| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ТУРБИННЫХ ЛОПАТОК | 1983 |
|
SU1176537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1992 |
|
RU2025262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 1992 |
|
RU2009269C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ лазерной ударной обработки тонкой кромки лопатки, выполненной из титанового сплава, компрессора газотурбинного двигателя | 2024 |
|
RU2833635C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2015775C1 |
| СПОСОБ ШЛИФОВАНИЯ ТУРБИННЫХ ЛОПАТОК | 1982 |
|
SU1098163A1 |
Способ изготовления турбинных лопаток, при котором шлифовальный круг вращают и перемещают эквидистантно поверхности детали, обрабатывают пробную лопатку и определяют направление и величину ее прогиба, а последующую обработку партии лопаток производят с изменением режима по параметрам обработанной пробной лопатки, отличающийся тем, что, с целью повышения точности обработки, после пробного шлифования лопатки определяют глубину распространения остаточных напряжений на поверхности, ставшей после обработки вогнутой, а при обработке партии лопаток при шлифовании поверхности, которая была вогнутой при пробном шлифовании, между кругом и лопаткой пропускают постоянный по знаку электрический ток с потенциалом от потенциала полной пассивации до потенциала перепассивации обрабатываемого металла прямоугольными импульсами частотой в интервале 3,3-50 Гц и длительностью, определяемой по формуле
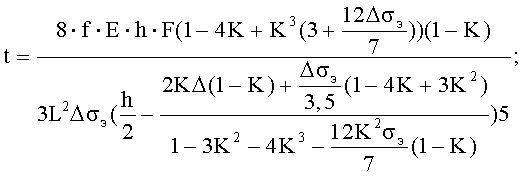
где K - коэффициент, равный отношение ΔKh;
t - длительность импульсов, с; f - прогиб лопатки (пробной), мм;
E - модуль упругости материала лопатки, кг/мм2; h - средняя толщина лопатки, мм;
F - частота импульсов, Гц;
σэ - величина корректирующего остаточного напряжения, кг/мм2;
L - длина лопатки, мм;
Δ - глубина распространения остаточных напряжений, мм.

