1
Изобретение относится к механической обработке и может быть использовано при обработке концов деталей стержневого типа.
Известен автомат длп обработки концов деталей стержневого типа, содержащий станину, бункер с ползуном поштучной выдачи заготовок, зажимное устройство и инструментальные шпиндельные головки с приводами продольной подачи и вращения 1,
Недостатки данного устройства низкая производительность поштучной выдачи заготовок и сложность конструкции .
Целью изобретения является повышение производительности автоматики и упрощение его конструкции.
Поставленная цель достигается тем, что ползун со стороны,взаимодействующей с заготовкой, выполнен с поперечным пазом/С-образной формы нижняя плоскость которого расположена. продольной оси шпиндельных головок не менее, чем на величину радиуса обрабатываекых заготовок /о зажимное устройство выполиено в виде призмы, подпружиненной в вертикальном направлении, и прижи-ма, установленного над призмой с возможностью, вертикального перемещения и взаимодействия с С-образным пазом ползуна при его перемещении в горизонтальном направлении индивидуальных пневмоприводоь, а сброс отработанного воздуха пневмопривод в ориентирован в зону отработки аготовок.
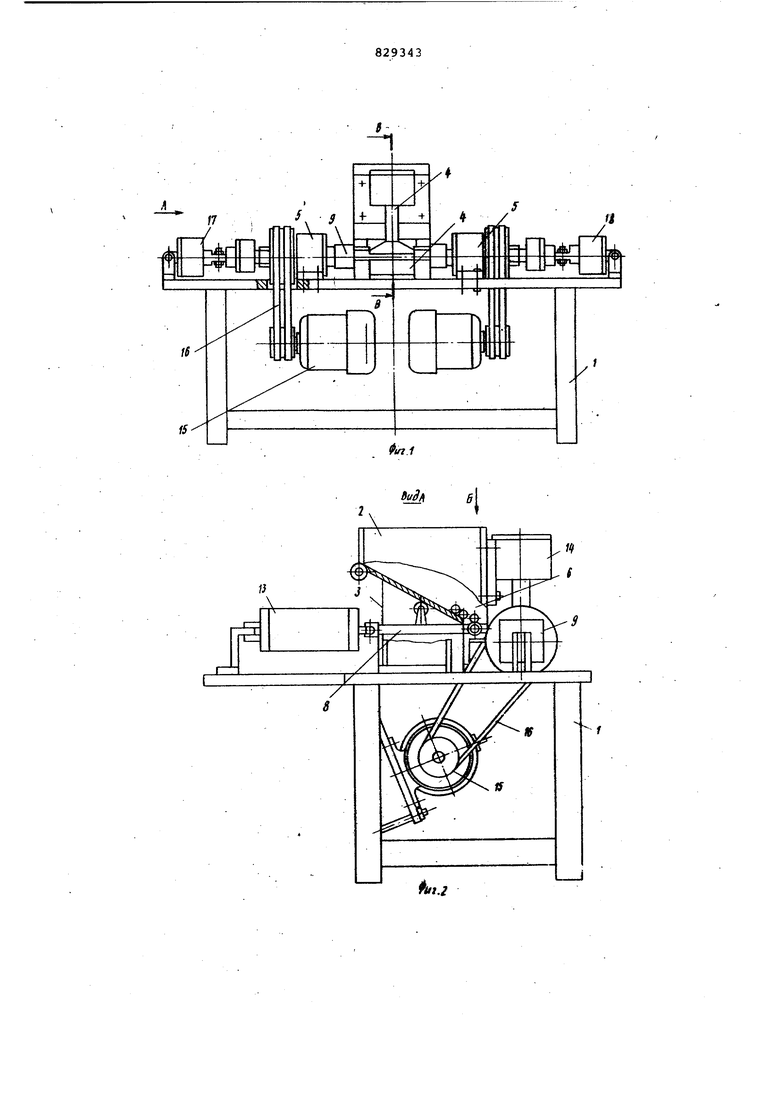
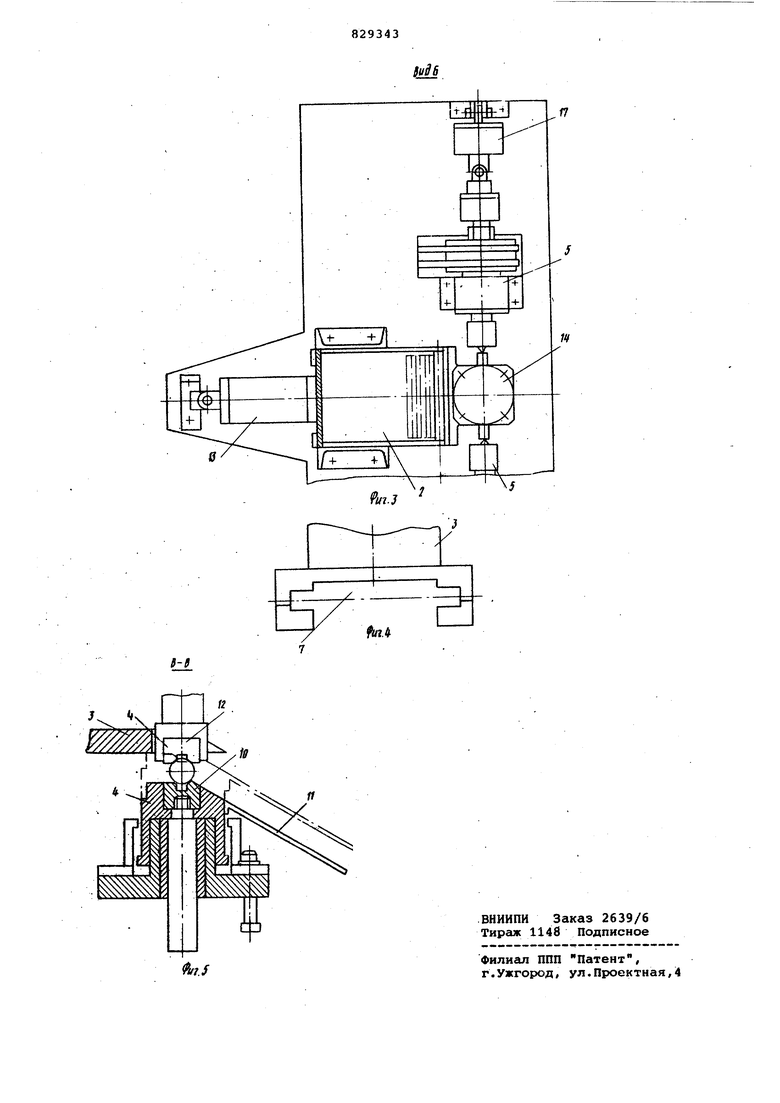
На фиг. 1 показан предлагаема автомат; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - часть ползуна со стороны, взаимодействующей с заготовкой; на фиг. 5 - сечение В-В на фиг. 1
Автомат для обработки концов деталей, например для снятия фасок с концов заготовок узлов крепления подвесок изоляторов, содержит станину 1 со смонтированными на ней бункером 2 в виде лотка для заготовок, ползуном 3 поштучной выдачи заготовок, зажимным устройством 4 и двумя инструментальными шпиндельными головками 5. Бункер 2 со стороны, обращенной к зажимному устройству, имеет выходное отверстие 6 для заготовок. Ползун 3 расположен горизонтальио под бункером 2 и выполнен со стороны, обращенной к зажимному устройству 4 и взаимодействующей с заготовкой, с поперечным пазом 7 С-образной формы. Паз выполне с такими размерами, -чтобы в нем могла свободно разместиться заготовка. Нижняя плоскость 8 ползуна расположена выше продольной оси 9 шпиндел)ьных головок 5 не- менее чем на величину радиуса обрабатываемых заготовок.
Зажимное устройство 4 выполнено в. виде призмы 10, подпружиненной в вертикальной плоскости. Призма установлена на верхней плоскости станины 1. Со стороны, обращенной наружу призма соединена с наклонным лотком 11, Призма 10 образует нижнюю опорную поверхность для обрабатываемых заготовок, И в свободном состоянии благодаря подпружиниванию эта опорная поверхность располагается на уровне нижней плоскости 8 ползуна, т,е. выше продольной оси-9 шпиндельных головок. Над призмой 10 установлен на стойках с возможность вертикального перемещения прижим 12 Нижняя поверхность прижима 12 образует верхнюю опорную поверхност для обрабатываемых заготовок. Размеры прижима 12, в частности продольный, в направлении оси 9 шпиндельных головок не препятствует взаимному перемещению прижима 12 и ползуна 3, даже в зоне их пересечения. Перемещение ползуна 3 и прижима 12 осуществляется с помощью индивидуальных пневмоприводов 13 и 14, Инструментальные шпиндельные головки 5 установлены в подшипниковых спорах. Вращение головок 5 осуществляется с помощью индивидуалных электроприводов 15 посредством кяинорёменных передач 16. Направление вращения шпиндельных головок противоположное. Продольная подача шпиндельных головок 5 осуществляетс также с помощью индивидуа;2ьных пневмоприводов 17 и 18, Для регулировки скорости продольной подачи головок подача воздуха в пневмоприводы 17и 18 осуществляется через буферные клапаны (дроссели), Для синхронного перемещения ползуна 3, прижима 12 и шпиндельных головок 5 служат путевые выключат ели, воздухораспределители, дроссели, реле времени и другие элементы электропневмоавтоматики (не показаны),
Автомат работает следующим образом.
Вначале подпружиненная призма 10 и прижим 12 находятся в верхнем крайнем положении. Инструментальные шпиндельные головки 5 разведены. Заготовки, подлежащие обработке, .уложены в бункер 2, Ползун 3 находится в крайнем положении, при котором его поперечный паз 7 С-образяой формы располагается строго
под выходным, отверстием 6 бункера 2, Заготовки свободно, под действием силы тяжести, скатываются в выходное отверстие б бункера, причем нижняя заготовка занимает гнездо 5 паза 7 ползуна. При подаче воздуха в систему и включении электропитания воздух поступает в полость цилиндра пневмопривода 13 ползуна 3, который подает заготовку на призму
Q 10, В этот момент сжатый воздух
подается в полость цилиндра пневмопривода 14 прижима 12, Прижим перемещается вниз, поджимает заготовку сверху и, преодолевая усилие подпружинивания. призмы 10, поджимает
5 ее к станине . 1, В этом положении
призам продольная ось заготовки совпадает с продольной осью 9 шпиндельных головок. Ползун 3 отводится с помощью пневмопривода 13 в исходное положение. Далее пневмоавтоматика подает воздух в полости цилиндра пневмоприводов 17 и 18. Инструме.нтальные шпиндельные головки 5 перемещаются в направлении к кон5 Цйм зажатой заготовки,Одновременно с этим шпиндельные головки начинают вращаться от электроприводов 15 и включается реле времени на время, необходимое для обработки заготовки. Затем шпиндельные
0 головки 5 разводятся пневмоприводами 17 и 18, электроприводы 15 отключаются в верхнее исходное - положение. При подаче ползуном З новой заготовки обработанная заготовка
5 .сталкивается торцом ползуна в надлонный лоток 11. В дальнейшем цик,лы работы автомата повторяются.
Формула изобретения Автомат дЛя обработки концов дё0 ® стержневого типа, содержащий станину, бункер с ползуном поштучной выдачи заготовок, зажимное устройство и две инструментальные шпиндельные головки с приводами профильной подачи и вращения, о т5 л и чающийся тем, что, с целью повышения производительности -и упрощения конструкции. Ползун со еторсны, взаимодействующей с заготовкой, выполнен с поперечным пазом С-образной формы, нижняя плоскость которого расположена выше продольной оси шпиндельных головок не менее, чем на величину радиуса обрабатываемых заготовок, а зажимное устройство выполнено в виде
призмы подпружиненной в вертикальном направлении, и призкима, установленного нал призмой с возможностью вертикального перемещения и взаимодействия с С-образным пазом ползуна при его перемещении в горизонтальном направлении.
Источники информации, .принятые во внимание при экспертизе
,1, Авторское свидетельство СССР № 407650, кл. В 23 В 5/16, 1972, 15 Ф1П.1 а
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцеобрабатывающий автомат | 1989 |
|
SU1717308A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Автоматдля центрирования деталей | 1974 |
|
SU516508A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ОДНОВРЕМЕННО С ДВУХ СТОРОН | 1993 |
|
RU2041043C1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Автомат для изготовления пружинных колец из витых пружинных заготовок | 1989 |
|
SU1641492A1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |