Изобретение относится к производству радиодеталей и может быть использовано для сборки и герметизации электрических конденсаторов.
Цель изобретения - повышение производительности.
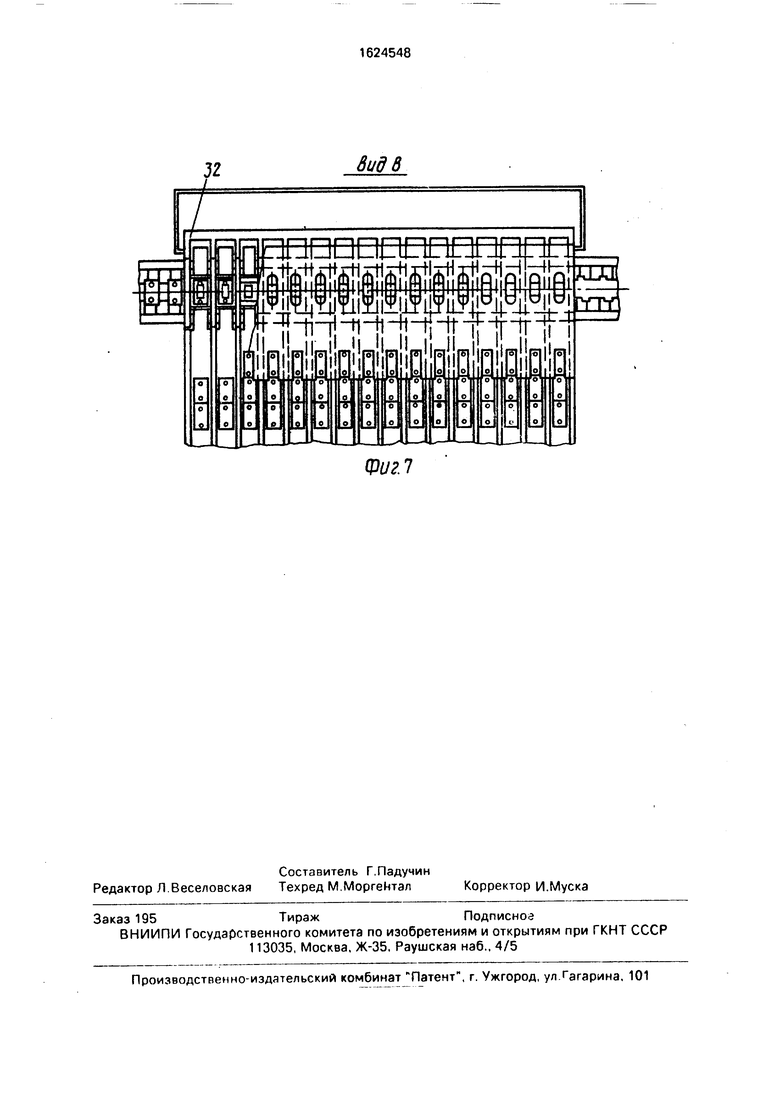
На фиг. 1 изображена общая схема устройства; на фиг. 2 - кинематическая схема устройства; на фиг. 3, 4 - механизм сборки в двух положениях (разрез А-А на фиг. 1); на фиг. 5 и б - механизм выгрузки в двух положениях (разрез Б-Б на фиг. 1); на фиг. 7 - вид В на фиг. 5.
Линия содержит механизм загрузки секций конденсаторов с вибробункером 1 и ленточным транспортером 2, печь 3 предварительного подогрева секций 4 конденсаторов, размещенных в носителях 5 (кассетах), механизм б сборки секций 4 с корпусами 7, размещенными в носителях 8(кассетах), дозатор 9 первой заливки смолы, печь 10 первой полимеризации Ъмолы, дозатор 11 второй заливки смолы, печь 12 второй полимеризации смолы, блок 13 контроля электропрочности, устройство 14 выгрузки, готовых конденсаторов 15 и механизм загрузки корпусов конденсаторов с вибробункером 16 и ленточным транспортером 17.
Линия содержит два замкнутых транспортных лотка, размещенных в двух уровнях, каждый из которых содержит две параллельные ветви. Транспортные лотки перекрывают друг друга на позиции сборки. Верхний лоток содержит ветви 18 и 19, объединенные с одного конца перекладочной площадкой 20, а с другого конца на позиции сборки - верхней перекладочной площадкой 21 механизма 6 сборки. Нижний лоток содержит ветви 22 и 23, объединенные с одного конца перекладочной площадкой 24, а с другого конца на позиции сборки - нижней перекладочной площадкой 25 механизма 6 сборки.
Механизм 6 сборки содержит также разделительную гребенку 26, количество гнезд в которой равно количеству заходов в окно 27, выполненное в верхней перекладочной площадке 21. Над гребенкой 26 размещен толкатель 28 для перемещения носителей 5 секций 4 по перекладочной площадке 21. Механизм 6 сборки содержит также грунтовой досылатель 29 и толкатель 30 для перемещения носителей 8 корпусов 7 по перекладочной площадке 25. Ветвь 22 нижнего лотка проходит через печи 10 и 12 полимеризации и снабжена толкателем 31, а ветвь 23 нижнего лотка проходит через печи 10 и 12 полимеризации зигзагообразно. Аналогично проходят через печь 3 предварительного подогрева ветви 18 и 19 верхнего лотка.
Устройство 14 выгрузки содержит сепаратор 32 в виде гребенки с пластинчатыми
зубьями, которые могут заходить в пазы ограждения 33 ветви 24 нижнего лотка.
Под нижним лотком установлен связанный с блоком 13 контроля электропрочности подъемник 34 с толкающими элементами 35
0 и 36 в виде штоков пневмоцилиндров, которые могут заходить в отверстия днища нижнего лотка. Над сепаратором 32 размещен грунтовой съемник 37 конденсаторов 15, установленный с возможностью перемеще5 ния от воронки 38 брака к лотку 39 приема готовых изделий.
Подача носителей 5 к механизму загрузки секций конденсаторов осуществляется толкателями 40 и 41, а возврат пустых носи0 телей 5 от механизма 6 сборки - толкателем 42. Подача носителей 8 к механизму загрузки корпусов конденсаторов осуществляется толкателями 43 и 44. Перемещение носителей 5 и 8 в печах 3, 10 и 12 осуществляется
5 толкателями 45 и 46.
Линия работает следующим образом. Из вибробункера 1 по ленточному транспортеру 2 в ориентированном положении подаются секции 4 конденсаторов, ко0 торые поштучно загружаются в носители 5, поступающие затем по ветви 18 верхнего лотка через печь 3 предварительного подогрева на верхнюю перекладочную площадку 21 механизма 6 сборки. Из вибробункера 16
5 по ленточному транспортеру 17 в ориентированном положении корпуса 7 конденсаторов поштучно загружаются в носители 8, поступают на ветвь 22 нижнего лотка и по мере накопления передвигаются толкате0 лем 31 вдоль ветви 22, проходящей через печи 10 и 12 полимеризации, к дозатору 9, где в каждый корпус 7 заливается первая порция смолы. С позиции заливки носитель 8 с корпусами 7 поступает на нижнюю пере5 кладочную площадку 25 механизма 6 сборки, где она перемещается с ветви 22 на ветвь 23 нижнего лотка и устанавливается под окном 27 площадки 21. Гнезда гребенки 26 механизма 6 сборки задвигаются в
0 окно 27 верхней перекладочной площадки 21 и в этот момент носитель 5 освобождается от секций 4 толкателем 28, передвигающимся вместе с гребенкой 26. Секции 4 проходят сквозь гнезда гребенки 26, удер5 живающие секции 4 от боковых смещений при падении в корпуса 7, отцентрированные предварительно в гнездах гребенки 26.
Освобожденный от секций 4 носитель 5 передвигается на верхней перекладочной площадке 21 на ветвь 19 верхнего лотка и
перемещается к перекладочной площадке 20, откуда поступает к механизму загрузки секциями 4 и далее через печь предварительного подогрева 3 к механизму 6 сборки.
Вертикальным групповым досылателем 29 секции 4 принудительно погружаются в смолу в корпусах 7, после чего носитель 8 с конденсаторами 15 по ветви 23 нижнего лотка поступает в печь 10 первой полимеризации, на вторую заливку смолой дозатором 11. в печь 12 второй полимеризации, проходит блок 13 контроля электропрочности и перемещается к устройству 14 выгрузки конденсаторов 15. Пластинчатые зубья сепаратора 32 вдвигаются в пазы ограждения 33 лотка. По сигналу от блока 13 контроля электропрочности срабатывают соответствующие пневмоцилиндры подъемника 34. Штоками 35, проходящими через отверстия в ветви 23 нижнего лотка, поднимаются из носителя 8 годные конденсаторы 15, проходя в гнезда, образуемые.зубьями сепаратора 32 и ограждением 33. Затем включается групповой съемник 37 и перемещает годные конденсаторы 15 на лоток 39. После этого включается общий пневмоцилиндр подъемника 34 и штоки 36 поднимают из носителя 8 оставшиеся в нем бракованные конденсаторы 15. Групповой съемник 37, возвращаясь в исходное положение, сбрасывает бракованные конденсаторы 15 в воронку 38 брака. Освобожденный от конденсаторов 15 носитель 8 премещается на перекладочную площадку 24, с нее поступает на загрузку корпусами 7 и по ветви 22 нижнего лотка через печи 12 и 10 переталкивается к механизму 6 сборки, куда одновременно с ним поступает по верхнему лотку кассета 5 с секциями 4, и процесс изготовления конденсаторов 15 продолжается.
Применение изобретения позволяет повысить производительность линии за счет
одновременного осуществления нескольких технологических операций, а также повысить надежность конструкции и снизить ее металлоемкости.
Формула изобретения
1.Линия для изготовления конденсаторов, содержащая соединенные транспортными лотками устройства загрузки секций конденсаторов и корпусов, устройство выгрузки конденсаторов, механизм сборки секций конденсаторов с корпусами, дозаторы для заливки смолы, печи подогрева и полимеризации и носители секций конденсаторов и корпусов, отличающаяся тем, что, с целью повышения производительности, транспортные лотки расположены на двух уровнях, замкнуты в горизонтальной плоскости, перекрывают один другой на позиции сборки и проведены сквозь печи, а механизм сборки снабжен двумя размещенными одна над другой перекладочными площадками, к которым примыкают транспортные лотки, разделительной гребенкой с гнездами для секций конденсаторов и корпусов и толкателями для подачи носителей с секциями конденсаторов и корпусами, причем в верхней перекладочной площадке выполнено окно для размещения разделительной гребенки.
2.Линия по п. 1. отличающаяся тем, что устройство выгрузки конденсаторов снабжено сепаратором в виде гребенки с пластинчатыми зубьями, подъемником конденсаторов с толкающими элементами, установленным над транспортным лотком, и групповым съемником, установленным над сепаратором, причем в днище транспортного лотка выполнены отверстия для захода толкающих элементов подъемника, а в бортах лотка выполнены пазы для захода зубьев гребенки сепаратора.
оо т
ю
чСМ«О
91
/ -гпФ
91
9-9
9 Щ
LЈ
9-9

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для нанесения покрытия на радиодетали | 1987 |
|
SU1481867A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Устройство для сборки конденсаторов | 1988 |
|
SU1619350A1 |
| Устройство для сборки конденсаторов | 1989 |
|
SU1725274A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| Устройство для установки лепестковых контактов в гнезде колодки разъема | 1984 |
|
SU1274033A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для контроля электрических параметров конденсаторов | 1975 |
|
SU636700A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1973 |
|
SU369640A1 |
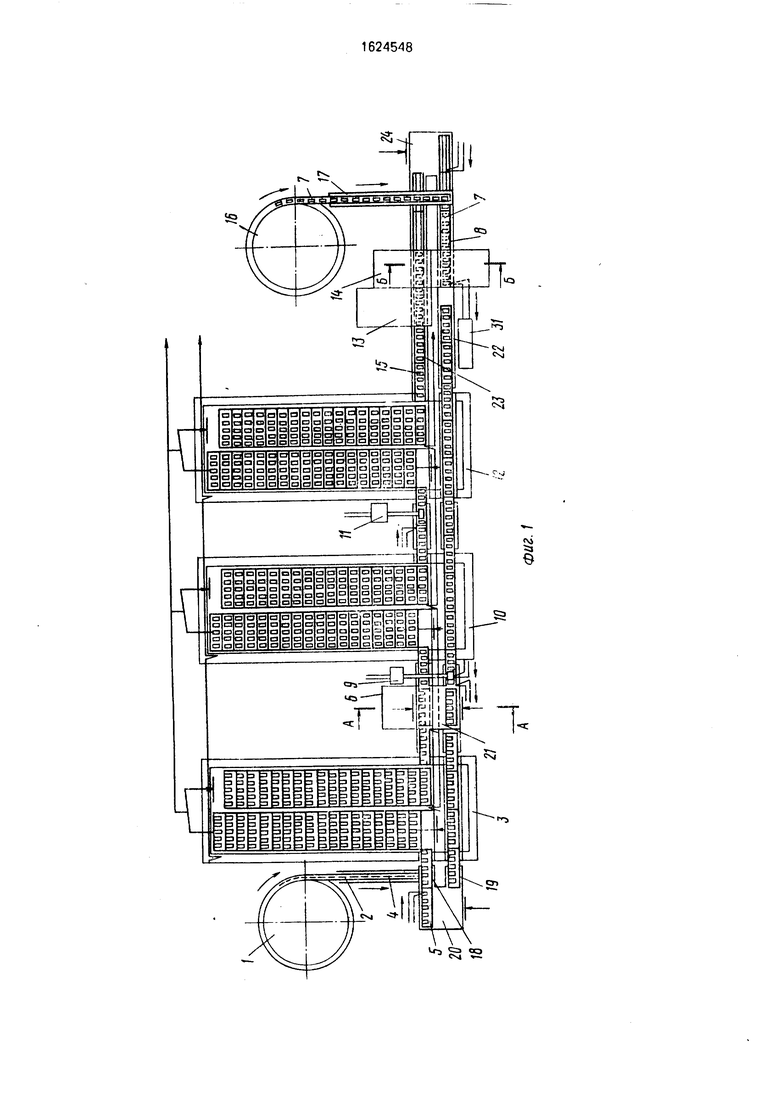

Изобретение относится к производству радиодеталей и может быть использовано для сборки и герметизации электрических конденсаторов. Цель изобретения - повышение производительности - достигается 1829 6 42 2128 дО 8Ю /J за счет того, что транспортные лотки линии расположены в двух уровнях, замкнуты в горизонтальной плоскости, перекрывают один другой на позиции сборки и проходят через печи предварительного подогрева 3 и полимеризации 10 и 12. Верхний транспортный лоток содержит ветви 18 и 19, объединенные перегрузочными площадками 20 и 21. На верхний транспортный лоток из вибробункера 1 ленточным транспортером 2 подаются секции конденсаторов. На нижний транспортный лоток из вибробункера 16 ленточным транспортером 17 подаются корпуса конденсаторов. В механизме С сборки осуществляется установка секций конденсаторов в корпуса. 1 з.п. ф-лы, 7 ил. W Ё -fj/# О го 4Ь сл 00 4J J4 
#-Б
ГЭДЙ
V-V
32
jtfortt/dTAllAtlAtl
вппоппппппп
чШРйнШЖМИШЙ
I
1
EljTimilJElff №Hl imf|-|rf1
L l« „ „
° ° a.
Ј. S. IS.
Вид В
Й
1
Фиг 1
| Патент США № 4268942, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
