Изобретение относится к смазкам для механической обработки металлов и может быть использовано для улучшения процессов шлифования труднообрабатываемых материалов, например, цементируемых сталей.
Цель изобретения - снижение мощности шлифования и температуры в зоне резания.
Для приготовления смазки используют стеариновую кислоту серу, глицерин и в качестве минерального масла используют машинное масло.
Смазку готовят следующим образом.
В расплав стеариновой кислоты, составляющей 30% от исходной массы, вносят полную навеску серы и половинное содержание глицерина, смесь нагревают до 160 С и выдерживают в течение 1 ч. Образуется двухфазная система из жидкого стеарина с незначительными примесями и твердого темно- окрашенного осадка. Затем добавляют оставшееся количество стеариновой кислоты и глицерина и температуру реакционной смеси поднимают до 200- 210°С. Происходит постепенное растворение твердой фазы, а в отборах проб состав в остывшем состоянии меняет цвет от желтого до темно-коричневого.
Разбавление машинным маслом проводят при выключенном источнике тепла не менее 7-10 мин. В противном случае.может наблюдаться грубая дисперсность и выпотевание компонента.
Процесс проводят в условиях непрерывного перемешивания.
1482932
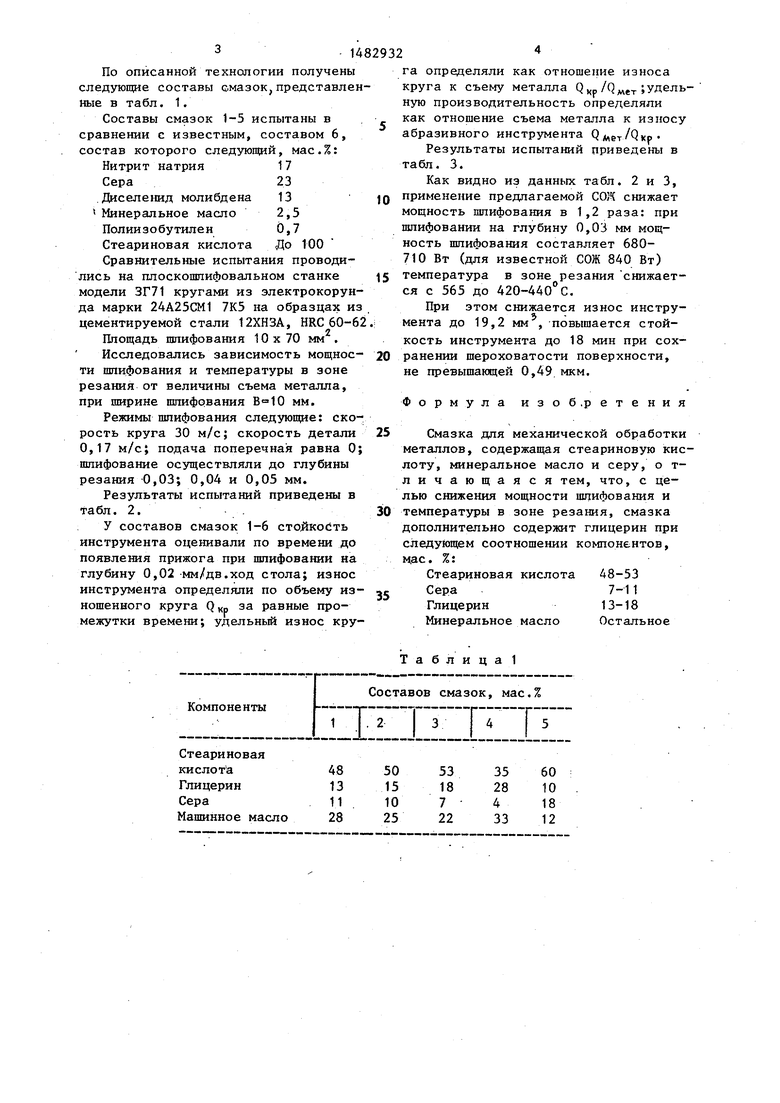
По описанной технологии получены следующие составы смазок,представленные в табл. 1.
Составы смазок
1-5 испытаны в
сравнении с известным, составом 6, состав которого следующий, мас.%: Нитрит натрия 17 Сера23
Диселенид молибдена 13 Минеральное масло 2,5 Полиизобутилен 0,7 Стеариновая кислота До 100 Сравнительные испытания проводились на плоскошлифовальном станке модели ЗГ71 кругами из электрокорунда марки 24А25СМ1 7К5 на образцах из цементируемой стали 12ХНЗА, HRC 60-62
л
Площадь шлифования 10x70 мм .
Исследовались зависимость мощности шлифования и температуры в зоне резания от величины съема металла, при ширине шлифования мм.
Режимы шлифования следующие: скорость круга 30 м/с; скорость детали 0,17 м/с; подача поперечная равна 0; шлифование осуществляли до глубины резания 0,03; 0,04 и 0,05 мм.
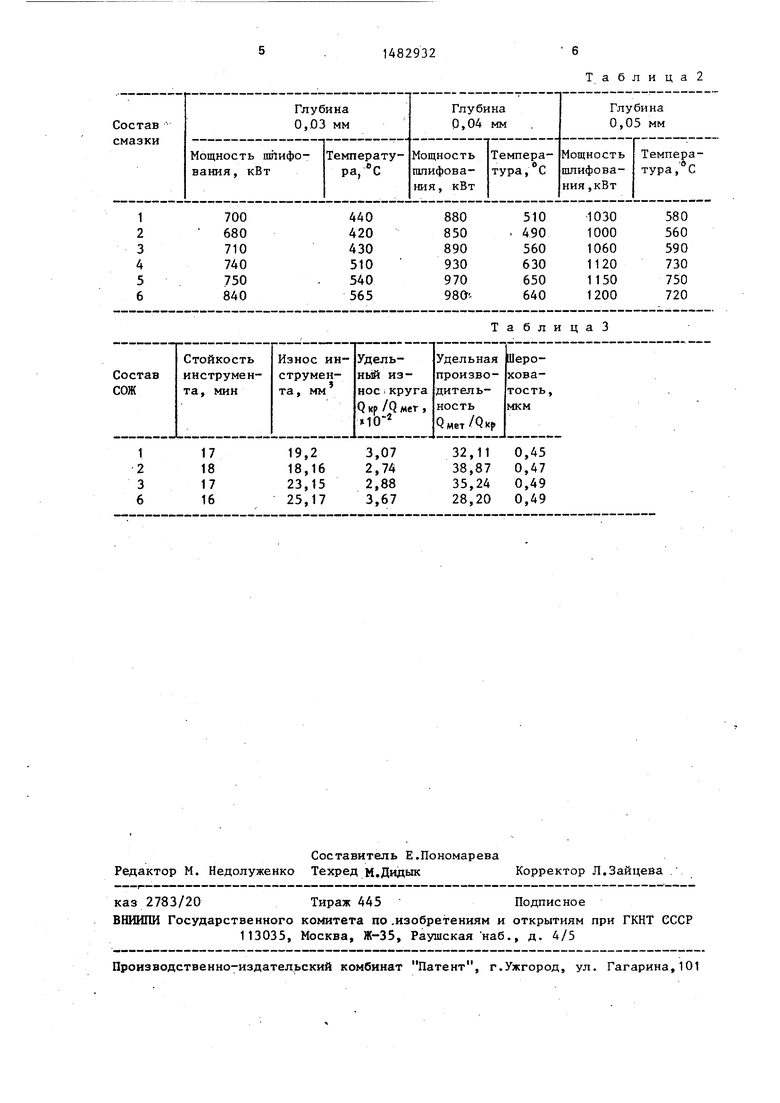
Результаты испытаний приведены в табл. 2.
У составов смазок 1-6 стойкость инструмента оценивали по времени до появления прижога при шлифовании на глубину 0,02 мм/дв.ход стола; износ инструмента определяли по объему изношенного круга Q Кр за равные промежутки времени; удельный износ кру
0
5
0
5
0
5
4
га определяли как отношение износа круга к съему металла QK /QMeT удельную производительность определяли как отношение съема металла к износу абразивного инструмента Р/цет/О р.
Результаты испытаний приведены в табл. 3.
Как видно из данных табл. 2 и 3, применение предлагаемой СОЛ снижает мощность шлифования в 1,2 раза: при шлифовании на глубину 0,03 мм мощность шлифования составляет 680- 710 Вт (для известной СОЖ 840 Вт) температура в зоне резания снижается с 565 до 420-440°С.
При этом снижается износ инструмента до 19,2 мм , повышается стойкость инструмента до 18 мин при сохранении шероховатости поверхности, не превышающей 0,49 мкм.
Формула изоб.ретения
Смазка для механической обработки металлов, содержащая стеариновую кислоту, минеральное масло и серу, о т- личающаяся тем, что, с целью снижения мощности шлифования и температуры в зоне резания, смазка дополнительно содержит глицерин при следующем соотношении компонентов, нас. %:
Стеариновая кислота 48-53 Сера7-11
Глицерин13-18
Минеральное масло Остальное
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для механической обработки металлов | 1987 |
|
SU1482933A1 |
| Смазка для механической обработки металлов | 1986 |
|
SU1413122A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482934A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2114903C1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1646823A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2509144C1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
Изобретение относится к смазочным составам, в частности к смазке для механической обработки металлов. С целью снижения мощности шлифования и температуры в зоне резания смазка содержит компоненты в следующем соотношении, мас,%: стеариновая кислота 48-53
сера 7-11
глицерин 13-18
минеральное масло - остальное. Применение данной смазки снижает мощность шлифования в 1,2 раза: при шлифовании на глубину 0,003 мм мощность шлифования составляет 680-710 Вт /для известной смазки 840 Вт/, температура в зоне резания снижается с 565 до 420-440°С. При этом снижается износ инструмента до 19,2 мм3, повышается стойкость инструмента до 18 мин, при сохранении шероховатости поверхности, не превышающей 0,49 мкм. 3 табл.
17 18 17 16
19,2 18,16 23,15 25,17
ТаблицаЗ
32,11 38,87 35,24 28,20
0,45 0,47 0,49 0,49
| Антифрикционная смазка для абразивной обработки | 1981 |
|
SU1016356A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
