Изобретение относится к огнеупорной промышленности, а именно к способу изготовления керамических плавильных тиглей используемых для литья металлических сплавов.
Для плавки и литья металлических сплавов в литье по выплавляемым моделям применяют керамические высокоогнеупорные тигли. Однако в промышленных условиях эти тигли недолговечны. В процессе эксплуатации происходит их преждевременное растрескивание и попадание частиц огнеупорного материала тигля в состав заливаемого сплава. Это ведет к загрязнению расплава неметаллическими включениями, что является недопустимым при получении отливок ответственного назначения.
Кроме того, ввиду невысокой температурной стойкости плавильного тигля, в процессе плавления, заливки и охлаждения происходит физико-химическое взаимодействие расплава с материалом плавильного тигля. Химически активные и тугоплавкие сплавы (жаропрочные сплавы на никелевой основе, титановые сплавы, ниобиевые сплавы и т.п.) при плавке и заливке, обладают высокой способностью вступать в химическую и механическую реакцию с огнеупорным материалом внутренней поверхности тигля, что приводит к его эрозии. Поэтому к керамическим тиглям предъявляются повышенные требования, прежде всего по огнеупорности и термохимической стойкости. Для этого, при изготовлении тигля, необходимо использовать инертные, по отношению к расплавам, исходные огнеупорные керамические и связующие материалы.
Известен способ изготовления плавильного керамического тигля, включающий смешивание огнеупорных шихтовых материалов, приготовление парафинсодержащей керамической массы, формование тигля из керамической массы в металлической форме, удаление парафинсодержащего термопластичного связующего и высокотемпературный обжиг. Заполнение формообразующей полости парафинсодержащей керамической массой проводится в режиме виброформования в условиях радиального температурного градиента на фронте затвердевания парафинсодержащей керамической массы, направленного от внутренней формообразующей поверхности к наружной формообразующей поверхности, частичное удаление парафинсодержащего термопластичного связующего проводится в засыпке глиноземом с последующей пропиткой тигля изнутри спиртовым раствором соли, содержащим ионы металлов: Al, Mg, Zr, Hf, РЗМ или их смесью, далее осуществляют высокотемпературный обжиг при температуре 1350-1550°С в течение 6-8 часов. (РФ № 2713049, 2020)
Недостатками этого способа является сложность и многостадийность процесса изготовления плавильного керамического тигля.
Известен способ изготовления изделий из корундовой керамики, при котором приготавливают формовочную смесь, содержащую электрокорундовые фракции 0,01-3,0 мм, реактивный глинозем, осуществляют ее сухое перемешивание и гомогенизацию при непрерывном помешивании. Первоначально изготавливают нанодисперсное технологическое связующее на основе оксида алюминия, полученное из сплава Д16 методом химического диспергирования, и вводят его в формовочную смесь. Формование осуществляют методом вибролитья, после которого полученную заготовку подвергают воздушному твердению, сушат и обжигают при температурах 1500-1550°С. (РФ № 2637264, 2017). Недостатком этого способа является сложность и многостадийность процесса изготовления нанодисперсного технологического связующего, а также высокая продолжительность затвердевания изделия.
Известен керамический огнеупорный материал тигля, который содержит 14,8-45,0% мас. оксида циркония, 6,80-8,54% мас. по меньшей мере одного оксида редкоземельного металла, выбранного из группы: гадолиний, неодим, самарий, лантан, празеодим и диспрозий, оксид иттрия – остальное. Смешение компонентов проводят в три этапа. На первом этапе получают спекающую добавку, состоящую из порошков тонких фракций оксида циркония, оксида иттрия и оксида редкоземельного металла; на втором этапе ее всухую смешивают с зернистыми порошками оксида циркония и оксида иттрия, получая сухую керамическую шихту; на третьем этапе указанную шихту смешивают с суспензией, содержащей частицы оксида иттрия. Полученную пластичную массу формуют и сушат в течение 12-25 ч, получая заготовку тигля, которую впоследствии подвергают высокотемпературному спеканию при температуре от 1650 до 1750°С в течение 3-5 часов. (РФ № 2760814, 2021)
Недостатками этого способа является сложность и многостадийность процесса приготовления формовочной массы, необходимость добавки дорогостоящих редкоземельных металлов, высокая температура обжига изделий, что требует больших энергозатрат.
Наиболее близким к заявляемому объекту по совокупности существенных признаков и достигаемому техническому результату является способ получения керамических изделий по патенту РФ № 2342344, 2008.
Способ получения керамических изделий может быть использован при изготовлении плавильных тиглей, заключающийся в том, что для приготовления формовочной массы в порошок оксида магния вводят связующее, ингредиенты перемешивают при комнатной температуре до однородного состояния и выдерживают 5-10 ч, затем из полученной формовочной массы проводят формование изделий и их термообработку. В качестве связующего используют безводный дигидроортофосфат магния. Приготовление формовочной массы осуществляется смешением 5-15% мас. связующего и 85-95% мас. оксида магния. Перед выдерживанием к смеси также при перемешивании добавляют 2-7% мас. воды по отношению к массе связующего, а термообработку отформованных изделий проводят при температуре 150-300°С. Формование изделий осуществляют прессованием с усилием 700-1200 кг/см2.
Недостатком известного способа-прототипа является то, что в качестве связующего материала используют дигидроортофосфат магния, что может приводить к загрязнению фосфором металлического сплава при его плавке и заливке.
Предлагаемый способ основан на использовании в процессе приготовления керамической формовочной массы органоэлементоксаналюмоксанового связующего.
Техническим результатом изобретения является повышение огнеупорности и термической стойкости материала тигля к воздействию высокотемпературных химически активных и тугоплавких металлических расплавов, а также создание более плотной структуры тигля, которая менее чувствительна к проникновению расплавов. Кроме того, предложенный способ позволяет упростить стадию приготовления формовочной массы.
Технический результат достигается тем, что предложен способ изготовления керамических плавильных тиглей, заключающийся в том, что для приготовления формовочной массы в огнеупорный зернистый порошок (выбирают из группы α-Аl2O3, Y2О3, ZrO2, MgO или их сочетаний) вводят органоэлементоксаналюмоксановое связующее в количестве 4-6% мас. и перемешивают до однородного состояния при комнатной температуре. Из полученной массы проводят формование тигля прессованием с последующим отверждением и обжигом тигля.
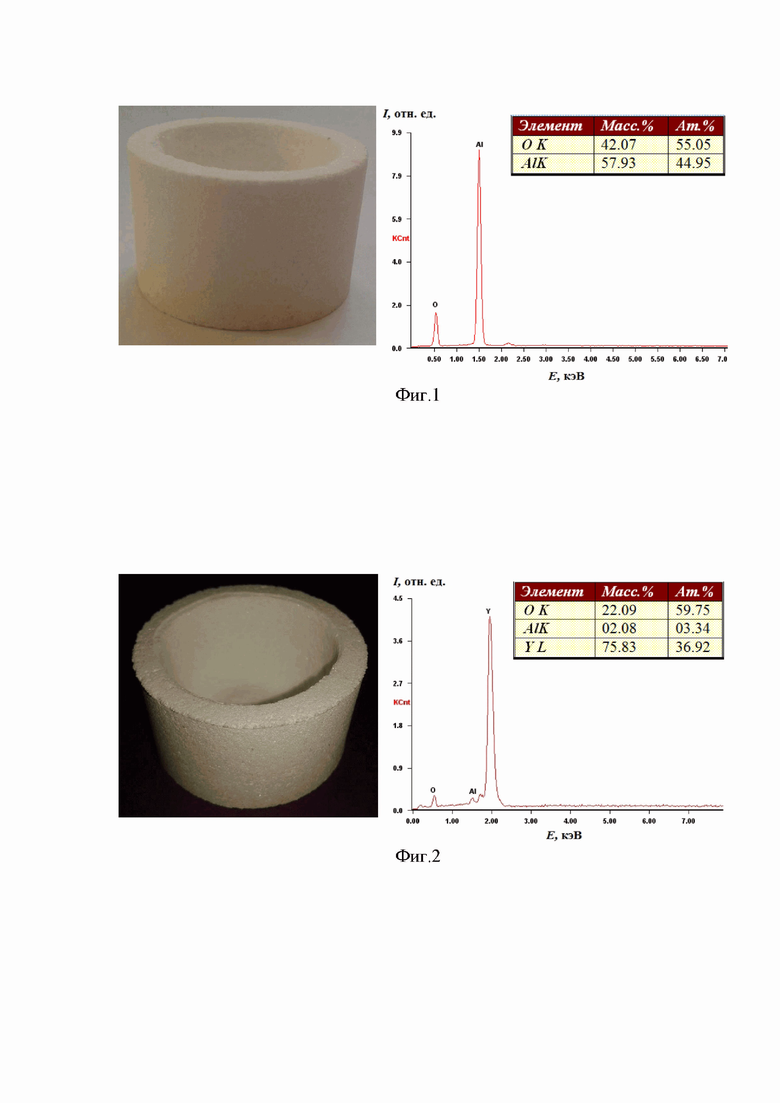
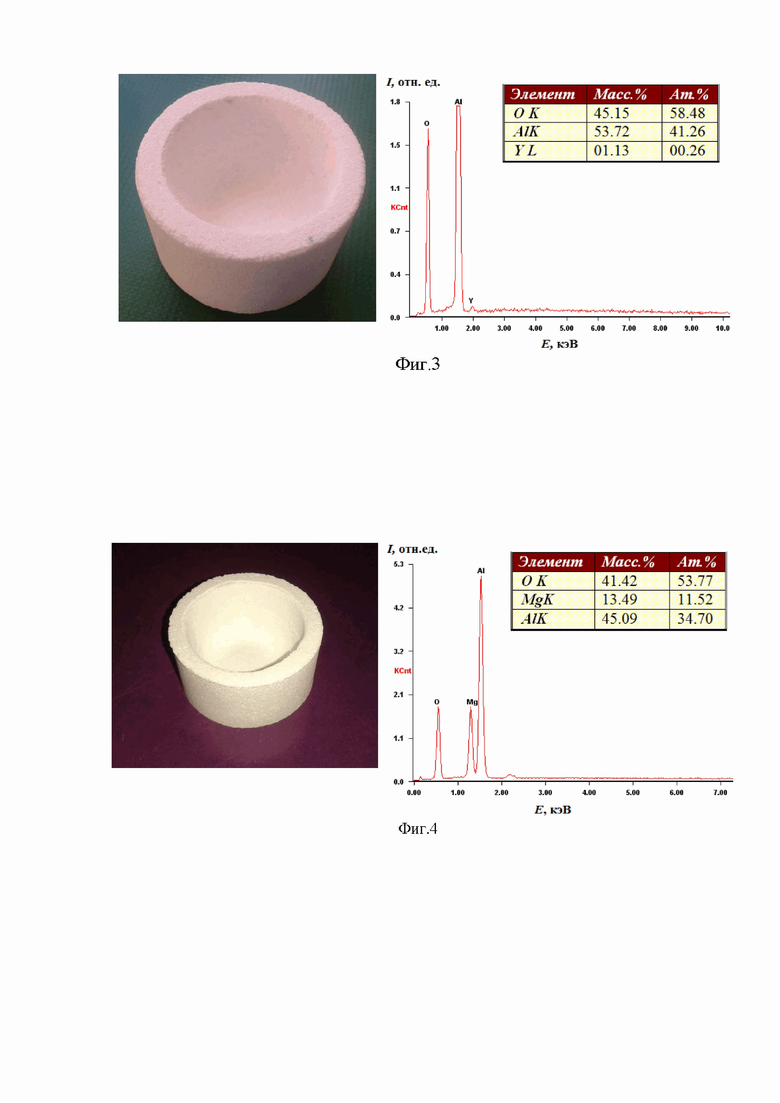
Сущность изобретения поясняется чертежами, где на фигурах 1-4 представлены внешний вид, элементный состав и рентгеновский спектр плавильных тиглей.
На фигуре 1 - для монооксидного плавильного тигля, полностью состоящего из оксида алюминия.
На фигуре 2 - для плавильного тигля, состоящего из огнеупорного порошка оксида иттрия и оксида алюминия от связующего.
На фигуре 3 - для плавильного тигля, состоящего из огнеупорного порошка оксида алюминия и алюмоиттриевого граната Y3Al5O12 от связующего.
На фигуре 4 для плавильного тигля, состоящего из огнеупорного порошка оксида алюминия и алюмомагниевой шпинели MgAl2O4 от связующего.
Получение керамических плавильных тиглей осуществляют следующим образом: органоэлементоксаналюмоксановое связующее, полученное, например, согласно одному из изобретений, описанных в патентах РФ 2276155, 2006; РФ 2451687, 2012; РФ 2615147, 2017; РФ № 2668226, 2018, в количестве 4-6% мас. смешивают с зернистым керамическим порошком 94-96 мас. % (выбирают из группы α-Аl2O3, Y2О3, ZrO2, MgO или их сочетаний), данную смесь перемешивают при комнатной температуре до однородного состояния.
Связующее - 20-30%-ый спиртовой раствор органоэлементоксаналюмоксанового олигомера, придает керамической массе в процессе формования определенную пластичность и свойства формуемости, а в процессе обжига формируются алюмооксидные структуры или алюмооксидные структуры, модифицированные иттрием, магнием, тугоплавкими соединениями (цирконием, гафнием или хромом).
Формование тигля из полученной керамической массы проводят прессованием в металлической форме при комнатной температуре.
В процессе формования керамического тигля зернистый порошок выполняет роль огнеупорной основы, а связующее придает изделию необходимую прочность и пористость при спекании и во многом определяет эксплуатационные характеристики изделия.
Компактирование керамической массы является одной из главных технологических операций, обеспечивающей получение плотной керамики с высокими механическими свойствами. Однако в очень плотной структуре керамических изделий распространение микротрещин увеличивается, а наличие пористой структуры приводит к снижению механической прочности керамики. Процесс развития микротрещин может быть предотвращен увеличением размера пор в процессе выгорания органоэлементоксаналюмоксанового связующего. Кроме того, пористость керамических изделий регулируют путем введения огнеупорной основы различного фракционного состава (50-600 мкм.).
Отверждение тигля осуществляют при комнатной температуре с выдержкой на воздухе в течение 3,0-5,0 часов, после чего тигель помещают в печь (электрическую или газовую) и обжигают при температуре 1500-1700°С с выдержкой при максимальной температуре не менее 1 часа, что приводит к выгоранию органических составляющих, присутствующих в керамической массе и приданию плавильному тиглю необходимых механических свойств.
Таким образом, заявленный способ позволяет изготавливать высокотемпературные и термически стойкие плавильные тигли различного химического состава, используемые для плавки и литья химически активных и тугоплавких металлических сплавов. Кроме того, предложенный способ позволяет упростить стадию приготовления формовочной массы.
Ниже приведены примеры осуществления заявленного способа, которые иллюстрируют способ, но не ограничивают его.
Пример 1.
В 96% мас. плавленого зернистого корунда α-Аl2O3 в качестве наполнителя вводят 4% мас. связующего – 30%-ого спиртового раствора органоалюмоксана, затем формовочную массу перемешивают шнековой мешалкой до однородного состояния при комнатной температуре в течение 10 минут. После этого из полученной смеси прессованием формуют тигель в металлической форме при комнатной температуре. Отверждение тигля после формования осуществляют при комнатной температуре с выдержкой на воздухе в течение 4,0 часов, после чего тигель помещают в печь и обжигают при температуре 1600°С с выдержкой при этой температуре 1 час. В результате получают монооксидные керамические тигли, состоящие полностью из одной фазы корунда α-Al2O3 (Фиг. 1).
Пример 2.
В 96% мас. оксида иттрия в качестве наполнителя вводят 4% мас. связующего – 30%-ого спиртового раствора органоалюмоксана, затем формовочную массу перемешивают шнековой мешалкой до однородного состояния при комнатной температуре в течение 10 минут. После этого из полученной смеси прессованием формуют тигель в металлической форме при комнатной температуре. Отверждение тигля после формования осуществляют при комнатной температуре с выдержкой на воздухе в течение 4,0 часов, после чего тигель помещают в печь и обжигают при температуре 1600°С с выдержкой при этой температуре 1 час. В результате, получают керамические плавильные тигли смешанного состава, состоящие из оксида иттрия Y2O3 и корунда α-Al2O3 (Фиг. 2).
Пример 3.
В 95% мас. плавленого зернистого корунда α-Аl2O3 в качестве наполнителя вводят 5% мас. связующего – 25%-ого спиртового раствора органоиттрийоксаналюмоксана, затем формовочную массу перемешивают шнековой мешалкой до однородного состояния при комнатной температуре в течение 10 минут. После этого из полученной смеси прессованием формуют тигель в металлической форме при комнатной температуре. Отверждение тигля после формования осуществляют при комнатной температуре с выдержкой на воздухе в течение 5,0 часов, после чего тигель помещают в печь и обжигают при температуре 1600°С с выдержкой при этой температуре 1 час. В результате, получают керамические плавильные тигли смешанного состава, состоящие из корунда α-Al2O3 и алюмоиттриевого граната Y3Al5O12 (Фиг. 3).
Пример 4.
В 94% мас. плавленого зернистого корунда α-Аl2O3 в качестве наполнителя вводят 6% мас. связующего – 20%-ого спиртового раствора органомагнийалюмоксана, затем формовочную массу перемешивают шнековой мешалкой до однородного состояния при комнатной температуре в течение 10 минут. После этого из полученной смеси прессованием формуют тигель в металлической форме при комнатной температуре. Отверждение тигля после формования осуществляют при комнатной температуре с выдержкой на воздухе в течение 4,0 часов, после чего тигель помещают в печь и обжигают при температуре 1600°С с выдержкой при этой температуре 1 час. В результате, получают керамические плавильные тигли смешанного состава, состоящие из корунда α-Al2O3 и алюмомагниевой шпинели MgAl2O4 (Фиг. 4).
Изучение элементного состава осуществляют с использованием сканирующего электронного микроскопа (СЭМ) совмещенного с энергодисперсионным анализатором (ЭДС). Результаты анализа и внешний вид плавильных тиглей представлены на фиг. 1-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических плавильных тиглей | 2018 |
|
RU2713049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТИГЛЕЙ ДЛЯ АЛЮМОТЕРМИЧЕСКОЙ ВЫПЛАВКИ ЛИГАТУР РЕДКИХ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2012 |
|
RU2525887C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТИГЛЕЙ ДЛЯ АЛЮМОТЕРМИЧЕСКОЙ ВЫПЛАВКИ ЛИГАТУР, СОДЕРЖАЩИХ ВАНАДИЙ И/ИЛИ МОЛИБДЕН | 2013 |
|
RU2525890C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ВОЛОКОН ОКСИДА АЛЮМИНИЯ | 2018 |
|
RU2716621C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2742265C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ, ПРЕИМУЩЕСТВЕННО, В ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2303583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НАНОСТРУКТУРИРОВАННОЙ КОРУНДОВОЙ КЕРАМИКИ | 2007 |
|
RU2341493C1 |
| Керамический огнеупорный материал, тигель и способ изготовления тигля | 2020 |
|
RU2760814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
Изобретение относится к способу изготовления керамических тиглей, используемых для плавки и литья химически активных металлических сплавов в огнеупорной промышленности. Для приготовления формовочной массы в огнеупорный керамический порошок, выбранный из группы α-Аl2O3, Y2О3, ZrO2, MgO или их сочетаний, вводят органоэлементоксаналюмоксановое связующее в количестве 4-6 мас.% в виде 20-30%-ного раствора органоэлементоксаналюмоксанового олигомера в спирте и перемешивают до однородного состояния при комнатной температуре. Из полученной массы формуют тигель прессованием с последующим отверждением и обжигом. Отверждение тигля осуществляют при комнатной температуре с выдержкой в течение 3,0-5,0 часов, после чего тигель помещают в печь и обжигают при температуре 1500-1700°С с выдержкой при максимальной температуре не менее 1 часа. Техническим результатом изобретения является повышение огнеупорности и термостойкости тигля, а также создание более плотной структуры. 2 з.п. ф-лы, 4 пр., 4 ил.
1. Способ изготовления керамических тиглей, заключающийся в формовании тигля методом прессования в металлической форме керамической формовочной массы, которую готовят смешением органоэлементоксаналюмоксанового связующего в количестве 4-6 мас.% с огнеупорным керамическим порошком 94-96 мас.% до однородного состояния при комнатной температуре, затем проводят отверждение тигля при комнатной температуре с выдержкой на воздухе в течение 3,0-5,0 часов, после чего тигель помещают в печь и обжигают при температуре 1500-1700°С с выдержкой при максимальной температуре не менее 1 часа.
2. Способ изготовления керамических тиглей по п.1, отличающийся тем, что в качестве органоэлементоксаналюмоксанового связующего используют 20-30%-ный раствор органоэлементоксаналюмоксанового олигомера в спирте.
3. Способ изготовления керамических тиглей по п.1, отличающийся тем, что огнеупорный керамический порошок выбирают из группы α-Аl2O3, Y2О3, ZrO2, MgO или их сочетаний.
| Способ изготовления керамических заготовок на основе нитрида кремния | 2022 |
|
RU2803087C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОРГАНОМАГНИЙОКСАНИТТРИЙОКСАНАЛЮМОКСАНОВ, СВЯЗУЮЩИЕ И ПРОПИТОЧНЫЕ МАТЕРИАЛЫ НА ИХ ОСНОВЕ | 2017 |
|
RU2644950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОРГАНОМЕТАЛЛОКСАНИТТРИЙОКСАНАЛЮМОКСАНОВ, СВЯЗУЮЩИЕ И ПРОПИТОЧНЫЕ МАТЕРИАЛЫ НА ИХ ОСНОВЕ | 2017 |
|
RU2668226C1 |
| CN 110540410 A, 06.12.2019 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
