Изобретение относится к смазкам для механической обработки металлов и может быть использовано для улучшения процессов шлифования труднообрабатываемых материалов.
Цель изобретения - снижение мощности шлифования и повышение стойкости инструмента.
Для приготовления смазки используют растительное масло (подсолнечное), серу, минеральное масло (машинное), гексаметилентетрамин, борную кислоту, сульфит натрия и стеариновую кислоту.
Смазку готовят следующим образом.
К навеске серы добавляют измельченный на шаровой мельнице гексаметилентетрамин, полученную массу смачивают частью машинного масла (для облегчения перемешивания и избежания местных перегревов), включают источник тепла и смеситель донногч
перемещения (последний должен работать до окончания процесса изготовления смазки). Температуру доводят до 135°С и выдерживают 35-40 мин, затем вливают растительное масло и температуру поднимают до 155-160 С.
При получении серии проб одинакового оттенка отдельными порциями всыпают смесь борной кислоты и сульфита натрия. Далее,внося в реактор стеариновую кислоту, в течение 20-30 мин проводят полное растворение гекса- метилентетрамина.
т
Полученная смазка представляет собой твердую темно-коричневую массу с т.гот, 75-95°С, гомогенную по структуре и отличающуюся коллоидной устойчивостью.
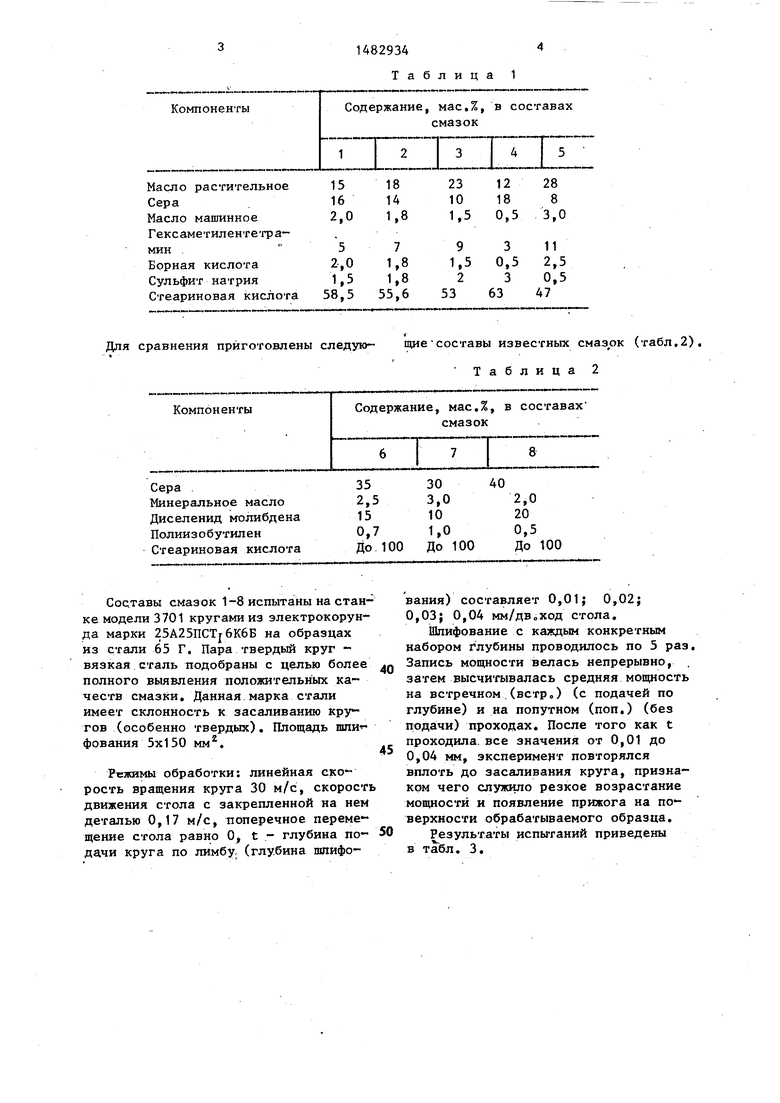
По описанной технологии были получены следующие со ставы смазок (табл. 1).
(Л
С
1482934
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для механической обработки металлов | 1987 |
|
SU1482933A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
| Смазка для механической обработки металлов | 1986 |
|
SU1413122A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2114903C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Антифрикционная смазка для абразивной обработки металлов | 1986 |
|
SU1384605A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1980 |
|
SU876698A1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2525293C1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
Изобретение касается смазочных веществ, в частности смазки для механической обработки (шлифования) металлов. Цель - снижение мощности шлифования и повышение стойкости инструмента. В состав смазки входят, мас.%: растительное масло 15-33, сера 10-16, минеральное масло 1,5-2, гексаметилентетрамин 5-9, борная кислота 1,5-2, сульфитнатрия 1,5-2, стеариновая кислота до 100. Этот состав при глубине шлифования 0,04 мм позволяет снизить мощность шлифования с 500-620 до 485-500 Вт и при этом съем металла повышается с 920-940 до 1875-2300 мм3. 3 табл.
Для сравнения приготовлены следую- щие составы известных смазгок (табл.2).
Таблица 2
Составы смазок 1-8 испытаны на станке модели 3701 кругами из электрокорунда марки 25A25lICTj6K6B на образцах из стали 65 Г. Пара твердый круг - вязкая сталь подобраны с целью более полного выявления положительных качеств смазки. Данная марка стали имеет склонность к засаливанию кругов (особенно твердых). Площадь шли фования 5x150 мм2.
Режимы обработки: линейная скорость вращения круга 30 м/с, скорость движения стола с закрепленной на нем деталью 0,17 м/с, поперечное перемещение стола равно 0, t - глубина по- 50 дачи круга по лимбу, (глубина шлифо0
5
0
вания) составляет 0,01; 0,02; 0,03; 0,04 мм/дв„ход стола.
Шлифование с каждым конкретным набором глубины проводилось по 5 раз. Запись мощности велась непрерывно, затем высчитывалась средняя мощность на встречном (встр.) (с подачей по глубине) и на попутном (поп.) (без подачи) проходах. После того как t проходила все значения от 0,01 до 0,04 мм, эксперимент повторялся вплоть до засаливания круга, признаком чего служило резкое возрастание мощности и появление прижога на поверхности обрабатываемого образца.
Результаты испытаний приведены в табл. 3.
71482934
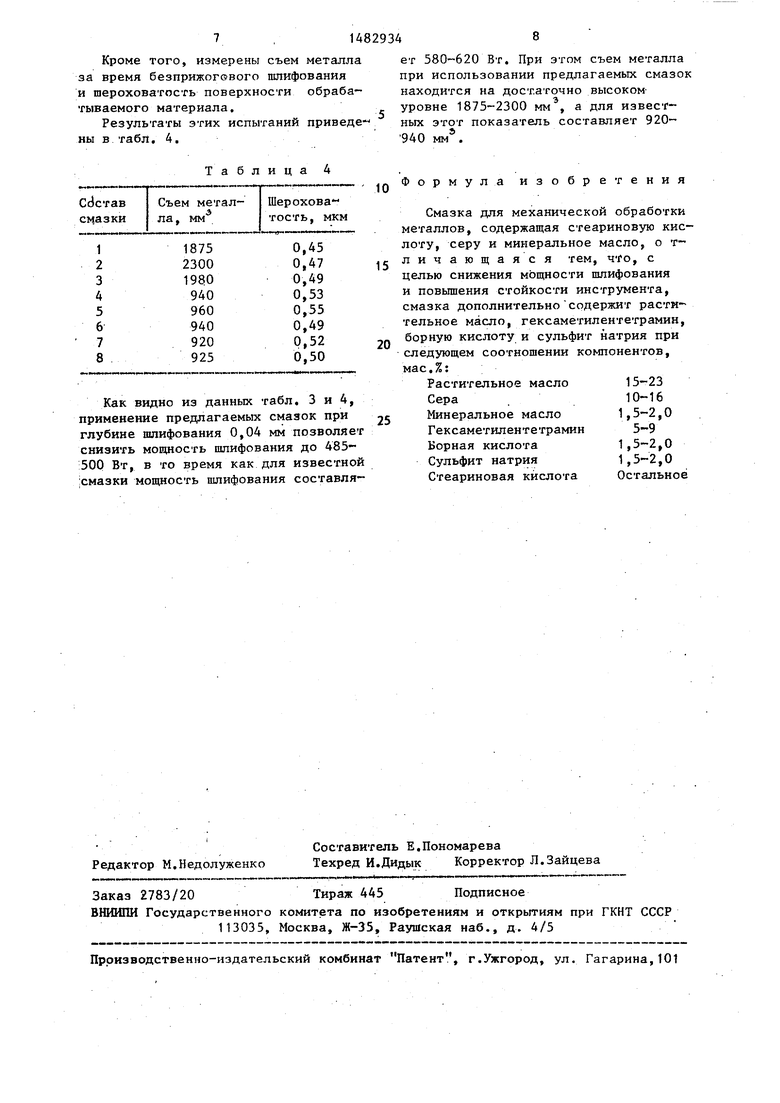
Кроме того, измерены съем металла за время безприжогового шлифования и шероховатость поверхности обрабатываемого материала.
Результаты этих испытаний приведе-1 ны в табл. 4.
9
Таблица 4
Как видно из данных табл. 3 и 4, применение предлагаемых смазок при глубине шлифования 0,04 мм позволяет снизить мощность шлифования до 485- 500 Вт, в то время как для известной смазки мощность шлифования составля8
ет 580-620 Вт. При этом съем металла при использовании предлагаемых смазок находится на достаточно высоком уровне 1875-2300 ммэ, а для известных этот показатель составляет 920- 940 мм.
10
Формула изобретения
Смазка для механической обработки металлов, содержащая стеариновую кислоту, серу и минеральное масло, о т
целью снижения мощности шлифования и повышения стойкости инструмента, смазка дополнительно содержит растительное масло, гексаметилентетрамин, борную кислоту и сульфит натрия при следующем соотношении компонентов, мас.%:
Растительное масло 15-23 Сера10-16
Минеральное масло 1,5-2,0 Гексаметилентетрамин 5-9 Борная кислота 1,5-2,0 Сульфит натрия 1,5-2,0 Стеариновая кислота Остальное
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Антифрикционная смазка для абразивной обработки | 1981 |
|
SU1016356A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
