Предлагается применение в автомате для двусторонней обработки концов заготовок труб инструментальных головок для нарезки резьбы и образования фасок и приспособления для навертывания соединительной муфты на конец обработанной трубы. Такой автомат имеет повышенную производительность.
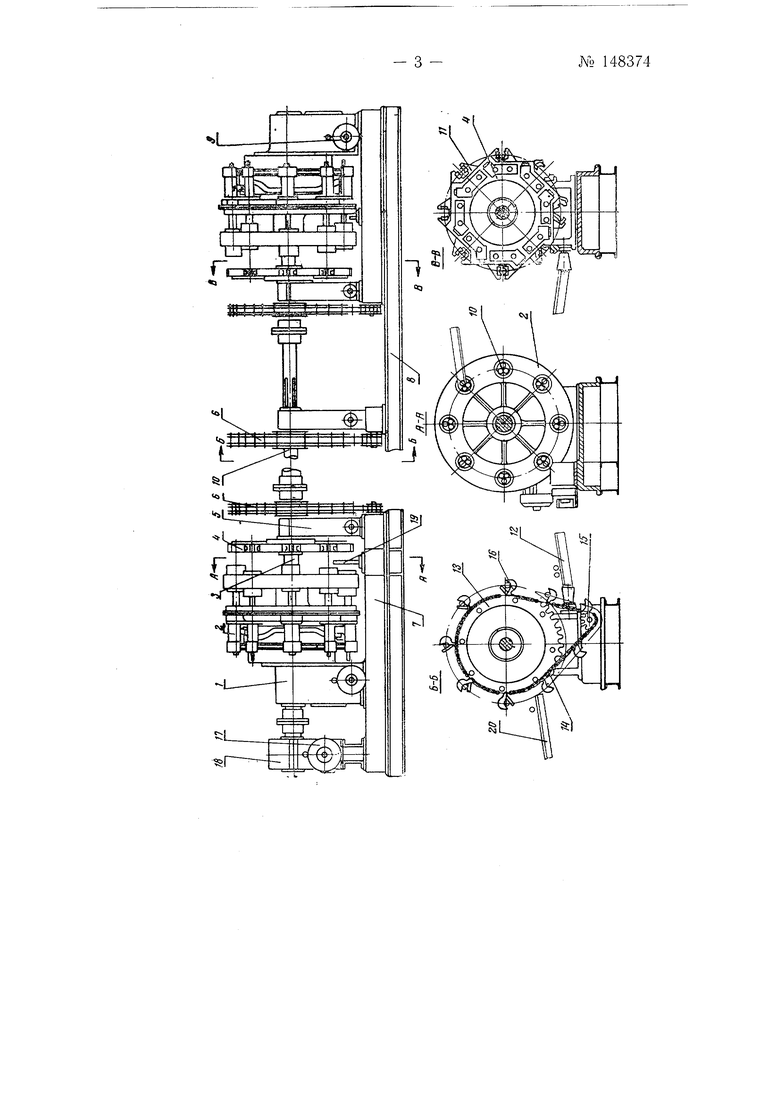
На чертеже представлен автомат в общем виде.
Правая часть автомата включает в себя следующие основные узлы: заднюю стойку /, шпиндельный барабан 2, центральный вал 3, барабан 4 силового зажима, переднюю стойку 5, транспортное устройство 6. Узлы монтируются на плите 7, установленной на сварной раме 5. Левая часть автомата включает такие же узлы и отличается от правой части тем, что плита 7 установлена на раме 8 неподвижно, тогда как ппавая часть автомата вместе с плитой 7 может перемещаться вдоль рамы 8 в зависимости от длины обрабатываемой трубы. Внутри задней стойки расположен механизм,вращающий шпиндельный барабан 2. На наружной части задней стойки установлен электродвигатель 9, приводящий в движение инструментальные головки. Шпиндельный барабан на торцовой части имеет восемь гнезд 10, в которых закрепляется инструмент, последовательно обрабатывающий концы труб. Барабан 4 силового зажима несет на себе восемь симметрично расположенных зажимов 11, автоматически осуществляющих зажим труб. Передняя стойка 5 служит опорой для транспортных устройств 6. Внутри стойки 5 размещен механиз.м вращения приводных роликов, перемещающих трубы вдоль автомата. Транспортное устройство 6 предназначено для перемещения труб от наклонных решеток 12 по окружности автомата при их обработке. Диски 13 транспортных устройств снабжены зубьями под роликовые цепи 4, соединяющие их с приводом 15. На цепях закреплены захваты 16, поддерживающие трубы при их перемещении вдоль
№ 148374- 2 автомата. 6 левой части автомата установлены электродвигатель /7 и редуктор 18, приводящие шпиндельный барабан транспортных устройств и барабан силового зажима.
Захваты 16 подхватывают трубы, скатывающиеся по наклонной решетке 12,.к несут их до совмещения с осью инструмента. К этому моменту концы труб зажимаются зажимами // барабана 4. Обработка левого (фиксированного по упору 19) конца трубы производится инструментальной головкой, подача которой осуществляется при помощи копирного ролика, катящегося по копирной дорожке шпиндельного барабана. После окончания первой операции ролик отводит инструментальную головку от торца трубы, а при помощи кулачкового механизма инструментальная головка с и.чструментом иоворачивается для следующей операции. Обработка правого конца трубы происходит аналогично. При различной длине обрабатываемых труб шпиндельная головка относительно правого торца трубы ориентируется при помощи специального устройства. После окончания обработки трубы щпиндельный барабан совместно с барабаном силового зажима поворачивается, перенося обработаа1ную трубу на противоположную сторону автомата. Зажимы // раскрываются, и обработанная труба по наклонной решетке 20 скатывается в тару.
Предмет изобретения
Применение в автомате для двусторонней обработки концов заготовок труб, с целью повышения его производительности, инструмечтальных головок для образования фасок и нарезки резьб и приспособления для навертывания соединительной муфты на конец обработанной трубы.