Известны устройства для непрерывной прокатки труб в раскатном стане трубопрокатной установки. Однако такие устройства работают в полунепрерывном цикле, т. е. в общем времени цикла прокатки одной трубы до 40% .времени занимают вспомогательные операции по перемещению стержня и сбрасыванию трубы.
Предлагаемое устройство отличается от известных тем, что вращающийся неподвижный в осевом направлении стержень с закрепленной на кощце оправкой, два перехватных механизма и фрикционный задающий ролик установлены на входной стороне стана. Такое выполнение устройства обеспечивает безостановочную подачу трубы и сокращение цикла работы стана.
Кроме того, вращающийся нерехватный механизм имеет щарикоупорные подщипникй и три упорных кулачка, обеспечивающих пропуск трубы через механизм и удерживание стержня во время прокатки труб.
Особенностью устройства является также то, что два желобчатых сектора невращающегося перехватного механизма имеют профиль рабочей части, описанный радиусами из двух точек. Та часть всего профиля, которая описана радиусом из точки, сов падающей с центром вращения сектора, обеспечивает оттаскивание стержня в положение, необходимое для надежного захватывания его конца кулачками вращающегося упорного перехватного механизма. Другая часть всего профиля, которая описана из точки, эксцентрично расположенной по отнощенню к центру вращения сектора, обеспечивает удерживание стержня во время движения трубы.
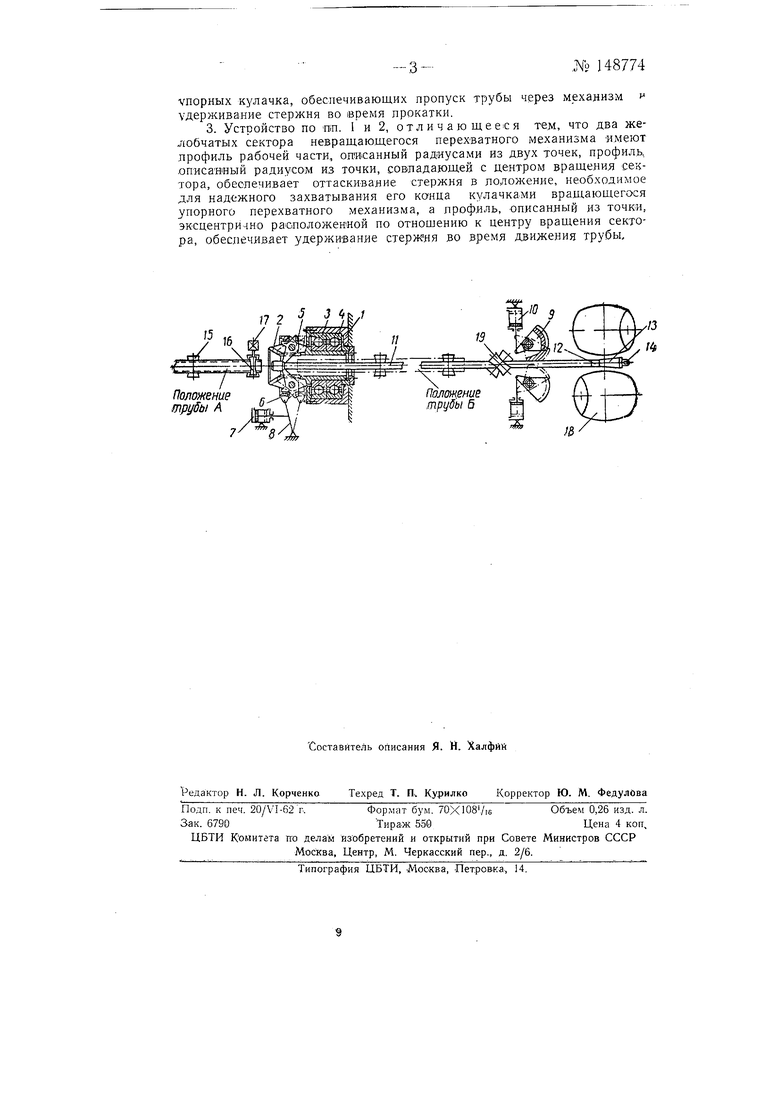
На чертелсе схематически изображено предлагаемое устройство.
Устройство состоит из следующих основных узлов: вращающегося упорного и невращающегося перехватных механизмов, стержня с оправкой и задающего фрикционного ролика.
14877 -p-«Г -ЖЦ I
Механизм вращающегася упорного перехвата состоит яз неподвижного корпуса //1ра1| |ющ,ейся проводки 2, опирающейся на шарикоподЬипняки 3 и.4 .даех-,кулачков 5, вмонтировянных в проводку, и траверсы 6, приводимом в движение от пневматического цилиндра 7 через рьАчаг (л
.н«з-м - невращающегося перехвата состоит из двух желобчатых секторов .9, приводимых в движение от пневматических цилиндров 10.
Стержень с оправкой состоит из стержяя 11, наконечника 12, оправки 13 и глухой гайки 14, закрепляющей оправку на стержне. Задающий фрикционный ролик 16, установленный над ириводным роликом рольганга 15, приводится в движение от привода 17.
Прокатка труб на предлагаемом устройстве происходит следующим образом. Стсржекь 11 с оправкоГ 13 вводится в линию стана со стороны выхода трубы (.между валками 18, гиперболоидальными роликами 19, раскрытыми секторами 9 и кулачками 5 перехватных мехаиизмов). В этом положении стержень лежит на проводках качающегося рольганга, установленного 1между перехватными механизмами. Поворотом секторов 9 в положение, показанное на чертел е пунктиром, стержень фиксируется в заданном положении.
Стан подготовлен к работе. Труба, подлежащая прокатке, из положения А при помощи задающего рольганга 15 и фрикционного ролика 16 направляется на стержень 11 через раскрытые кулачки 5 и дальше при помощи подъемного рольганга-к невращающемуся перехватному механизму. После прохода заднего конца трубы через вращающийся перехватный механизм в -положение Б кулачки 5 сводятся и, упираясь в утоненную часть, удерживают стержень. Вслед за этим разводятся секторы 9 и труба без остановки подается к валкам стана.
Дальнейшее движение трубы для надежного захвата ее валками стана обеспечивается гиперболоидальными валками 18. Для безостановочного трубы расстояние между перехватными механизмами должно быть больще .макси.мальной длины прокатываемой трубы. Осевые растягивающие иагрузки на стержень во время ирокатки трубы воспринимает вращающийся упорный иерехватный механизм.
В конце прокатки сектора 9 закрываются; вслед за ними одновременно открываются кулачки 5 и включаются рольганг 15 и ролик 16. Затем в стан подается следующая труба. Цикл прокатки одной трубы на новом устройстве состоит из времени прокатки и времени движения трубы по рольгангу от вращающегося иерехватного механизма до валков стана.
Предлагаемое устройство позволяет .полиостью исключить из цикла работы стана оиерации отвода и установки стержия, операции по контролированию положения оправки после установки стержня. Процесс прокатки может быть непрерывным, что даст возможность увеличить .производительность раскатного стана.
Предмет и з о б р е f е н и я
1.Устройство для непрерывной прокатки труб в раскатиом стапе трубопрокатной установки, отличающееся тем, что, с целью безостановочной подачи и сокращения цикла работы стана, вращающийся неподвижный в осевом направлении стержень с закрепленной на конце оиравкой, два перехватных механизма и фрикционный задающий ролик установлены на входной стороне стана.
2.Устройство по п. 1, отличающееся тем, что упорно-вращающийся перехватный механизм имеет шарикоупорные подщипники и тр
упорных кулачка, обеспечивающих пропуск трубы через механизм t удерживание стержпя во время прокатки.
3. Устройство по П1П. 1 и 2, отличающееся те.м, что два желобчатых сектора невращающегося перехватного механизма Имеют профиль рабочей части, описанный радиусами из двух точек, профиль, описаниый радиусом из точки, совладающей с центром вращения сектора, обеспечивает оттаскивание стержня в положение, необходимое для надежного захватывания его конца кулачками вращающегося упорного перехватного механизма, а профиль, описанный из точки, эксцентрично расположенной по отношению к центру вращения сектора, обеспечивает удерживание стержня во время движения трубы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| Способ прокатки труб на трубопрокатном стане | 1961 |
|
SU148773A1 |
| Несменяемая оправка для прокатки труб на автоматическом стане | 1959 |
|
SU145515A1 |
| ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1962 |
|
SU158249A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
Положение трубы А
