Изобретение относится к станкостроению и предназначено для защиты различных металлорежущих инструментов при последовательном выполнении ими технологического процесса обработки деталей на станках-автоматах, многооперационных станках типа «обрабатывающий центр и др.
Целью изобретения является расширение эксплуатационных возможностей за счет увеличения диапазона регулирования.
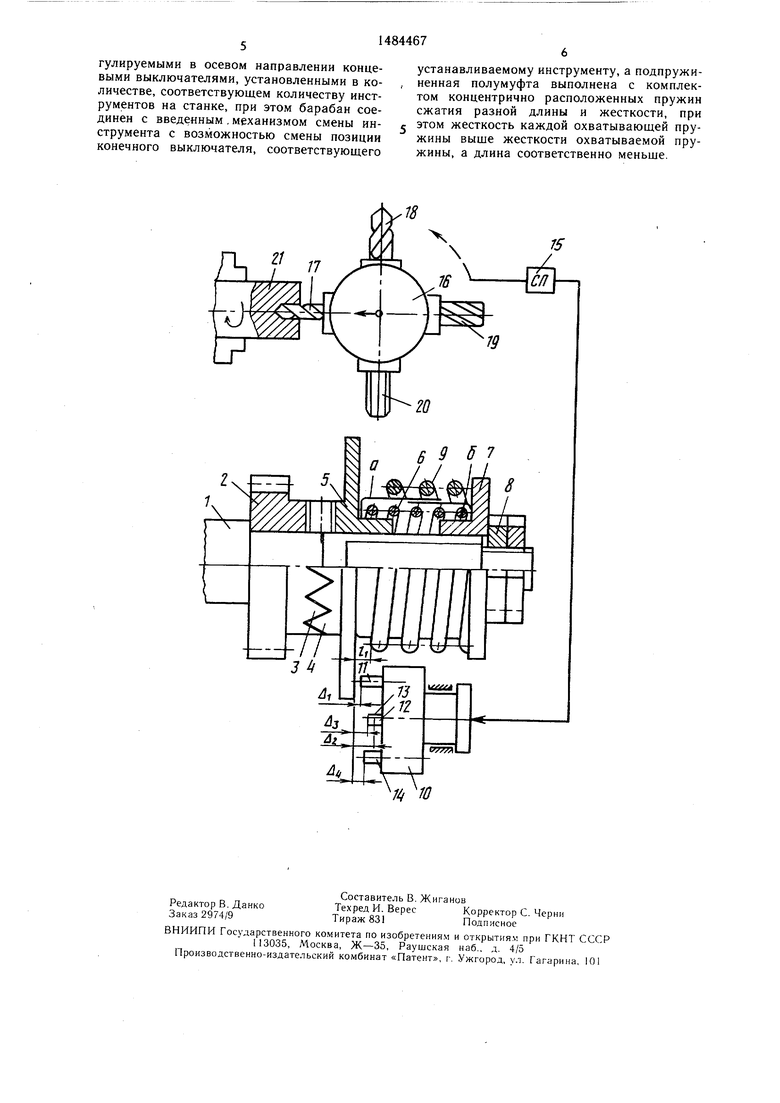
На чертеже показана система защиты металлорежущих инструментов от перегрузок.
На ведомом валу 1. являющемся валом привода станка, свободно установлена шестерня 2, находящаяся в постоянном кинематическом зацеплении с другой шестерней привода станка (не показана). На торце ступицы шестерни 2 выполнены ведущие кулачки 3, находящиеся в зацеплении с кулачками 4, выполненными на торце ведомой осеподвижной полумуфты 5. Данная полумуфта поджимается в направлении к ведущей полумуфте пружиной 6 сжатия, второй конец которой упирается в фланец 7, контактирующий с регулировочными гайками 8, навинченными на резьбовой участок вала 1. Пружина 6 охватывается двумя тонкостенными стаканами а к б. Концентрично жине 6 расположена охватывающая пружина 9 сжатия. На чертеже показаны две пружины сжатия, а практически может быть использовано три или четыре пружины различной длины и жесткость каждой охватывающей пружины превышает жесткость охватываемой пружины, а длина каждой охватывающей пружины меньше длины охваЯ
оо
4 4 О -J
тываемой пружины. При полном зацеплении кулачков 4 и 3 между торцом осепод- вижной полумуфты 5 и охватывающей пружиной 9 имеется зазор величиной 1.
Механизм отключения перемещения инструмента при перегрузке, т. е. отключения привода подач при допустимом моменте или осевом усилии на режущем инструменте, выполнен в виде многопозиционного поворотного барабана 10 с регулируемыми в
следовательно, увеличивается крутящий момент на валу 1, который кинематически соединен, например, с механизмом осевого перемещения головки 16, и увеличение момента на валу 1 приводит к увеличению осевого усилия Рас. в зоне зацепления кулачков 3 и 4, вследствии чего осепод- вижная полумуфта 5 частично смещается вправо, сжимая при этом пружину 6 и при выборке зазора AI воздействует на штырь
осевом направлении концевыми выключате- 10 Ц концевого выключателя, приводя -к отлями со штырями 11 -14, электрически соединенными с приводом (приводами) подач инструментов (на чертеже привод подач условно не показан). Данный барабан синхронно соединен через систему 15 поворота с инструментальным магазином или инструментальной головкой 16, в которой последовательно, например, расположены сверло 17 меньшего диаметра, сверло 18 большего диаметра (для рассверливания), зенкер 19 и развертка 20. Данные инструменты предназначены для поочередного взаимодействия с обрабатываемой деталью 21. Таким образом, число концевых выключателей должно быть в общем случае принято равным чисключению перемещения головки 16. После этого устраняются причины перегрузки, например производится замена затупившегося сверла 17 на новое.
5 После полного сверления отверстия сверлом 17 меньшего диаметра головка 16 отводится вправо и производится прово- рот головки против часовой стрелки, в результате чего в рабочую позицию становится сверло 18 большего диаметра.
20 Одновременно с проворотом головки 16 синхронно проворачивается барабан 10 и в данном случае напротив торца осеподвиж- ной полумуфты 5 становится штырь 12 следующего концевого выключателя. Зазор межлу инструментов, участвующих в обработке ду торцом полумуфты 5 и штырем 12 авдетали. Следует отметить, что ось барабана 10 параллельна оси кулачковой предохранительной муфты и ближний к оси муфты штырь концевого выключателя расположен напротив периферии торца осеподвиж- ной полумуфты 5.
Работа системы защиты металлорежущих инструментов от перегрузок заключается в следующем.
Перед началом работы регулируются расстояния А.., Д.), Дз и Д4 между торцом
осеподвижной полумуфты 5 и штырями мации пружин 6 и 9. 11-14 соответственно концевых выключателей в барабане 10. Величина каждого расстояния Д связана с предельным момен- юм для конкретного режущего инструмента, который при конкретном положении барабана 10 принимает участие в обработке детали 21.
Таким образом, система защиты предусматривает предварительную настройку на отключение привода подач при возможных перегрузках при последующем последователь- , ном выполнении технологического процесса обработки детали различными инструментами.
При работе инструментов малого диаметра, допустимые нагрузки для которых
томатически становится равным Д2.
Поскольку осевая сила РОС в зоне зацепления кулачков 3 и 4 при обработке сверлом 18 больше, чем при обработке сверлом 17 меньшего диаметра, то осепод- 3Q вижная полумуфта 5 смещается вправо и кроме пружины 6 меньшей жесткости при полной выборке зазора 1 в работу вступает пружина 9 большей жесткости. Силовое равновесие наступает, когда сила Рос уравновешивается суммой сил от дефорВ случае возникновения на инструменте 18 перегрузки осеподвижная полумуфта 5 воздействует на штырь 12 концевого выключателя, и привод станка отключается. 40 Таким образом, с помощью одной кулачковой предохранительной муфты обеспечивается защита от перегрузок всех режущих инструментов, поочередно принимающих участие в технологическом процессе обработки детали.
Формула изобретения
Система защиты металлорежущих иннебольшие, в работе участвует одна пружина CQ струментов от перегрузок, содержащая кулач- о п... ковую предохранительную муфту с- одной
подпружиненной полумуфтой и механизм отключения перемещения инструмента при перегрузке в виде концевого включателя, соединенного с приводом, отличающаяся тем, 55 что, с целью расширения эксплуатационных возможностей, механизм отключения перемещения инструмента выполнен в виде многопозиционного поворотного барабана с ре6 малой жесткости. При передаче вращения в кинематической цепи привода на шестерню 2 момент затем передается с кулачков 3 на кулачки 4 и дальше через шлицевое соединение на вал I. Возникающая в кулачковом зацеплении осевая сос- 1авляющая сила Рос уравновешивается пружиной 6 сжатия. Если, например, при работе сверла 17 возникает перегрузка, то,
следовательно, увеличивается крутящий момент на валу 1, который кинематически соединен, например, с механизмом осевого перемещения головки 16, и увеличение момента на валу 1 приводит к увеличению осевого усилия Рас. в зоне зацепления кулачков 3 и 4, вследствии чего осепод- вижная полумуфта 5 частично смещается вправо, сжимая при этом пружину 6 и при выборке зазора AI воздействует на штырь
Ц концевого выключателя, приводя -к отключению перемещения головки 16. После этого устраняются причины перегрузки, например производится замена затупившегося сверла 17 на новое.
5 После полного сверления отверстия сверлом 17 меньшего диаметра головка 16 отводится вправо и производится прово- рот головки против часовой стрелки, в результате чего в рабочую позицию становится сверло 18 большего диаметра.
0 Одновременно с проворотом головки 16 синхронно проворачивается барабан 10 и в данном случае напротив торца осеподвиж- ной полумуфты 5 становится штырь 12 следующего концевого выключателя. Зазор между торцом полумуфты 5 и штырем 12 ав мации пружин 6 и 9.
томатически становится равным Д2.
Поскольку осевая сила РОС в зоне зацепления кулачков 3 и 4 при обработке сверлом 18 больше, чем при обработке сверлом 17 меньшего диаметра, то осепод- 3Q вижная полумуфта 5 смещается вправо и кроме пружины 6 меньшей жесткости при полной выборке зазора 1 в работу вступает пружина 9 большей жесткости. Силовое равновесие наступает, когда сила Рос уравновешивается суммой сил от деформации пружин 6 и 9.
В случае возникновения на инструменте 18 перегрузки осеподвижная полумуфта 5 воздействует на штырь 12 концевого выключателя, и привод станка отключается. Таким образом, с помощью одной кулачковой предохранительной муфты обеспечивается защита от перегрузок всех режущих инструментов, поочередно принимающих участие в технологическом процессе обработки детали.
Формула изобретения
гулируемыми в осевом направлении концевыми выключателями, установленными в количестве, соответствующем количеству инструментов на станке, при этом барабан соединен с введенным. механизмом смены инструмента с возможностью смены позиции конечного выключателя, соответствующего
устанавливаемому инструменту, а подпружиненная полумуфта выполнена с комплектом концентрично расположенных пружин сжатия разной длины и жесткости, при этом жесткость каждой охватывающей пружины выше жесткости охватываемой пружины, а длина соответственно меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предохранения режущих инструментов от перегрузок | 1987 |
|
SU1495015A1 |
| Механизм подачи шпинделя сверлильного станка | 1987 |
|
SU1426707A1 |
| Механизм подачи шпинделя сверлиль-НОгО CTAHKA | 1979 |
|
SU850326A1 |
| Предохранительная муфта | 1985 |
|
SU1294975A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Шариковая предохранительная муфта | 1986 |
|
SU1362870A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU406646A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Устройство для сверления сквозных отверстий | 1986 |
|
SU1400796A1 |
| Револьверная головка | 1984 |
|
SU1196155A1 |
Изобретение относится к области станкостроения и предназначено для защиты различных металлорежущих инструментов при последовательном выполнении ими технологического процесса обработки деталей на станках-автоматах, многооперационных станках типа "обрабатывающий центр" и др. Целью изобретения является расширение эксплуатационных возможностей за счет увеличения диапазона регулирования. В данном устройстве механизм отключения перемещения инструмента при перегрузке выполнен в виде многопозиционного поворотного барабана с регулируемыми в осевом направлении концевыми выключателями, электрически соединенными с приводом (приводами) подач инструментов. Данный барабан синхронно соединен с инструментальным магазином или инструментальной головкой. Причем ось барабана параллельна оси кулачковой предохранительной муфты и ближний к оси муфты концевый выключатель расположен напротив периферии торца осеподвижной полумуфты. При этом поджимной элемент муфты выполнен в виде концентрично расположенных пружин сжатия различной длины и жесткость каждой охватывающей пружины превышает жесткость охватываемой пружины, а длина каждой охватывающей пружины меньше длины охватываемой пружины. 1 ил.
ZLJ
| Харизоменов И | |||
| В | |||
| Электрооборудование и электроавтоматика металлорежущих станков | |||
| Машиностроение, 1964, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
