(21)4114928/31-04
(22)01.09.86
(46) 30.07.88. Бюл. № 28
(71)Одесский политехнический институт
(72)В.В.Якушева
(53)621.892:621.7.016,3(088.8)
(56)Авторское свидетельство СССР № 595368, кл. С 10 М 125/06, 1978.
Авторское свидетельство СССР № 1016356, кл. С 10 М 125/06, 1983.
(54)СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
(57)Изобретение относится к смазкам
для механической обработки металлов и может быть использовано для улучшения процессов шлифования труднообрабатываемых материалов. Цель - снижение мощности шлифования и температуры в зоне резания. Смазка содержит, мас.%: битум 26-32, сера 10-14, карбамид 6-8, стеариновая кислота 26-32, минеральное масло - остальное. Смазка уменьшает мощность, затрачиваемую на шлифование, на 30% и температуру в зоне резания на 60-200°С при повышении стойкости инструмента в 1,5 раза и снижении шероховатости поверхности. 3 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1449337A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482933A1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482934A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2065867C1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Смазка для заточки режущего инструмента | 1984 |
|
SU1168588A1 |
| Смазка для абразивной обработки металлов | 1990 |
|
SU1726499A2 |
со
ю ю
11А13122
Изобретение относится к смазочным составам для механической обработки металлов и может быть использовано для улучшения процессов шлифования труднообрабатываемьЕ-с материалов, например быстрорежу1цих сталей.
Цель изобретения - снижение мощности шлифования и температуры в зоне резания. : Для приготовления смазки исполь- зуют битум, серу, карбамид, стеарино- ;Вую кислоту и минеральное масло. I Для приготовления смазки в расплав битума и серы при 160°С и постоянном 5 I перемешивании по мере загустевания I расплава добавляют приблизительно третью часть навески стеариновой кис- ЛОТЫ, Выдерживают смесь при неизмен- :ной температуре и постоянном переме- 20 :шивании в течение 1 ч. Затем в реак- : тор добавляют остальную часть стеари- : новой кислоты И мяшинное масло и вы- : держивают в течение 40 мин. В течение этого промежутка времени в реактор 25
добавляют небольшими порциями карба- : МИД. Полученную массу отформовывают в бруски со стороной, равной 11 ирине режущей кромки круга.
Готовый продукт светло-коричнево- ЗО
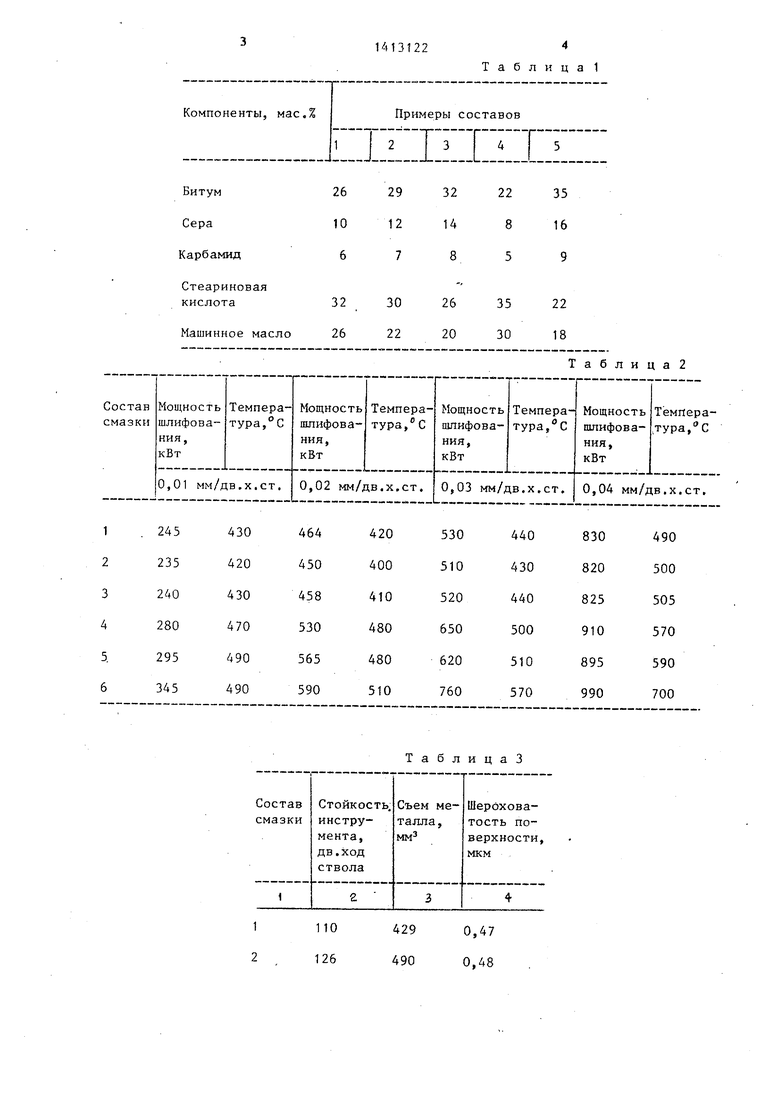
Исследовалась зависимость мощно шлифования и температуры в зоне ре ния от величины съема при ширине ш фования мм.
Режимы шлифования: скорость кру 30 м/с, скорость детали 0,17 м/с, дача поперечная детали О, глубин ишифования (t) 0,01; 0,02; 0,03 и 0,04 мм/дв.х.ст.
Оценивались следующие показател мощность шлифования и температура зоне резания при различных показат лях поперечной подачи. Результаты испытаний приведены в табл. 2.
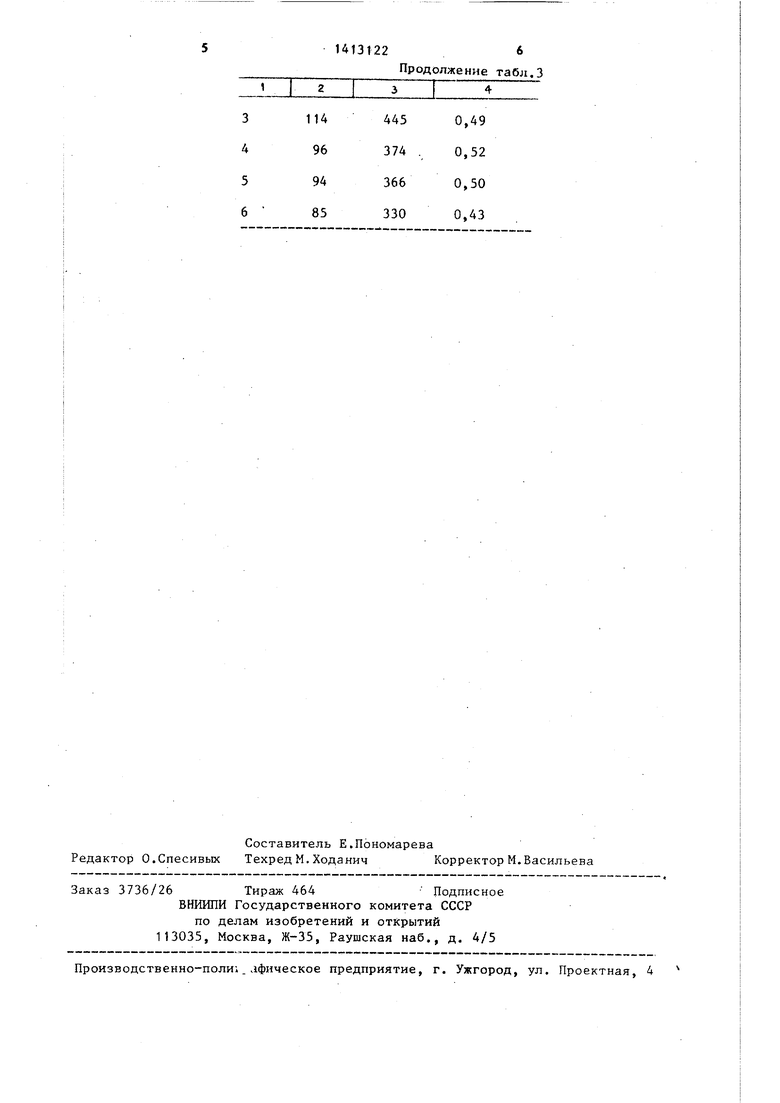
В указанных условиях испытания при t 0,01 мм/дв.х.ст. при приме нии смазок составов 1-6 определены также стойкость инструмента, съем талла и шероховатость поверхности. Результаты испытаний приведены в табл. 3.
В результате испытаний на образ цах из быстрорежущей стали установ но, что мош,ность, затрачиваемая на шлифование при применении предлага мого состава, уменьшается относительно прототипа в среднем на 30%, температура в зоне резания снижает на 60-200°С, при повышении стойкос
шероховатости.
Формула
и 3 о о р е т е в и
35
го цвета с т.пл. в зависимости от про- инструмента в 1,5 раза и снижении
центного соотношения компонентов .
По указанной технологии получень следующие составы смазок (табл. 1).
Указа1 ные составы 1-5 испытаь ы в срявнекии с прототип-ом (состав 6), мас.%;
Сера35
№1неральное масло 2,5
Дисспенид молибдена 15,0
Полиизобутилен0,5
Стеариновая кислота 47
Сравнительные испытания проводились на плоскошлифовальном станке модели ЗГ71 кругами из электрокорунда марки 24А25 СМ16К5 на образцах из быстрорежущих сталей ЭП-682. П,пош,адь ишифования 6x65 мм.
40
45
Смазка для механической обработ металлов, содержащая стеариновую к лоту, минерааьное масло и серу, о л и ч а ю щ а я с я тем, что, с ц лью cHi-гжения мощности пшифования и температуры в зоне резания, смазка дополнительно содержит битум и кар мид при следующем соотношении комп нентов, мас.%:
Битум26-32
Сера10-14
Карбамид6-8
Стеариновая кислота 26-32 Минеральное масло Остальное
Исследовалась зависимость мощности шлифования и температуры в зоне резания от величины съема при ширине шлифования мм.
Режимы шлифования: скорость круга 30 м/с, скорость детали 0,17 м/с, подача поперечная детали О, глубина ишифования (t) 0,01; 0,02; 0,03 и 0,04 мм/дв.х.ст.
Оценивались следующие показатели: мощность шлифования и температура в зоне резания при различных показателях поперечной подачи. Результаты испытаний приведены в табл. 2.
В указанных условиях испытания при t 0,01 мм/дв.х.ст. при применении смазок составов 1-6 определены также стойкость инструмента, съем металла и шероховатость поверхности. Результаты испытаний приведены в табл. 3.
В результате испытаний на образцах из быстрорежущей стали установлено, что мош,ность, затрачиваемая на шлифование при применении предлагаемого состава, уменьшается относительно прототипа в среднем на 30%, температура в зоне резания снижается на 60-200°С, при повышении стойкости
шероховатости.
Формула
и 3 о о р е т е в и я
Смазка для механической обработки металлов, содержащая стеариновую кислоту, минерааьное масло и серу, о т- л и ч а ю щ а я с я тем, что, с целью cHi-гжения мощности пшифования и температуры в зоне резания, смазка дополнительно содержит битум и карбамид при следующем соотношении компонентов, мас.%:
Битум26-32
Сера10-14
Карбамид6-8
Стеариновая кислота 26-32 Минеральное масло Остальное
2629322235
101214816
67859
3230263522
2622203018
Таблица 1
Таблица2
ТаблицаЗ
31144450,49
5943660,50
6 853300,43
