Известны волоки с направляющей втулкой для волочения тонкой и тончайшей проволоки. Однако стойкость таких волок, особенно при волочении стальной проволоки, очень низкая. Это происходит вследствие недостаточнюго поступления смазки в канал волоки.
Предложенная волока отличается от известных тем, что для увеличения стойкости волоки при создании повышенного гидродинамического давления смазки в очаге деформации в одну обойму последовательно запрессовывают твердосплавную заготовку волоки и направляющую втулку с коническим отверстием, являющуюся продолжением рабочего конуса и обрабатываемую совместно с ним.
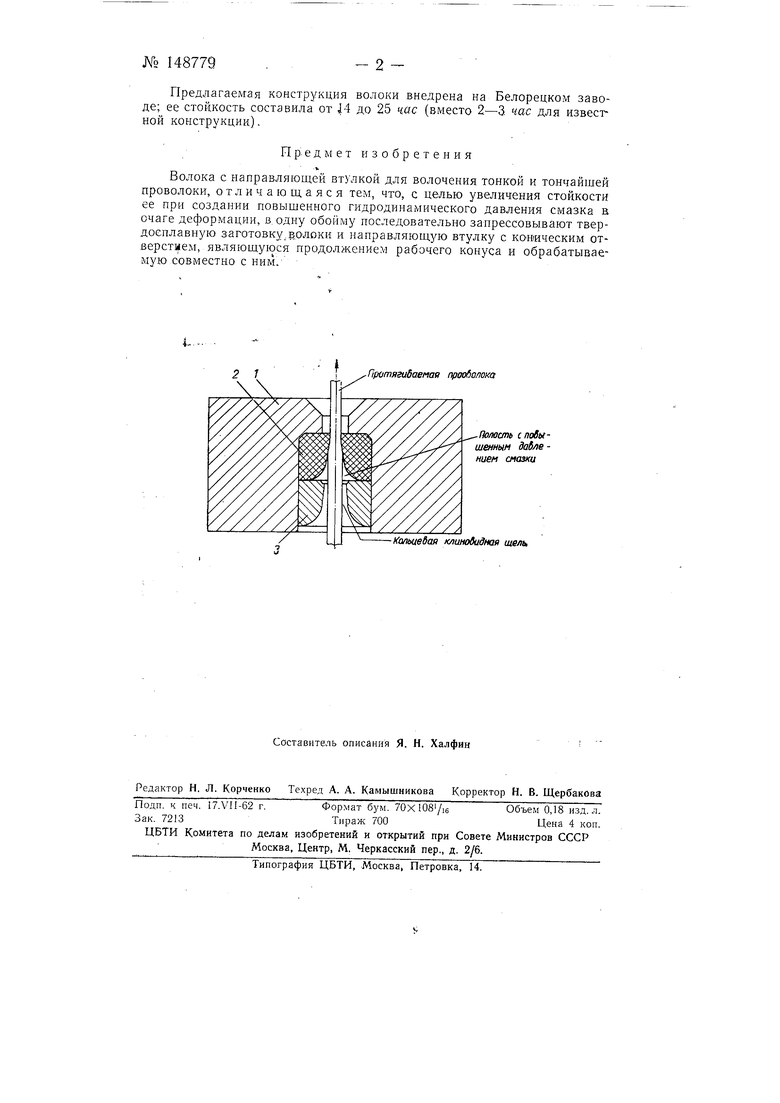
На чертеже изображена предлагаемая волока.
В стальную оправу 1 несколько большей высоты, чем у применяемых в настоящее время оправ запрессованы последовательно твердосплавная волока 2 и направляющая втулка 3. Направляющая втулка может быть изготовлена штамповкой из стали с последующей закалкой, либо для этой цели могут быть использованы отработанные твердосплавные волоки.
Волока предлагаемой конструкции обрабатывается так же, как и обычная. Рабочий конус волоки шлифуется конической иглой. При этом канал направляющей втулки также подвергается обработке и приобретает форму конуса с отверстием несколько большим, чем диаметр протягиваемой проволоки.
В процессе волочения проволока, проходя через направляющую втулку, увлекает с собой через кольцевую клиновидную щель волочильную смазку. За счет непрерывного поступления смазки в полость между торцом направляющей втулки и рабочим конусом волоки давление в этой полости значительно повышается, и смазка поступает в рабочий канал волоки под давлением, что резко увеличивает стойкость волоки.
Предлагаелгая конструкция волоки внедрена на Белорецком заводе; ее стойкость составила от 4 до 25 час (вместо 2-3, час для известной конструкции).
Предмет изобретения
Волока с нанравляющей втулкой для волочения тонкой и тончайшей проволОКи, отличающаяся тем, что, с целью увеличения стойкости ее при создании повышенного гидродинамического давления смазка в очаге деформации, в. одну обойму цоследовательно запрессовывают твердосплавную заготовку.волоки и направляющую втулку с коническим отверсти1ем, являющуюся продолжением рабочего конуса и обрабатываемую совместно с ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Устройство для волочения проволоки | 1977 |
|
SU631229A1 |
| Мыльница для волочения проволоки нажидКОй и КОНСиСТЕНТНОй СМАзКЕ | 1978 |
|
SU814506A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| Способ волочения проволоки в режиме гидродинамического трения | 1988 |
|
SU1581400A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2011 |
|
RU2470729C1 |
J
,J -Кольивбая клиновидная шель
Протягидаемая г ооболока
По/юипь с повышенным нием смазки
