10
15
20
25
31482763
Изобретение относится к литейному производству, а именно к автоматизации процесса дозирования жидкого металла, и является дополнительным к основному авт.св. N° 659284.
Цель изобретения - повышение точности дозирования.
На чертеже приведена схема устройства.
Дозатор 1 установлен на весоизмерительном устройстве 2. Металл из тигля 3 дозатора подается в форму 4 через напорный металлопровод 5. Блок 6 управления дозатором осуществляет подачу напряжения на электромагнитные системы - индуктор 7 .и электромагнит 8. Направление струи металла, вытекающего из металлопро- вода 5, меняют поворотным в вертикальной плоскости желобом 9,поворачивающимся на оси 10 с помощью устройства 11, включение которого осуществляют блоком 12 управления поворотом желоба. Вход последнего соединен с дополнительным (вторым) выходом элемента 13 отключения дозатора блока 6 управления дозатором. Контроль массы металла, сливаемой из дозатора, осуществляется блоком 14 измерения текущего значения веса и сравнивается в блоке 15 сравнения с величиной задания, поступающей на его второй вход. Выход блока 15 сравнения соединен с блоком 6 управления дозатором. Устройство содержит также задатчик 16, последовательно соединенные дифференциатор 17, блок 18 умножения и блок 19 суммирования. Вход дифференциатора 17 свя- 40 зан с выходом блока 14 измерения текущего значения веса, второй вход блока 19 суммирования связан с задат- чиком 16, а его выход - с вторым входом блока 15 сравнения.45
В качестве блоков 18 и 19 умножения и суммирования, блока 15 сравнения, дифференциатора 17 и эадат- чика 16 могут быть соответственно использованы стандартные блоки типа jg ВВС , БСГ, БДП, РЗД системы АКЭСР.
В момент отключения дозатора желоб начинает поворачиваться в вертикальной плоскости, причем в начапь30
35
ход металла уменьшается и через время с, зависящее от конструкции пово ротного устройства, станет равным ну лю. Считая, в первом приближении, чт расход металла за время t меняется линейно, можно определить массу металла dG кг, попавшую в форму после отключения дозатора по формуле
&G
Ч
(1)
В известном устройстве управление дозированием осуществляется путем сравнения заданной массы металла G3 с текущим значением массы металла, сливаемого в форму. В предлагаемом устройстве в качестве задания исполь зуется разность G-J-/9G. В результате дозатор отключается раньше, чем будет достигнута заданная масса металла G3, после чего из желоба при его повороте в форму дополнительно поступит металл с массой 4G, т.е. общая масса металла в форме будет равна заданной.
В процессе дозирования расход металла изменяется, так как гидродинамические свойства дозатора не остаются постоянными. Определение расхода металла осуществляют путем дифференцирования изменяющегося текущего значения массы дозатора. Время поворота желоба Ј можно считать постоянной величиной, зависящей только от конструкции поворотного устройства.
Устройство работает следующим образом.
При включении дозатора 1 напряжение от блока 6 управления дозатором поступает на электромагнитные системы 7 и 8, и металл из тигля 3 под действием электромагнитного давления через металлопровод 5 и желоб 9 подается в форму 4. При этом устройство 11 поворота желоба 9 обесточено. С помощью блока 14 измерения текущего значения веса определяется разность G между начальной массой и массой, измеряемой весоизмерительным устройством 2, которая поступает на входы блока 15 сравнения и дифференциатора 17. На выхоДе дифный момент из желоба в форму продол- 55Ференциатора 17 будет сигнал, прожает поступать металл с расходомпорциональный расходу металла V,
V кг/с, равным по величине расходу который поступает на вход блока 18
металла в момент отключения дозатора.умножения. В последнем определяется
При дальнейшем повороте желоба рас-расчетная масса металла
ход металла уменьшается и через время с, зависящее от конструкции поворотного устройства, станет равным нулю. Считая, в первом приближении, что расход металла за время t меняется линейно, можно определить массу металла dG кг, попавшую в форму после отключения дозатора по формуле
&G
Ч
(1)
0
5
0 5
g
0
5
В известном устройстве управление дозированием осуществляется путем сравнения заданной массы металла G3 с текущим значением массы металла, сливаемого в форму. В предлагаемом устройстве в качестве задания используется разность G-J-/9G. В результате дозатор отключается раньше, чем будет достигнута заданная масса металла G3, после чего из желоба при его повороте в форму дополнительно поступит металл с массой 4G, т.е. общая масса металла в форме будет равна заданной.
В процессе дозирования расход металла изменяется, так как гидродинамические свойства дозатора не остаются постоянными. Определение расхода металла осуществляют путем дифференцирования изменяющегося текущего значения массы дозатора. Время поворота желоба Ј можно считать постоянной величиной, зависящей только от конструкции поворотного устройства.
Устройство работает следующим образом.
При включении дозатора 1 напряжение от блока 6 управления дозатором поступает на электромагнитные системы 7 и 8, и металл из тигля 3 под действием электромагнитного давления через металлопровод 5 и желоб 9 подается в форму 4. При этом устройство 11 поворота желоба 9 обесточено. С помощью блока 14 измерения текущего значения веса определяется разность G между начальной массой и массой, измеряемой весоизмерительным устройством 2, которая поступает на входы блока 15 сравнения и дифференциатора 17. На выхоДе дифлс v-сливаемая из желоба 9 в форму 4 во время его поворота (числовой коэфf
фициент, пропорциональный -, устанавливается в виде постоянного сомножителя) . С выхода блока 18 умножения сигнал, пропорциональный dG, поступает на первый вход блока 19 суммирования, на второй вход которого поступает сигнал с задатчика 16, пропорциональный заданной массе металла GJ. С выхода блока 19 суммирования сигнал, пропорциональный выражению Gj - UG, поступает на второй вход блока 15 сравнения. При достижении текущего значения массы слитого металла G величины С ь - UG сигнал от блока 15 сравнения подается в блок 6 управления дозатором на включение элемента 13 отключения дозатора. С первого выхода элемента 13 подается сигнал на отключение электромагнитных систем дозатора 7 и 8, а с его второго выхода - сигнал на вход блока 12 управления поворотом желоба, который включает питание устройства поворота 11, Устройство 11 поворота срабатывает, и желоб 9 поворачивается в вертикальной плоскости вокруг оси 10 относительно дозатора. Во время поворота желоба 9 с него в форму 4 поступает количеств металла массой flG, и общая масса металла Ge, поступившего
о равной
Gc (G3 - UG)
+ ДС
0
5
0
5
0
5
Таким образом, устройство осуществляет дозирование жидкого металла с повышенной точностью. После поворота желоба 9 металл, вытекающий по инерции из напорного металлопровода 5, стекает по желобу 9 в тигель 3.
Испытание макета, реализующего предлагаемое техническое решение, показало, что использование устройства для дозирования жидкого металла в машину литья под давлением позволяет повысить точность дозирования на 5Z, что приводит к увеличению выхода годного на 0,3% (соответственно снижается возврат).
Формула изобретения
Устройство для дозирования жидкого металла в машину литья под давлением по авт.св. С 659284, отличающееся тем, что, с целью повышения точности дозирования, оно дополнительно содержит задатчик, последовательно соединенные дифференциатор, блок умножения и блок суммирования, причем вход дифференциатора соединен с выходом блока измерения текущего значения веса, второй вход блока суммирования соединен с задат- чиком, а его выход - с вторым входом блока сравнения.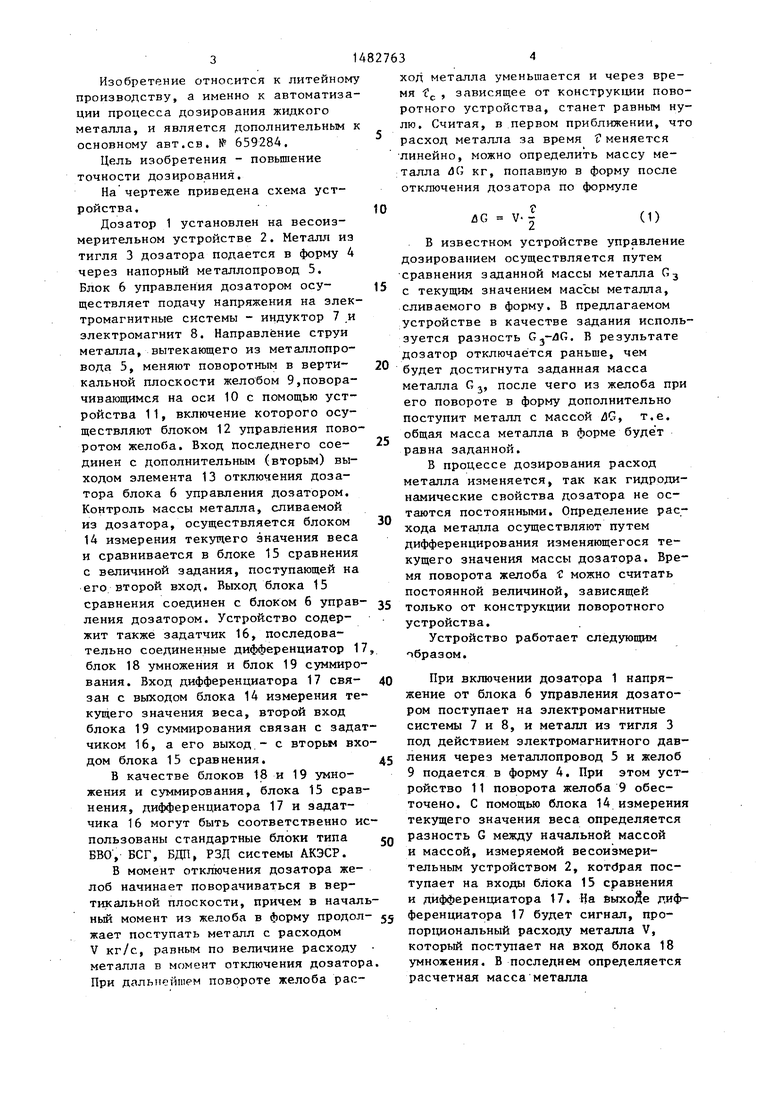
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1533831A2 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| Устройство для управления температурным режимом индукционной печи | 1985 |
|
SU1282097A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для управления дозированием компонентов бетонной смеси | 1981 |
|
SU992215A1 |
| Способ дозирования электропроводящей жидкости электромагнитными насосами с независимым питанием электромагнитных систем | 1976 |
|
SU684824A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА МАССЫ СЫПУЧЕГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2554644C2 |
Изобретение относится к литейному производству, а именно к автоматизации процесса дозирования жидкого металла, и является усовершенствованием известного устройства. Цель изобретения состоит в повышении точности дозирования сливаемого с поворотного желоба в форму после отключения дозатора в период поворота желоба 9. Повышение точности достигается путем введения в предлагаемое устройство дифференциатора 17, блоков 18, 19 умножения и суммирования и задатчика 16, которые позволяют рассчитать дополнительную массу металла, сливаемого в форму после отключения дозатора, и по ее величине скорректировать задание на отключение дозатора. 1 ил.
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
