневмоцилиндра со штоком, и упорами, образукмадами щель для прохода радиодеталей, а элементы крепления кассет с радиодеталями на транспортере выполнены в виде двух расположенных одна в другой ра10мок, причем внешняя рамка жестко закреплена на транспортере, внутренняя рамка соединена с внешней посредством пружин, а пневмоцилиндр механизма перемещения кассет в ван15ну установлен с возможностью взаимодействия посредством штока с внутренней рамкой.
Кроме того, в упорах выполнены замкнутые полости для прохода хлад20агента.
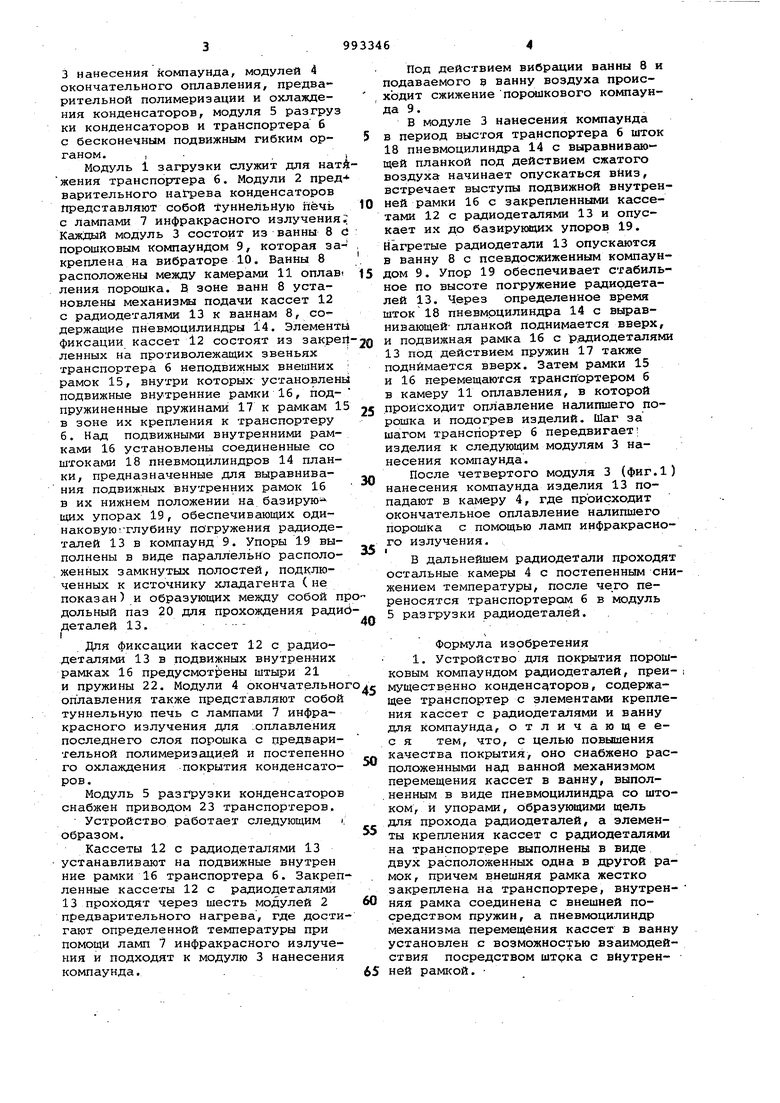
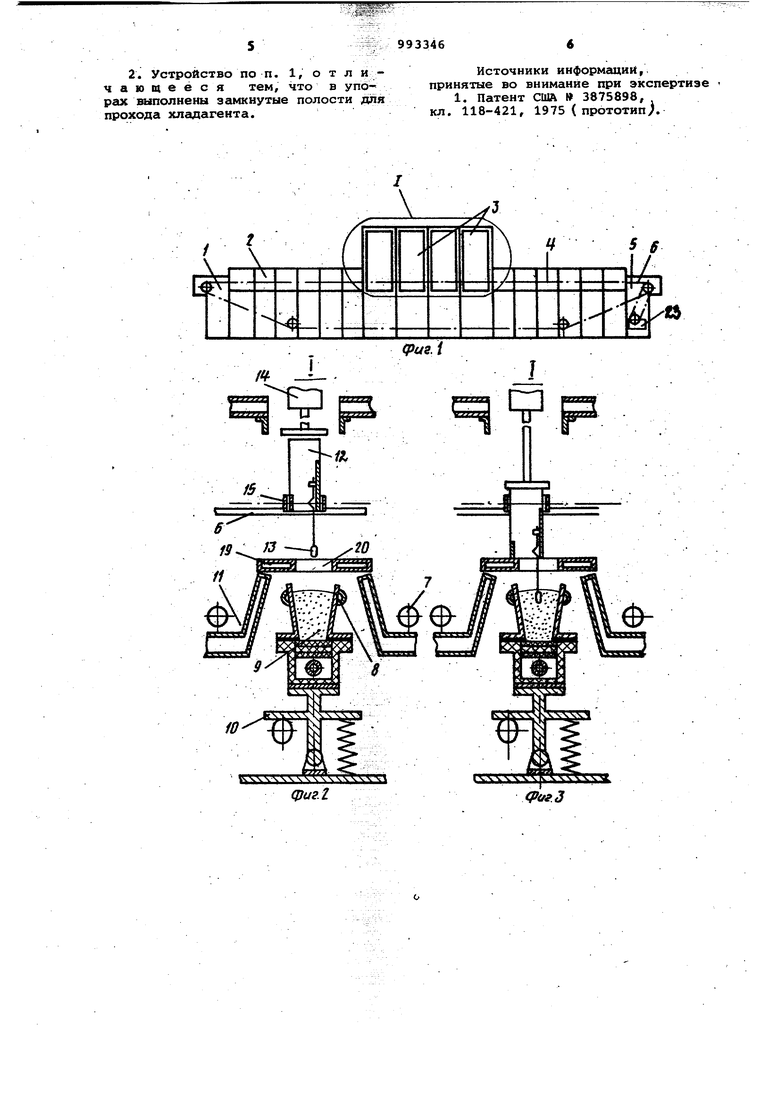
На фиг. 1 изображено устройство, общий вид; на фиг. 2 и 3 - схема работы устройства в двух положениях (узел 1 на фиг. 1); на фиг. 4 и-5 25устройство в двух положениях, поперечный разрез.
Устройство является конструкцией модульного типа и состоит из модуля 1 загрузки, модулей 2 предваритель30ного нагрева конденсаторов,модулей 3 нанесения компаунда, модулей 4 окончательного оплавления, предварительной полимеризации и охлажде ния конденсаторов, модуля 5 разгруз ки конденсаторов и транспортера 6 с бесконечным подвижным гибким ор ганом. , .. Модуль 1 загрузки служит для нат жения транспортгера 6. Модули 2 пред варительного нагрева конденсаторов представляют собой туннельную печь с лампами 7 инфракрасного излучения Каждый модуль 3 состоит из ванны 8 порошковым компаундом 9, которая за креплена на вибраторе 10, Ванны 8 расположены между камерами 11 оплав ления порошка. В зоне ванн 8 установлены механизмы подачи кассет 12 с радиодеталями 13 к ваннам 8, содержащие пневмоцилиндры 14. Элемент фиксации кассет 12 состоят из закре ленных на противолежащих звеньях транспортера 6 неподвижных внешних рамок 15, внутри которых установлен подвижные внутренние рамки 16, подпружиненные пружинами 17 к рамкам 1 в зоне их крепления к транспортеру 6. Над подвижными внутренними рамками 16 установлены соединенные со штоками 18 пневмоцилиндров 14 планки, предназначенные для выравнивания подвижных внутренних рамок 16 в их нижнем положении на базирую щих упорах 19, обеспечивающих одинаковую -глубину погружения радиодеталей 13 в компаунд 9. Упоры 19 выполнены в виде параллельно расположенных замкнутых полостей, подключенных к источнику хладагента (не показан) и образующих между собой п дольный паз 20 для прохождения ради деталей 13. . .-Для фиксации кассет 12 с радиодеталями 13 в подвижных внутрен-них рамках 16 предусмотрены штыри 21 и пружины 22. Модули 4 окончательно оплавления также представляют собой туннельную печь с лампами 7 инфракрасного излучения для .оплавления последнего слоя порошка с предварительной полимеризацией и постепенно го охлаждения покрытия конденсаторов. Модуль 5 разгрузки конденсаторов снабжен приводом 23 транспортеров. Устройство работает следующим i образом. Кассеты 12 с радиодеталями 13 устанавливают на подвижные внутрен ние рамки 16 транспортера 6. Закреп ленные кассеты 12 с радиодеталями 13 проходят через шесть модулей 2 предварительного нагрева, где дости гают определенной температуры при помощи ламп 7 инфракрасного излучения и подходят к модулю 3 нанесения компаунда. . Под действием вибрации ванны 8 и подаваемого е ванну воздуха происходит сжижение порошкового компаунда 9 . В модуле 3 нанесения компаунда в период выстоя транспортера 6 шток 18 пневмоцилиндра 14 с выравнивающей планкой под действием сжатого воздуха начинает опускаться вНиз, встречает выступы подвижной внутренней рамки 16 с закрепленными кассетами 12 с радиодеталями 13 и опускает их до базирующих упоров 19. Нагретые радиодетали 13 опускаются в ванну 8 с псевдосжиженным компаундом 9. Упор 19 обеспечивает стабильное по высоте погружение радирдеталей 13. Через определенное время шток 18 пневмоцилиндра 14 с выравнивающей- планкой поднимается вверх, и подвижная рамка 16 с р,адиодетапями 13 под действием пружин 17 также поднимается вверх. Затем рамки 15 и 16 перемещаются транспортером 6 в камеру 11 оплавления, в которой происходит оплавление налипшего порошка и подогрев изделий. Шаг за шагом транспортер 6 передвигает; изделия к следующим модулям 3 нанесения компаунда. После четвертого модуля 3 (фиг.1) нанесения компаунда изделия 13 попадают в камеру 4, где происходит окончательное оплавление налипшего порошка с помощью ламп инфракрасного излучения. I В дальнейшем радиодетали проходят остальные камеры 4 с постепенным снижением температуры, после че.го переносятся транспортером 6 в модуль 5 разгрузки радиодеталей. Формула изобретения 1. Устройство для покрытия порошковым компаундом радиодеталей, преимущественно конденсаторов, содержащее транспортер с элементс1ми крепления кассет с радиодеталями и ванну для Компаунда, отличающеес я тем, что, с целью повышения качества покрытия, оно снабжено расположенными над ванной механизмом перемещения кассет в ванну, выполненным в виде пневмоцилиндра со штоком, и упорами, образующими щель для прохода радиодеталей, а элементы крепления кассет с радиодеталями на транспортере выполнены в виде двух расположенных одна в другой рамок, причем внешняя рамка жестко закреплена на транспортере, внутренняя рамка соединена с внешней посредством пружин, а пневмоцилиндр механизма перемещения кассет в ванну установлен с возможностью взаимодействия посредством штока с внутренней рамкой.
2. Устройство по п. 1, о т л и чающееся тем, что в упорах выполнены замкнутые полости дая прохода хладагента.
9933466
Источники информгщиИ,. принятые во внимание при экспертизе
1. Патент США 3875898, кл. 118-421, 1975 ( прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для нанесения покрытия на радиодетали | 1987 |
|
SU1481867A1 |
| Устройство для сортировки радиодеталей по электрическим параметрам | 1982 |
|
SU1095472A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1984 |
|
SU1220149A1 |
| Устройство для кодовой маркировки радиодеталей | 1984 |
|
SU1226549A1 |
| Автоматическая линия для группового изготовления радиодеталей | 1991 |
|
SU1799481A3 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1979 |
|
SU928689A1 |
| Автоматическая линия для изготовления радиодеталей | 1983 |
|
SU1128298A1 |
| Устройство для ориентированной подачи плоских радиодеталей с металлизированным покрытием на противоположных сторонах | 1982 |
|
SU1029244A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами | 1987 |
|
SU1413737A1 |
19
Фиг.
