Изобретение относится к смазкам для механической обработки металлов и может быть использовано для улучшения процессов шлифования труднообрабатываемых материалов, например цементируемых сталей.
Цель изобретения - снижение мощности шлифования и температуры в зоне резания.
Для изготовления смазки используют стеариновую кислоту, гексаметилентетрамин и минеральное масло (машинное) .
Смазку готовят следующим образом.
В расплав стеариновой кислоты вносят необходимое количество гексаме- тилентетрамина и доводят температуру до интенсивного выделения формальдегида (160°С). Через 15-20 мин, когда произойдет заметное потемнение и легкое вскипание среды и отмечается рост температуры, подогрев прекращают. Реакционной массе дагбт остыть до начальной температуры (160°С), выдерживая последнюю до исчезновения преобладающего запаха формальдегида и возникновения стойкого выделения аммиака (20-30 мин). В течение остального времени наблюдается резкое повышение вязкости расплава и падение интенсивности аммиачного запаха, процесс останавливают при наличии очень слабого выделения газов или его полного исчез.новения (4 5-60 мин). Разбавление машинным маслом проводят при выключенном источнике тепла до получения гомогенной массы (10- 12 мин).
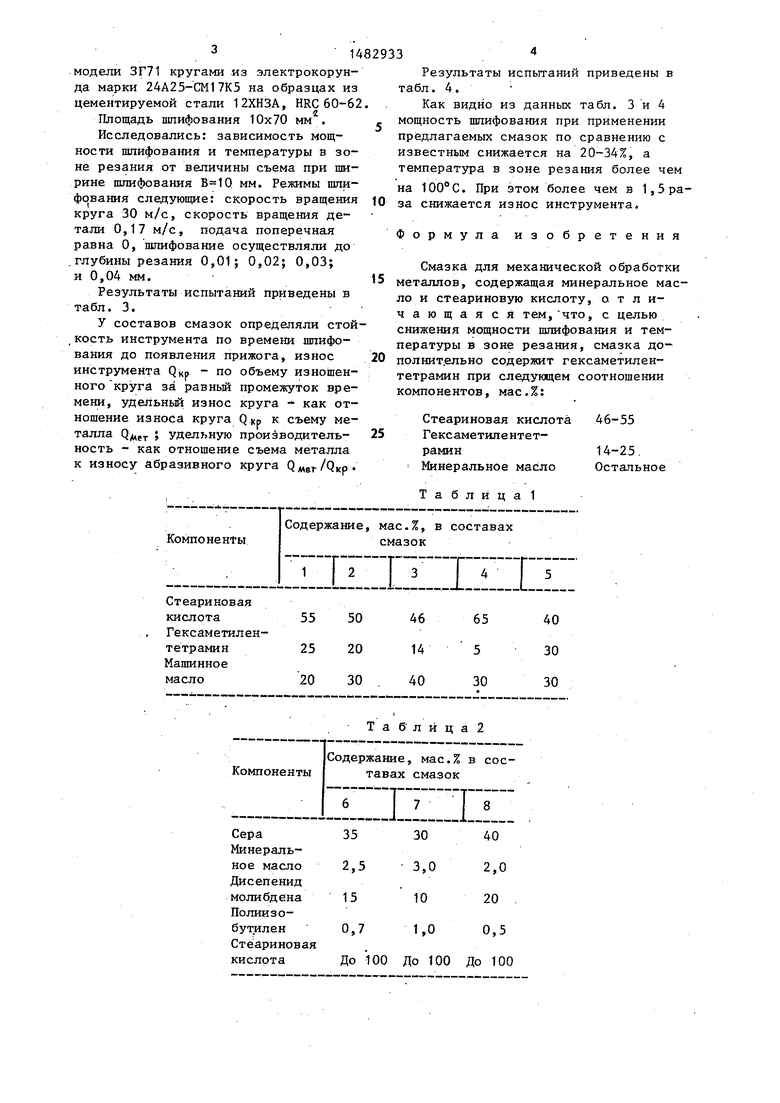
Составы смазок приведены в табл.1.
Составы смазок 1-5 испытаны в сравнении с известными смазками (табл. 2).
(Л
4
00
го
со со
со
Сравнительные испытания проводились на плоскошлифовальном станке
модели ЗГ71 кругами из электрокорунда марки 24А25-СМ17К5 на образцах из цементируемой стали 12ХНЗА, HRC 60-62.
л
Площадь шлифования 10x70 мм .,
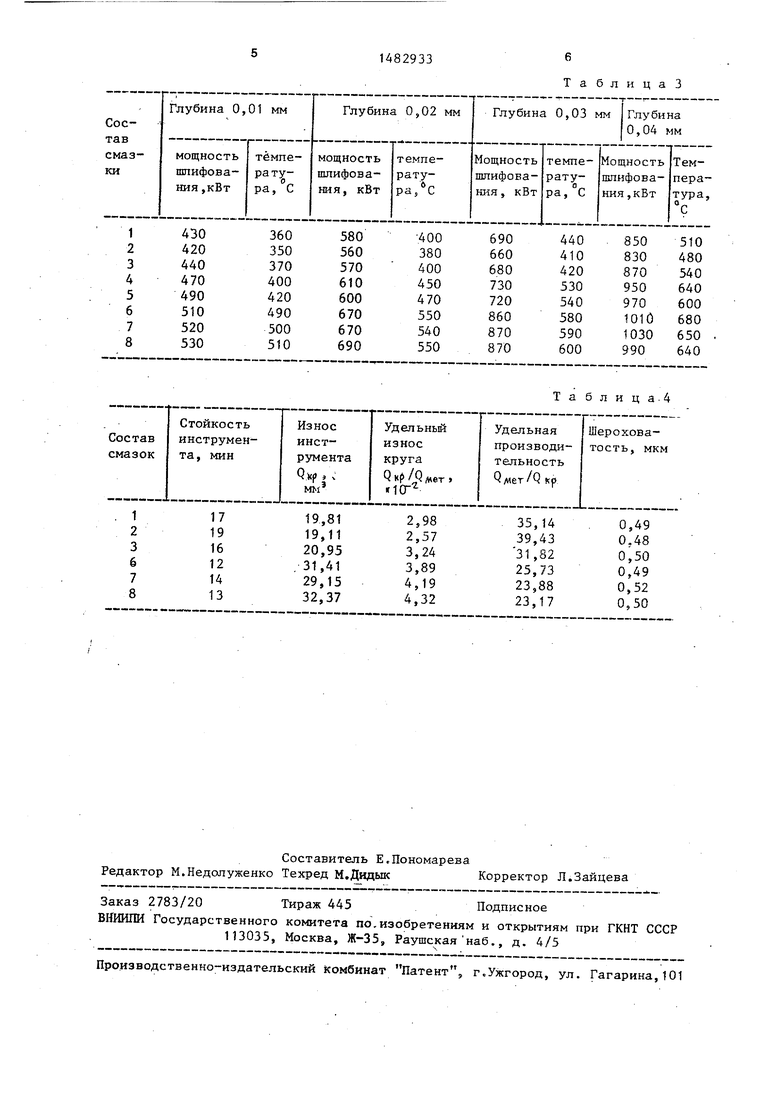
Исследовались: зависимость мощности шлифования и температуры в зоне резания от величины съема при ширине шлифования мм. Режимы шлифования следующие: скорость вращения Q круга 30 м/с, скорость вращения детали 0,17 м/с, подача поперечная равна 0, шлифование осуществляли до глубины резания 0,01; 0,02; 0,03; и 0,04 мм.15
Результаты испытаний приведены в табл. 3.
У составов смазок определяли стой- ,кость инструмента по времени шлифования до появления прижога, износ20 инструмента QKp - по объему изношенного круга за равньй промежуток времени, удельный износ круга - как отношение износа круга Q кр к съему металла удельную производитель- 25 ность - как отношение съема металла к износу абразивного круга Qwer/QKp
Результаты испытаний приведены в табл. 4.
Как видно из данных табл. 3 и 4 мощность шлифования при применении предлагаемых смазок по сравнению с известным снижается на 20-34%, а температура в зоне резания более чем
на 100°С. При этом более чем в 1,5 раза снижается износ инструмента.
Формула изобретения
Смазка для механической обработки металлов, содержащая минеральное масло и стеариновую кислоту, отличающаяся тем,что, с целью снижения мощности шлифования и температуры в зоне резания, смазка дополнительно содержит гексаметилен- тетрамин при следующем соотношении компонентов, мас.%:
Стеариновая кислота46-55 Гексаметиле нтет-
рамин14-25
Минеральное маслоОстальное
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482934A1 |
| Смазка для механической обработки металлов | 1986 |
|
SU1413122A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2114903C1 |
| Смазка для абразивной обработки металлов | 1988 |
|
SU1532574A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1449337A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1646823A1 |
Изобретение касается смазочных веществ, в частности смазки для механической обработки металлов, например цементируемых сталей. Цель - снижение мощности шлифования и температуры в зоне резанья. В состав смазки входят, мас.%: стеариновая кислота 46-55, гексаметилентетрамин 14-25, минеральное масло до 100. Эта смазка в сравнении с известной снижает на 20-34% мощность шлифования и более чем на 100°С температуру в зоне резания при меньшем в 1,5 раза износе инструмента. 4 табл.
Таблица2
ТаблицаЗ
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Антифрикционная смазка для абразивной обработки | 1981 |
|
SU1016356A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
