Известны автоматы с электрокоитактными датчиками и запоминающим устройством, применяемые для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания.
Отличительная .особенность Описываемого авто-мата состоит в том, что его запоминающее устройство выполнено В виде перемещающихся спиц с дополнительными по числу параметров сортировки собачками, которые в момент прохождения детали над окном выброса нажимают на соответствующие электрические контакты, а транспортирующий орган представляет -со-бой два храповых колеса с .рабочей и противообгонной собачками.
Автомат такой конструкции увеличивает число групп рассортировки и более надежен в работе.
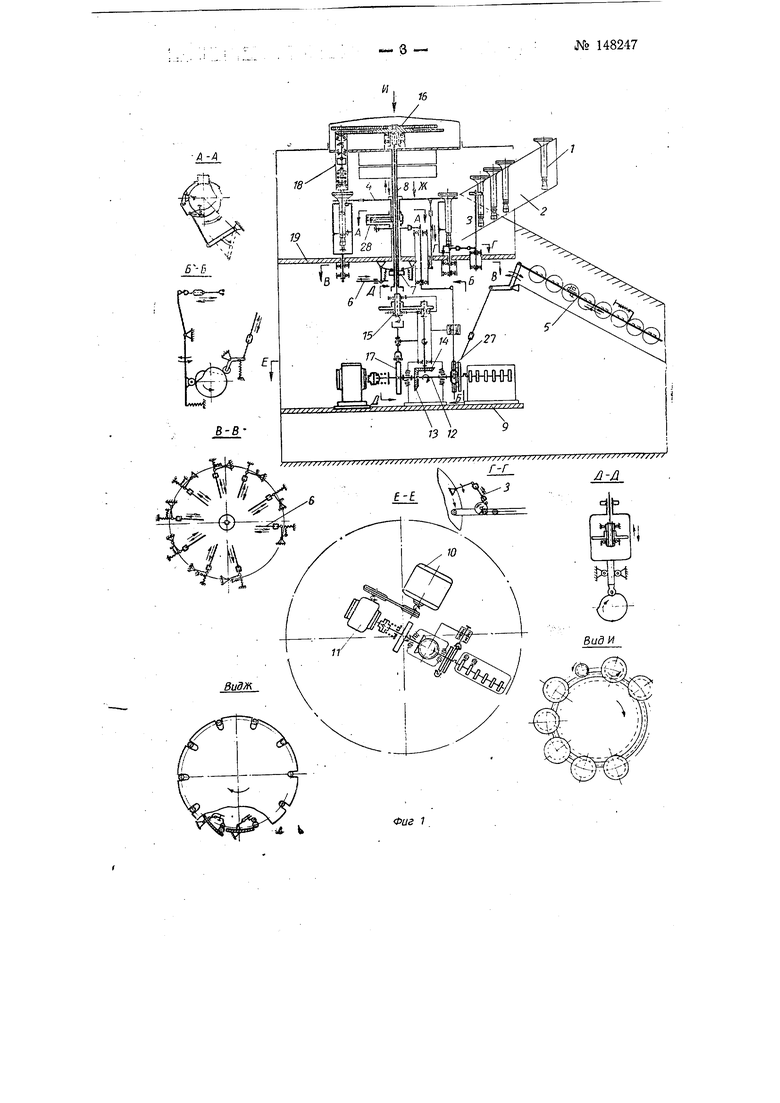
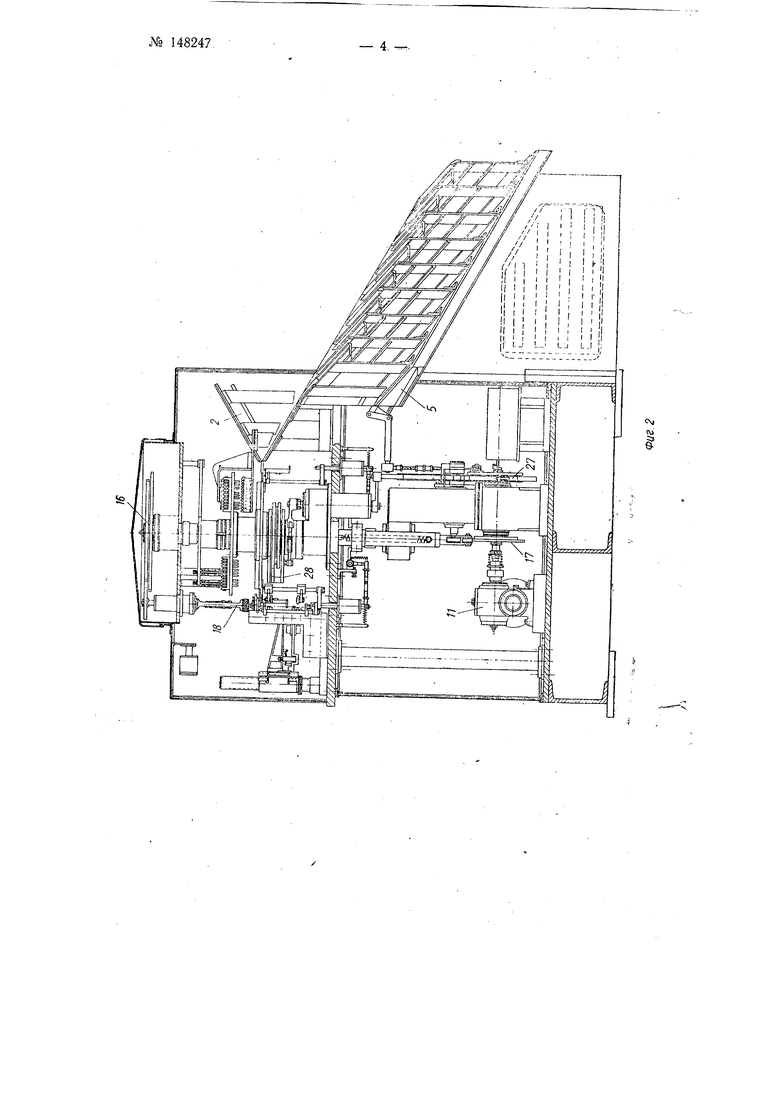
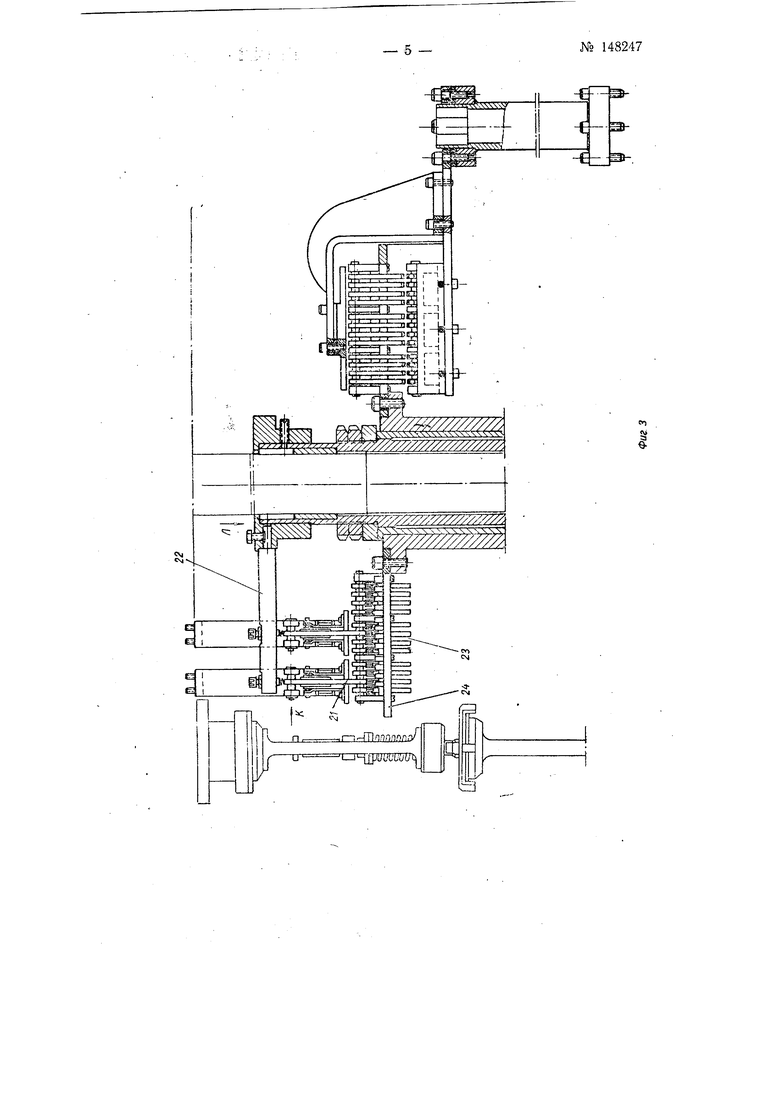
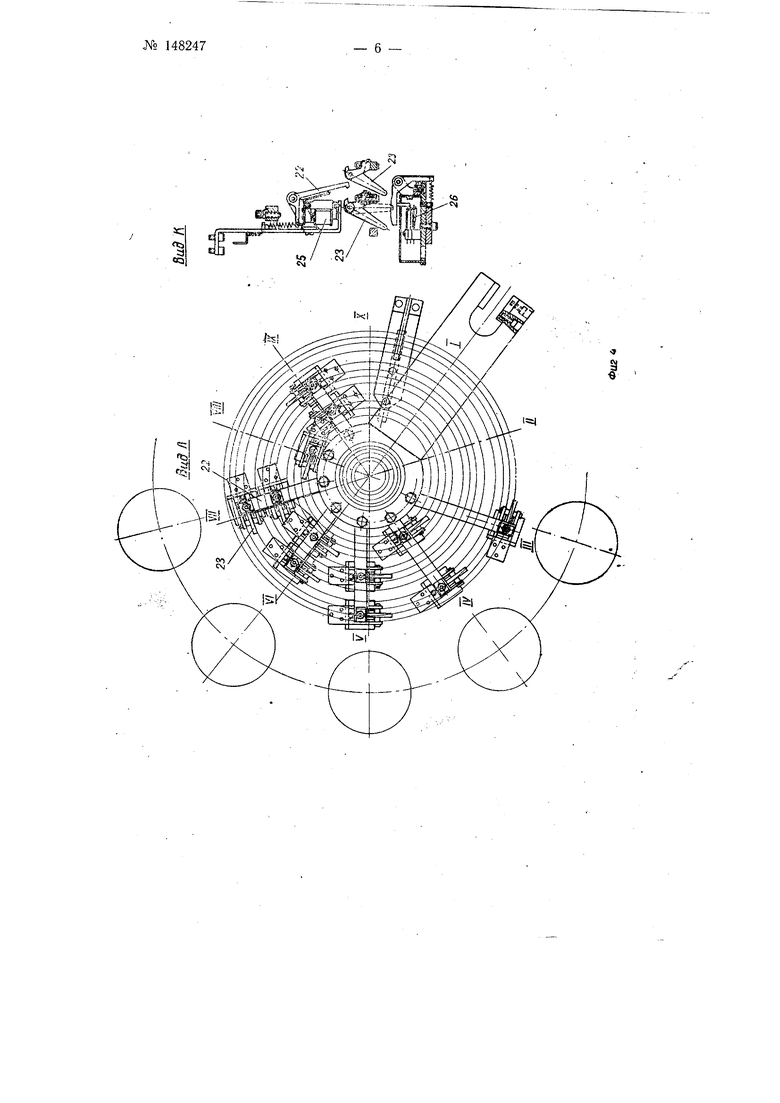
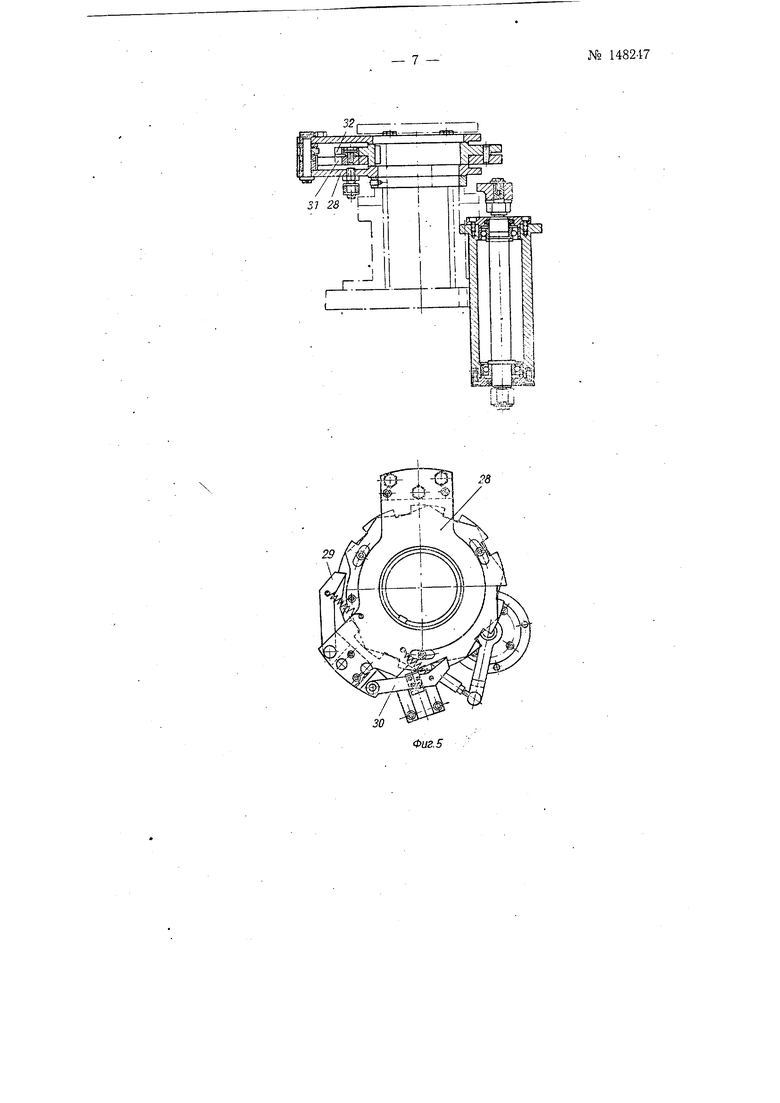
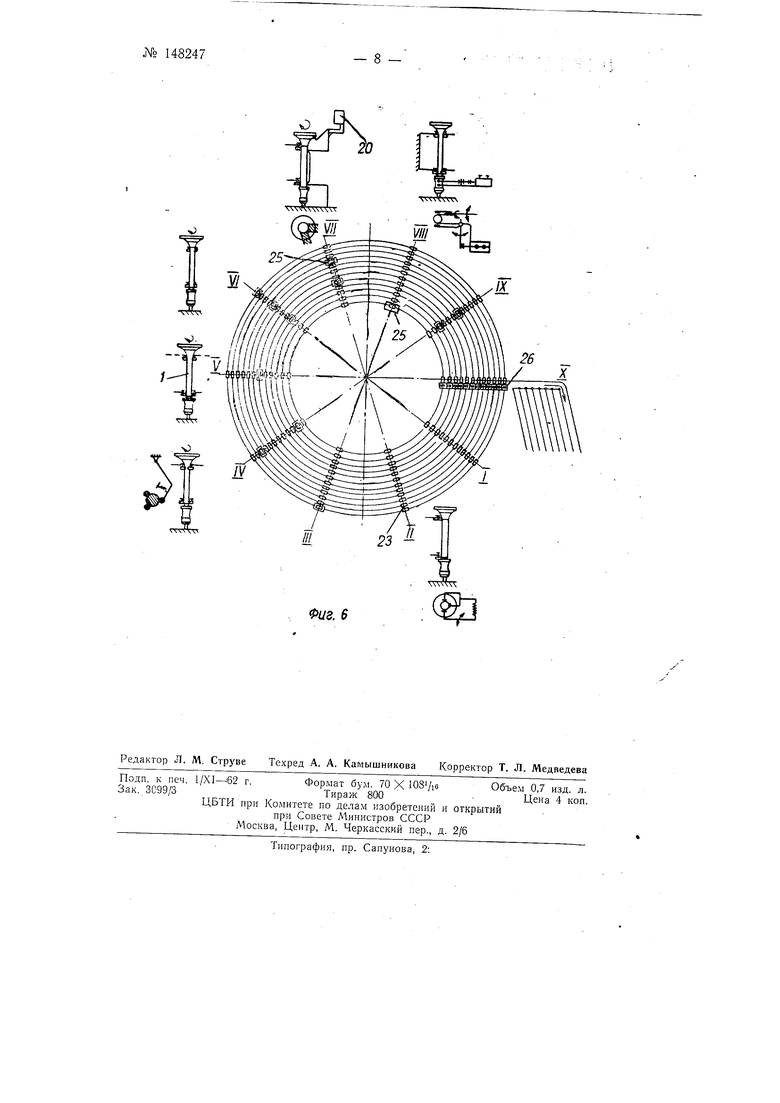
На фиг. 1-изображена принципиальная кинематическая схема автомата; на фиг. 2 - автомат, вид сбоку; на фиг. 3 - запоминающее устройство; на фиг. 4 - вид по стрелкам /С и Л на фиг. 3; на фиг. 5 - привод транспортирующего органа в двух проекциях; на фиг. 6 - схема сортировки.
Загрузка клапанов / осуществляется через загрузоч«ый лоток 2, на выходе которого установлен механизм 3 поштучной выдачи клапанов. Клапаны, подлежащие измерениям, подаются на транспортирующий диск 4, переносящий их по всем измерительным позициям (от / до X) к сортирующему устройству 5. Ввод и вывод с транспортирующего диска на измерительные позиции осуществляются рычагами 6, приводимыми от торцовой щайбы 7, неподвижно закрепленной на вертикальном щтоке 8, соверщающем возвратно-поступательное движение. На
№ 148247, . 2 .
основании станины 9 автомата смонтировайы электродвигатель JO, редуктор 11, распределительный вал 12 и рычаги привода автомата. От распределительного вала через конические шестерни 13 и 14 вращение передается на шлицевой валик 15 механизма 16 вращения изделий (клападов).
Посредством кулачкового устройства 17 механизм вращения изделий со шпинделями 18 возвратно-поступательно перемещается в вертикальной плоскости.
На верхней плите 19 станины установлены быстросъемные измерительные позиции 20, обеспечивающие контроль всех типоразмеров, например, клапанов двигателей внутреннего сгорания. Для осуществления сортировки изделий на основании результатов контроля по всем измеряемым параметрам автомат оборудуется запоминающим устройством, состоящим из дополнительных собачек 21, укрепленных посредством спид 22 на транспортере, а также основных собачек 23, имеющих два устойчивых положения и укрепленных на траверсе 24, совершающей вертикальное .возвратно-лоступательное движение.
Количество спиц соответствует числу позиций измерения деталей.
При транспортировании изделия от одной позиции к другой, вместе с :ним вращается соответствующая спица с собачками. В случае забракования изделия в процессе измерения соответствующие собачки спицы) посредством электромагнитов .25, взаимодействующих с датчиками измерения, перебрасываются из положения «годное в -положение «брак. При транспортировании изделия на сортировочную позицию (окно выброса) все собачки соответствующего луча, находящиеся в положение «брак, нажимают на электроконтакты 26, обеспечивая подачу команд на открытие той или иной заслонки сортировочного устройства (в зависимости от сочетания-нажатых контактов). При последующем повороте транспортера все собачки луча, соответствующего выданному в сортировку изделию, возвращаются в исходное положение («годное). В зависимости от числа контролируемых пределов пара-метров каждой измерительной позиции соответствует такое же количество верхних вспомогательных собачек с электромагнитами.
Привод транспортера изделий осуществляется от кулачка 27 посредством системы рычагов, качающих кулису 28, свободно установленную на неподвижной стойке. Кулиса имеет рабочую 29 и противообгонную 30 собачки, взаимодействующие соответственно с соединенными между собой храповыми колесами 31 и 32.
После окончания рабочего хода в транспортирующий диск заходит фиксатор, а управляемая -собачка 30 выходит из зацепления с зубом храпового колеса. При холостом ходе кулисы транспортирующий диск остается зафиксированным, а собачки перемещаются на один зуб. Пе-,/-
ред рабочим ходом фиксатор выходит из гнезда транспортера. .Предмет изобретения
Автомат с электроконтактными датчиками для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания, с запоминающим органом в виде основных и дополнительных собачек, отличающийся тем, что, с целью увеличения надежности и числа групп рассортировки, за-поминающий орган выполнен в виде перемещающихся снид с дополнительными собачками, число которых равно числу параметров рассортировки, нажимающими-в момент прохождения детали над окном выброса на соответствующие электрические контакты, а транспортирующий орган автомата выполнен в виде двух храповых колес с рабочей и противообганной собачками.
cs, t
П,,-П Г}ПГ1ПГ1П.У
1
T FQpIJK/UOini
СП
1з
| название | год | авторы | номер документа |
|---|---|---|---|
| Установочный калибр | 1961 |
|
SU149887A1 |
| Регулируемый эталон для настройки устройств, измеряющих наружные диаметры | 1961 |
|
SU143238A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПО ВЕСУ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1990 |
|
RU2062665C1 |
| Автомат для сортировки электродов по толщине | 1977 |
|
SU665956A1 |
| АВТОМАТ ДЛЯ КОМПЛЕКСНОГО ДВУХПРОФИЛЬНОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU302582A1 |
| Автомат для многодиапазонной сортировкидЕТАлЕй | 1978 |
|
SU816575A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| Устройство для контроля и сортировки полупроводниковых изделий | 1980 |
|
SU1028388A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
29
Фив. 6
