Изобретение относится к металлургии, а именно к способам изготовления сталей и жаропрочных сплавов.
Целью является получение корундовых тиглей с высокой термической стойкостью.
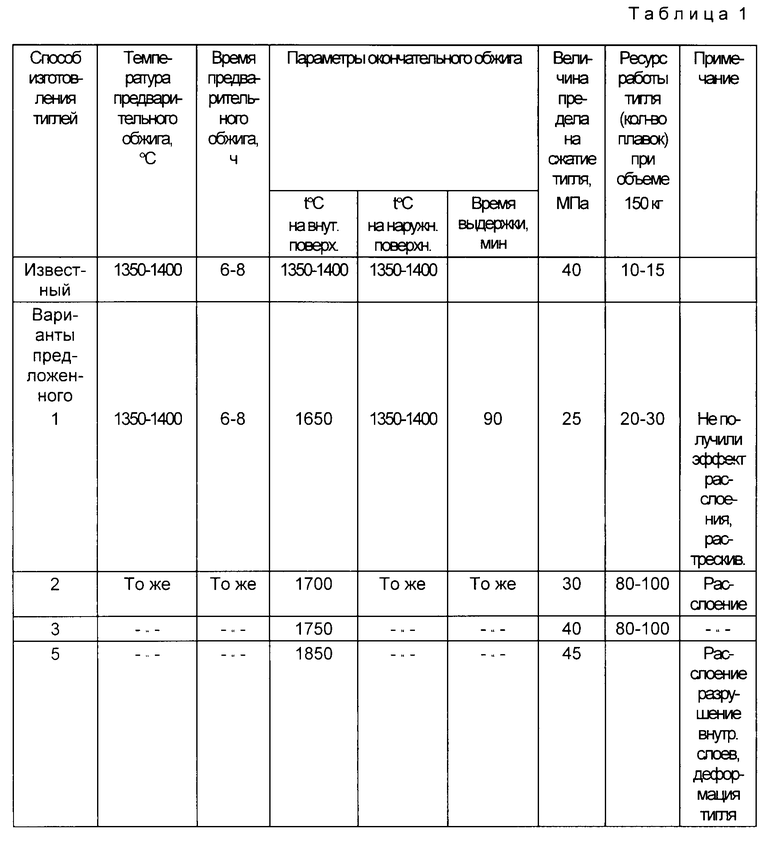
Заготовку тигля, полученную из 70 мас. корунда и 30 мас. глинозема, отформованную методом вибролитья в гипсовую форму и обожженную на поддоне в изотермическом температурном поле при 1350-1400oC, помещают в индуктор, засыпают и уплотняют пространство между корундовым тиглем и индуктором огнеупорным песком с коэффициентом термического расширения, большим, чем у материала черепка тигля, вставляют внутрь тигля стержень из электрокорундового материала (например, графита), подключают стержень во вторичную цепь индуктора и нагревают черепок тигля в переменном температурном поле, создавая на внутренней поверхности черепка тигля температуру в пределах 1700-1800oC, а на внешней поверхности температуру 1350-1400oC и наружное давление огнеупорным песком по внешнему контуру черепка не более 40 МПа прочности заготовки при сжатии, выдерживают черепок тигля при этом перепаде и давлении не менее 1,5 ч до образования эквидистантных расслоений тигля.
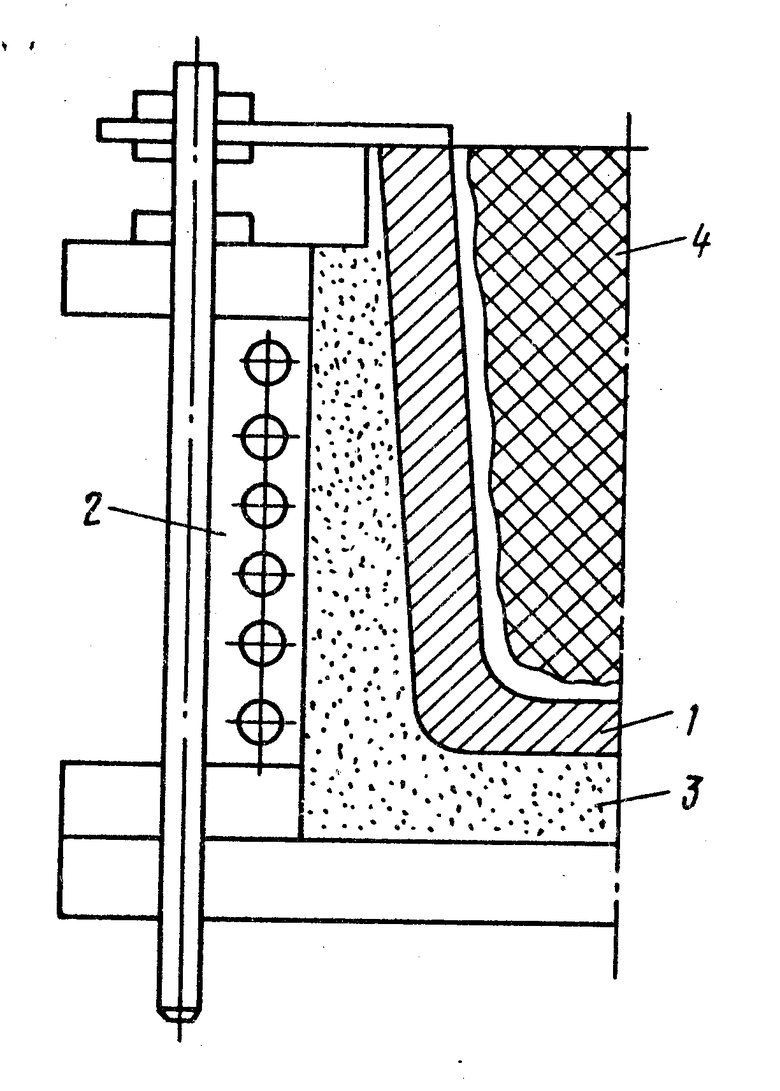
На чертеже представлена схема обжига корундового черепка в переменном температурном поле.
Корундовый черепок 1 помещают в индуктор 2, пространство между ними засыпают и уплотняют огнеупорным песком 3 с коэффициентом термического расширения, большим, чем у материала керамического черепка, наружное давление огнеупорным песком по внешнему контуру черепка не более 40 МПа, вставляют во внутрь черепка тигля стержень из электропроводного материала 4, подключают стержень во внутреннюю цепь индуктора и нагревают черепок тигля в переменном температурном поле. Температура на внутренней стороне черепка тигля 1700-1800oC, а на внешней поверхности 1350-1400oC.
Время спекания керамического тигля при указанном перепаде температур между внутренней и внешней стенками тигля не менее 1,5 ч.
Перепад температур на внутренней (1750oC) и внешней (1370oC) стенках тигля приводит к тому, что на внутренней поверхности тигля происходит процесс рекристаллизации корундовой керамики, образуется плотноспекающаяся структура, а на внешней поверхности корундового тигля керамика остается в состоянии первоначального спекания. Разница в усадках от внутренней до внешней поверхности по толщине стенки тигля, жесткая фиксация черепка тигля со всех сторон, снимающая чрезмерные напряжения растяжения в стенке тигля, создают условия для образования эквидистантных расслоений керамики тигля, т.е. создания многослойной структуры.
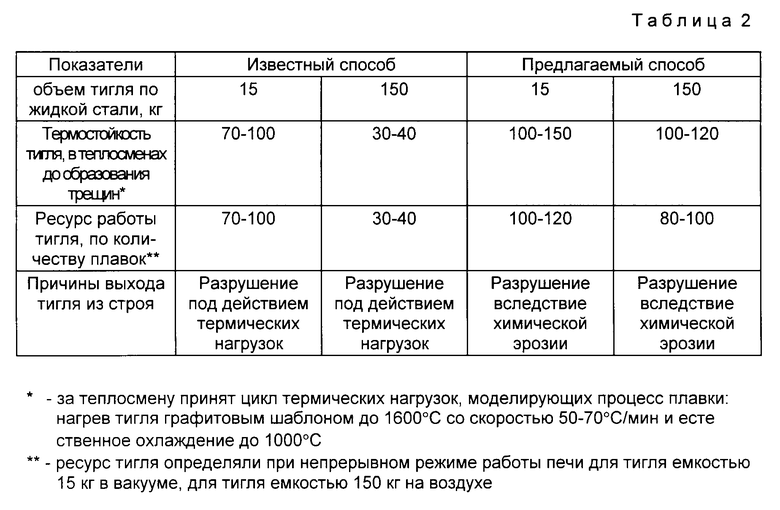
Свойства структуры в зависимости от параметров способа приведены в табл. 1, ресурс работы в табл. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических плавильных тиглей | 2018 |
|
RU2713049C1 |
| Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления | 2016 |
|
RU2623404C1 |
| Способ изготовления керамических плавильных тиглей | 2023 |
|
RU2809398C1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2099307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1997 |
|
RU2129110C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ изготовления трубок из зинтер-корунда | 1937 |
|
SU54089A1 |
| СПОСОБ ОТВЕРЖДЕНИЯ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164716C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОЗРАЧНОЙ АЛЮМООКСИДНОЙ КЕРАМИКИ | 1995 |
|
RU2083531C1 |
| Набивная огнеупорная масса | 1979 |
|
SU773029A1 |
Изобретение относится к металлургии, а именно к способам изготовления корундовых сменных тиглей для плавки сталей и жаропрочных сплавов. Для получения корундовых тиглей с высокой термической стойкостью смешивают, например, 70% корунда и 30% глинозема, формуют заготовку тигля, которую обжигают при 1350-1400oC, помещают в индуктор, засыпают и уплотняют пространство между черепком тигля и индуктором огнеупорным порошком, который уплотняют до обеспечения сжатия, не превышающего предел прочности при сжатии заготовки, вставляют внутрь заготовки тигля стержень из электропроводного материала, подключают стержень во вторичную цепь индуктора и нагревают черепок тигля в переменном поле, создавая на внутренней поверхности черепка тигля температуру в пределах 1700-1800oC, а на внешней поверхности температуру 1350-1400oC. 1 ил., 2 табл.
Способ изготовления сменных тиглей, включающий размещение исходного материала внутри индуктора с последующей термообработкой в переменном магнитном поле с односторонним нагревом от внутренней поверхности, отличающийся тем, что, с целью получения корундовых тиглей с высокой термической стойкостью, предварительно формуют заготовку из оксида алюминия и обжигают ее при 1350 1400oС, а при термообработке в магнитном поле поддерживают температуру на внешней поверхности 1350 1400oС, причем пространство между заготовкой и индуктором засыпают огнеупорным порошком и уплотняют до обеспечения сжатия, не превышающего предел прочности при сжатии заготовки.
| Авторское свидетельство СССР N 818138, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
