ного материала, к торцу 7 планшайбы 6 с усилием
гдеРп - усилие прижатия;
,1 -1,5- коэффициент запаса;
Рс-максимальное радиальное
смещающее усилие; f - коэффициент трения между
торцом 7 и элементом 9. При шунтировании сопротивления 19 контактом 20 магнитный патрон развивает полное усилие, достаточное для жесткого закрепления базирующего элемента 9 на планшайбе 6.
В модификации по фиг. 4 базирующий
элемент 9 прижат к планшайбе 6 посредством шайбы 21, установленной на базирующем элементе 9 с возможностью скольжения вдоль оси шпинделя 5 по стойкам 22 и прижатой к основанию базирующего элемента пружинами 23 с усилием Рп. Кро ме того, базирующий элемент 9 прижат к планшайбе 6 силовым элементом в виде пружины 24 и тяги 25 с гайкой 26, при этом на основании 1 закреплен силовой цилиндр 27 принудительного отжатия тяги 25 вправо.
В модификации по фиг. 5 и б базирующий элемент выполнен в виде призмы 28, смонтированной в диаметральном пазу 29 планшайбы 6 с возможностью жесткого закрепления (фиксации) винтами 30, и прижимного элемента 31.
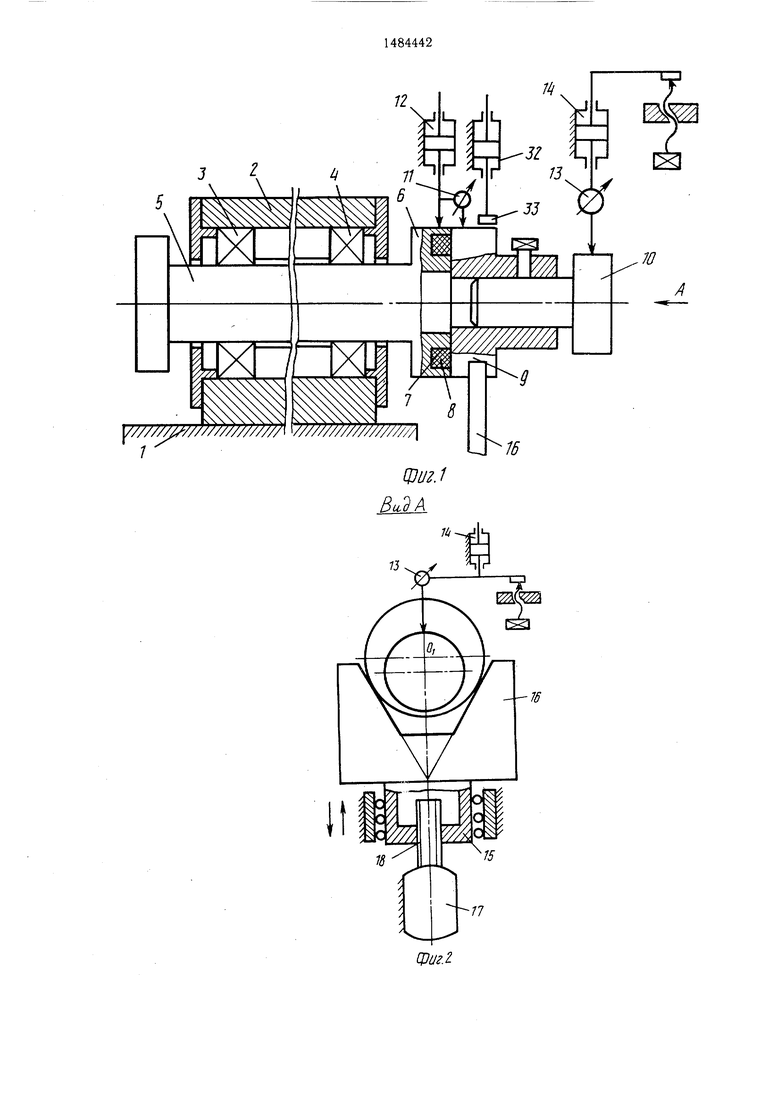
На основании 1 смонтирован также вспомогательный цилиндр 32 с толкателем 33 (фиг. 1). Процесс центрирования заготовки осуществляется следующим образом (фиг. 1, 2).
Заготовку 10 закрепляют .в базирующем элементе 9, размыкают контакт 20, подводят к заготовке измеритель 13 биений и проворачивают шпиндель 5, наблюдая показания измерителя 13. Проворачивание шпинделя 5 останавливают при минимальном расстоянии от поверхности заготовки 10 до оси О шпинделя 5 (фиг. 2). Во время проворачивания фиксируют, например записывают или вводят в память ЭВМ, максимальное и минимальное отклонение измерителя 13. После остановки проворачивания включают двигатель 17, который посредством винтовой пары 18 и призмы 16 смещает базирующий элемент 9 с заготовкой 10 вверх на половину замеренной измерителем 13 и введенной в память амплитуды биений заготовки 10. Величина перемещения может контролироваться мерителем 11, или отсчитываться по числу шагов при использовании в качестве привода 17 шагового двигателя.
После завершения центрирования замыканием контакта 20 шунтируют сопротивление 19, сила тока в обмотке 8 электромагнита возрастает, так что базирующий элемент 9 жестко притягивается к планшай
5
0
5
0
бе 6, и отводят призму. Далее включают привод рабочего вращения шпинделя 5 и осуществляют обработку заготовки 10.
В модификации по фиг. 4 устройство работает аналогично.
Во время центрирования цилиндр 27 отжимает тягу 25 с гайкой 26 вправо, сжимая пружину 24 так, что тяга 25 не воздействует на базирующий элемент 9, который прижат к планшайбе только пружинами 23. После завершения центрирования шток цилиндра 27 отходит влево, пружина 24, воздействуя на гайку 26, смещает тягу 25 влево, и усилие тяги закрепляет базирующий элемент 9 на планшайбе 6. Если биение заготовки 10 (фиг. 1) больше допустимого, то призму 16 устанавливают в положение, соответствующее номинальному совмещению осей базирующего элемента 9 и шпинделя 5, и посредством цилиндра 32 с толкателем 33 заталкивают элемент 9 в призму 16, после чего проводят центрирование.
В модификации по фиг. 5 и 6 центрирование ведется аналогично, но определение величины смещения базирующего элемента - призмы 28 осуществляют путем измерения диаметра заготовки 10, а во время центрирования планшайбу 6 устанавливают в положении, когда паз 29 ориентирован вертикально (фиг. 6), ослабляют натяг винтов 30, смещают призму 28 до совмещения центра заготовки 10 с осью шпинделя 5 и снова затягивают винты 30.
Формула изобретения
1.Устройство для центрирования заго- товки на планшайбе, установленной на шпинделе, размещенном в корпусе на подшипниках, содержащее элементы крепления заготовки на планшайбе, привод поворота планшайбы, измеритель биения заготовки и привод ее радиальных перемещений в плоскости планшайбы, отличающееся тем, что, с целью упрощения устройства и повышения производительности, оно снабжено базирующим элементом заготовки с плоским основанием и средствами прижатия основания к планшайбе, а измеритель биений заготовки и привод ее радиальных перемещений размещены на корпусе оппозитно и в проходящей через ось шпинделя плоскости, а привод радиальных перемещений заготовки снабжен призмой, биссектриса которой лежит в
этой плоскости, при этом средства прижатия основания базирующего элемента к планшайбе выполнены с возможностью проскальзывания при предварительном прижатии и жесткого закрепления к ней.
2.Устройство по п. 1, отличающееся тем, что базирующий элемент установлен на планшайбе с возможностью перемещения, а планшайба снабжена диаметрально расположенной направляющей.
м
rf ОО Tf
-D
+ 0

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Зажимное устройство | 1986 |
|
SU1342663A1 |
| Привод зажимного устройства | 1984 |
|
SU1247176A1 |
| Устройство для базирования и вращения деталей | 1978 |
|
SU779050A1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| Способ соединения линз в оптический блок и устройство для его осуществления | 1987 |
|
SU1597829A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |

Изобретение относится к области обработки металлов резанием и может быть использовано при обработке поверхности вращения. Целью изобретения является упрощение устройства и повышение производительности за счет возможности автоматизации процесса. В устройство введены средства для предварительного прижатия элемента базирования с заготовкой к плоской планшайбе, измерения биений. Центрирование осуществляют путем смещений элемента базирования и жестким закреплением последнего. 1 з.п. ф-лы, 6ил.
- 0Фае. 5
Фаз V
Составитель В Жиганов
Ре.ыкторВ ЛанкоТехред И ВересКорректор М Самборская
Заказ 2972/7Тираж 83 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб , д 4/5 Производственно издательский комбинат «Патент, г Ужгород, ул Гагарина, 101
/
19
JJM№-J
2 , 25
JO
30
Ц)и г. 6
