Изобретение относится к литейному производству, а именно к устройствам для дозирования жидкого металла при литье в кокиль и при литье под электромагнитным давлением, и является усовершенствованием изобретения по авт.св. № 1294473.
Целью изобретения является повышение качества литья.
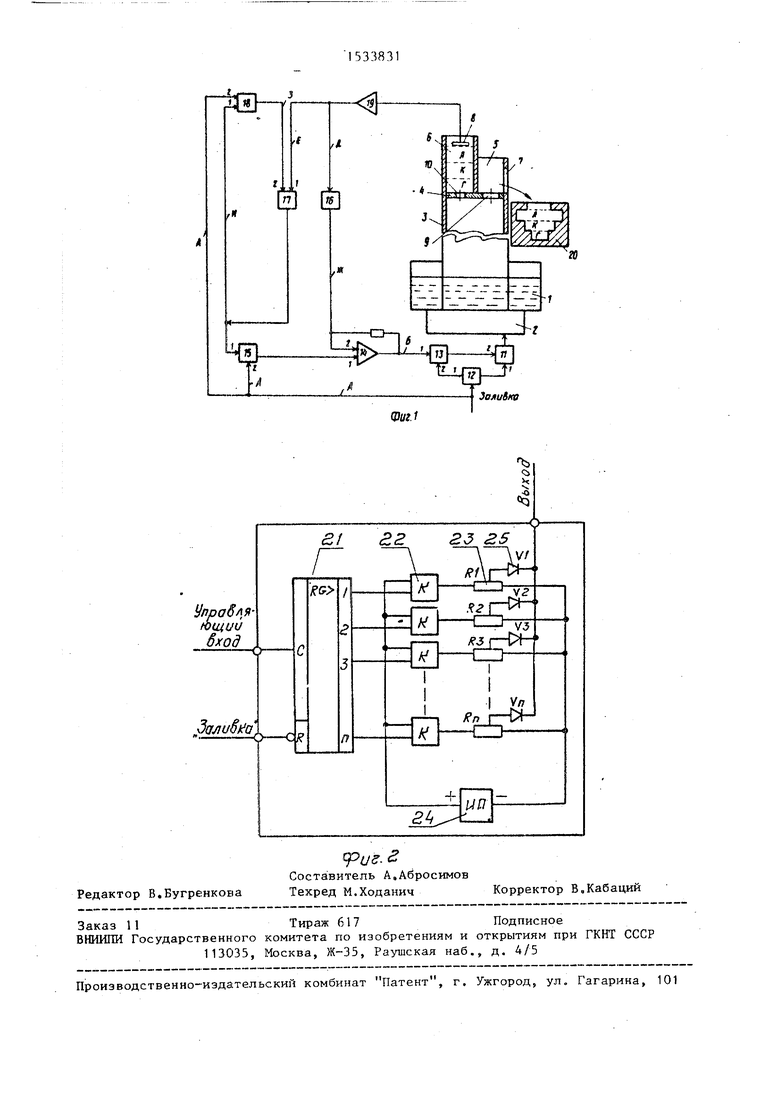
На фиг.1 изображена блок-схема предлагаемого устройства для дозирования жидкого металла; на фиг. 2 - функциональная схема задатчика порций и задатчика расхода.
Устройство для дозирования жидкого металла содержит ванну 1 для жидкого металла, насос 2 для подачи металла в металлопровод, металлопровод 3, который оборудован горизонтальной перемычкой 4. Полость над горизонтальной перемычкой 4 имеет две камеры 5 и 6. Со стороны камеры 5 в стенке металлопровода 3 выполнено сливное окно 7, а в камере 6 установлен
датчик 8 уровня, В горизонтальной перемычке 4 выполнены отверстия 9 и 10 разного диаметра. Управление устройством осуществляют источник 11 питания, блок 12 управления, преобразователь 13 напряжения, дифференциальный усилитель 14, задатчик 15 расхода, дифференциатор 16, блок 17 сравнения, задатчик 18 порций, усилитель 19,
Устройство для дозирования жидкого металла работает следующим образом.
Предварительно на задатчике 18 порций устанавливаются значения,соответствующие каждой порции металла, заливаемого в форму 20, а на задатчике 15 расхода устанавливаются значения расхода (скорости заливки), соответствующие установленным порциям на задатчике 18 порций.
В исходном состоянии при отсутствии сигнала Заливка на входах блоi (Л
j
со со
00
со
N)
ка 12 управления, задатчика IS расхода, задатчика 18 порций (связь А) устройство для дозирования жидкого металла работает в режиме Хранение эадатчик 15 расхода и задатчик 18 порций находятся в исходном состоянии (сброшены)0 Сигнал на выходе дифференциального усилителя 14 отсутствует (связь Б)„
При подаче сигнала Заливка (связь А) открываются задатчик 15 расхода и задатчик 18 порций, блок
12управления включает источник 11 питания и преобразователь 13 напряжения в режим Заливка, На выходе задатчика 15 расхода (связь В) появляется сигнал, пропорциональный расходу металла (скорости заливки) для первой порции металла части Г фор- ми 20, который поступает на вход дифференциального усилителя 14, с выхода которого через преобразователь
13напряжение поступает на вход источника 11 питания. Источник 11 питания подает на насос 2 напряжение, соответствующее значению первой порции. Металл поднимается по металло- проводу 3 и после его заполнения начинает одновременно поступать через отверстия 9 и 10 горизонтальной перемычки 4 в камеры 5 и 6. Металл, поступающий в камеру 5 через сливное окно 7, поступает в форму 20 и начинает заполнять ее часть Г, а металл, поступающий через отверстие 10 начинает заполнять часть Г камеры 6, Датчик Я уровня, взаимодействуя с металлом, выдает сигнал, пропорциональный изменению уровня металла в камере 6, который усиливается усилителем 19 и поступает на вход дифференциатора 16 (связь Д) и блок 17 сравнения (связь Е). На выходе дифференциатора 16 (связь Ж) появляется сигнал, пропорциональный скорости изменения уровня металла в камере 6, который сравнивается в дифференциальном усилителе 14 с сигналом задатчика 15 расхода (связь В), На выходе дифференциального усилителя
14 (связь Б) появляется сигнал,пропорциональный рассогласованию истинного расхода (скорости заливки) металла относительно уставки на задат- чике 15 расхода. Когда сигнал на выходе усилителя 19 (связь Е) сравняется с сигналом на выходе задатчика 18 порций (связь 3) в блоке 17
0
5
0
5
0
5
0
5
0
5
сравнении (что соответствует одновременному заполнению частей Г камрры 6 и формы 20 с заданным расходом (скоростью заливки)) на выходе блока 17 сравнения (связь И) появляется дискретный сигнал, переключающий задатчик 18 порций и задатчик 15 расхода на следующую программу заливки для заполнения частей К камеры 6 и формы 20, На выходе задатчика 18 порций (связь 3) появляется сигнал, пропорциональный второй порции металла, а на выходе задатчика 15 расхода (связь В) появляется сигнал,пропорциональный расходу (скорости заливки) для этой порции. После заполнения частей К камеры 6 и формы 20 происходит опять изменение программы заливки и заполняются части Л камеры 6 и формы 20 и т.д.
После заполнения всех частей камеры 6 и формы 20 сигнал Заливка снимается и устройство возвращается в исходное положение. Металл из камеры 6 через отверстие 10 по металло- проводу 3 сливается обратно в ванну 1 .
Функциональные схемы задатчика 15 расхода и задатчика 18 порций идентичны и представлены на фиг.2.
Задптчик имеет вход Заливка,управляющий вход и выход установки. Задатчик содержит регистр 21,ключи 22, регулируемые потенциометры 23 и источник 24 питания. Вход R (сброс) регистра 21 соединен с входом Заливка задатчика, синхровход регистра 21 соединен с управляющим входом задатчика, выходы регистра 21 через ключи 22 соединены с соответствующими потенциометрами 23. Источник 24 питания одним концом соединен с входом ключей 22, а вторым - с потенциометрами 23. Движки потенциометра 23 соединены с выходом задатчика через диоды 25 развязки,
Задатчик работает следующим образом,
В исходном состоянии при отсутствии сигнала Заливка регистр 21 сброшен, выходы его заперты, следовательно, заперты и ключи 22. При подаче сигнала Заливка на вход задатчика открывается первый выход регист - ра 21 и первый ключ 22 подсоединяет к источнику 24 питания первый из по тенциометров 23. На выходе задатчиD 1
ка появляется напряжение, снимаемое с движка данного потенциометра 23. При подаче сигнала на управляющий вход задатчика регистр 21 сдвигается, в результате чего сигнал с первого выхода регистра 21 исчезает, а появляется сигнал иа втором выходе открывая соответствующий ключ 22, На выходе задатчика появляется сигнал, соответствующий выставленному на втором из потенциометров 23 и т.д.
Датчик 8 уровня, функционирующий в камере 6, может быть, например, выполнен поплавкового типа. Источник 11 питания, блок 12 управления, преобразователь 13 напряжения входят в состав серийно выпускаемого электромагнитного насоса типа МДН-6А,
Таким образом, за счет осуществления программной заливки и обеспечения поддержания необходимых параметров процесса заполнения формы (т.е. каждая часть формы с заданным объемом заполняется с заданной скоростью) устройство для дозирования жидкого металла позволит повысить качество литья. Это обеспечивается благодаря тому, что порции металла, поступающие в камеру бив форму 20 с необходимым расходом будут постоянны и пропорциональны сечению отверстий 9 и 10, выполненных в горизонтальной перемычке 4, так как отверстия 9 и 10 оказываются в одинаковых условиях под действием напора, создаваемого насосом 2.
Технико-экономическая эффективность устройства для дозирования жидкого металла заключается в том,что благодаря программной заливке.обеспечивающей необходимые параметры процесса заполнения формы и их стабилизации, повышается качество литья по сравнению с известными устройствами. Кроме того, использование пред338316
латаемого устройства позволит заполнять литейные формы различной конфигурации по разным закономерностям и порциям. Этим обеспечивается гибкость дозирующего устройства к изменению номенклатуры отливок. Устройство подходит для создания гибкого автоматизированного литейного проиэ- JQ водства.
Формула изобретения
Устройство для дозирования жидко15 го металла по авт.сн, № 1294473, отличающееся тем, что, с целью повышения качества литья, оно дополнительно содержит дифференциальный усилитель, задатчик расхо20 да, дифференциатор, блок сравнения, задатчик порций, усилитель, при этом выход датчика уровня соединен с входом усилителя, выход которого соединен с входом дифференциатора и пер25 вым входом блока сравнения,второй вход блока сравнения соединен с выходом эа цатчика порций, выход блока сравнения соединен с первым входом эадатчика порций и первым входом за30 датчика расхода, выход эадатчика
расхода соединен с первым входом дифференциального усилителя, который вторым входом соединен с выходом дифференциатора, выход дифференциального усилителя соединен с первым входом преобразователя напряжений, второй вход которого соединен с первым выходом блока управления, второй выход блока управления соединен с пер.Q вым входом источника питания,второй вход источника питания соединен с выходом преобразователя напряжения, выход источника питания соединен с насосом, причем вход Заливка блока
д5 управления соединен с вторым входом задатчика расхода и вторым входом задатчика порций.
35
Залибко
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом литья | 1986 |
|
SU1405962A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Устройство для дозирования жидкого металла в машину литья под давлением | 1987 |
|
SU1482763A2 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1987 |
|
SU1507535A2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЛАЖНОСТИ | 1995 |
|
RU2088902C1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Устройство для раздачи жидкого корма | 1988 |
|
SU1655407A1 |
| Устройство для автоматического контроля герметичности | 1989 |
|
SU1728697A1 |
| Устройство для автоматического дозирования жидкого металла в формы | 1980 |
|
SU897395A1 |
| УСТРОЙСТВО ДЛЯ ИНТЕНСИВНОГО ВЫСУШИВАНИЯ УВЛАЖНЕННЫХ ОБРАЗЦОВ | 1997 |
|
RU2107904C1 |
Изобретение применяется в литейном производстве в устройствах для дозирования жидкого металла при литье в кокиль и при литье под электромагнитным давлением. Цель изобретения - повышение качества литья. В процессе заполнения формы определяют текущий уровень металла в форме, в зависимости от которого и конфигурации формы изменяют скорость подачи металла в форму. 2 ил.
Улробля ющии
Вход
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
