1
(21)4330171/23-02
(22)01.10.87. (46) 23.06.89. БЮЛ. № 23
(71)Металлургический завод
им, A.К. Серова и Донецкий научно- исследовательский институт черной металлургии.
(72)А.А. Толпа, Э.П. Николаев, Р.Д. Бондин, В.И. Касьян,
В.В, Каретников, А.В. Семков, А.Б. Соляников, Л.И. Зяблицев, Б.А. Горобец и Ф.Б. ДяченкО
(53)621.771.25.04 (088.8)
(56)Заявка Японии № 60-40603,В 21 В 1/16. 1985. ,. . Чекмарев A.M., Мутйев М.С., Машковцев Р.А. Калибровка.прокатных валков. - М:: Металлургия, 1971, с. 239-249.
(54)СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ
(57)Изобретение относится к прокатному производству и предназначается
кл,
для использования при получении круглых профилей. Цель изобретения - интенсификация процесса прокатки путем повышения вытяжной способности круглого калибра. Б круглом чистовом калибре прокатывают предчистовой профиль в виде прямоугольника, у которого широкие грани выполнены с впадинами сегментной формы, а стороны между собой сопряжены кривой, образованной пересечением вертикальной плоскости захвата и поверхности ручья круглого калибра. При этом размеры прямоугольника, сегментных впадин и длина лигши сопряжения связаны с диаметром круглого калибра определенными геометрическими соотношениями. Вытяжная способность калибра повышается за счет создания условий для самоцентрирования полосы, что способствует повышению устойчивости полосы в калибре и создания благоприятной схемы ее деформации. 3 Ил.
i (Л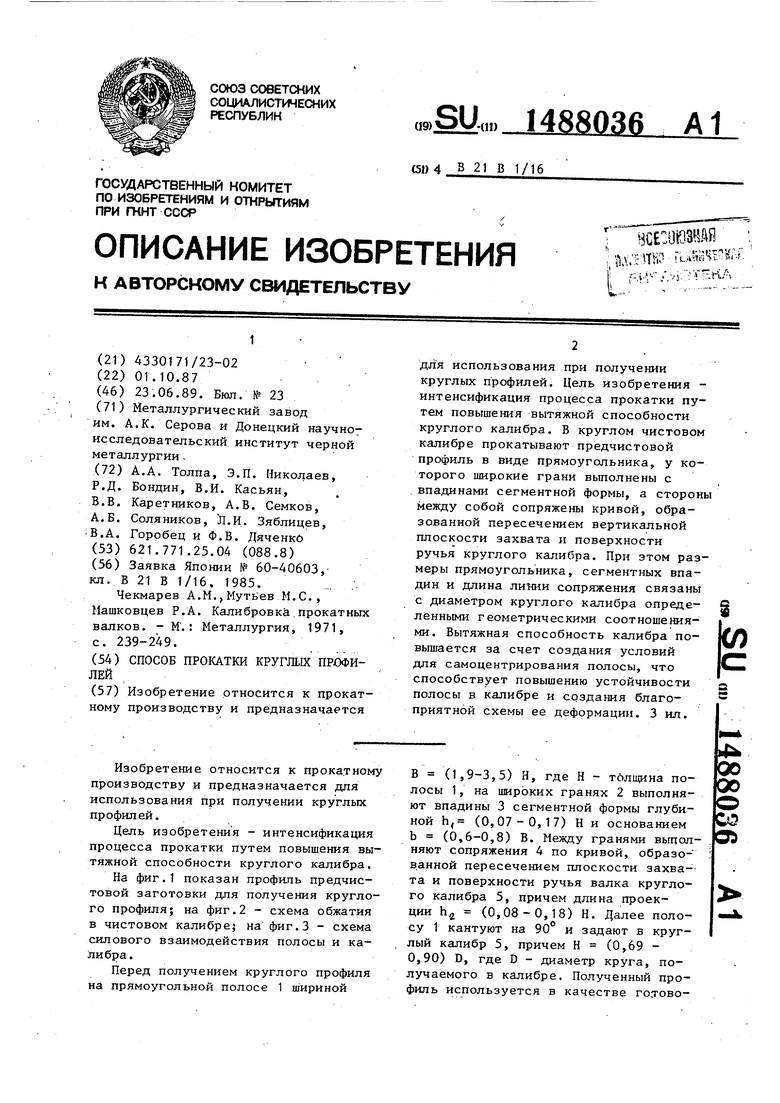
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Предчистовой калибр для прокатки винтового арматурного профиля | 1988 |
|
SU1528586A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
Изобретение относится к прокатному производству и предназначается для использования при получении круглых профилей. Цель изобретения - интенсификация процесса прокатки путем повышения вытяжной способности круглого калибра. В круглом чистовом калибре прокатывают предчистовой профиль в виде прямоугольника, у которого широкие грани выполнены с впадинами сегментной формы, а стороны между собой сопряжены кривой, образованной пересечением вертикальной плоскости захвата и поверхности ручья круглого калибра. При этом размеры прямоугольника, сегментных впадин и длина линии сопряжения связаны с диаметром круглого калибра определенными геометрическими соотношениями. Вытяжная способность калибра повышается за счет создания условий для самоцентрирования полосы, что способствует повышению устойчивости полосы в калибре и создания благоприятной схемы ее деформации. 3 ил.
Изобретение относится к прокатному производству и предназначается для использования при получении круглых профилей.
Цель изобретения - интенсификация процесса прокатки путем повышения вытяжной способности круглого калибра.
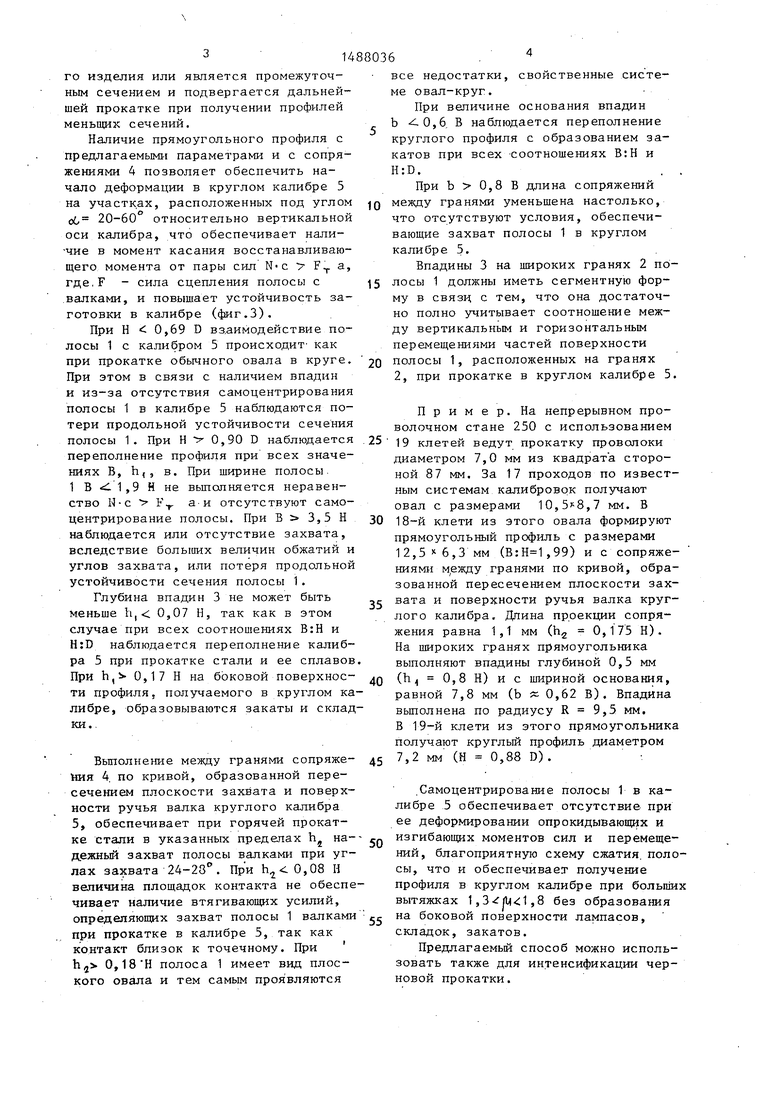
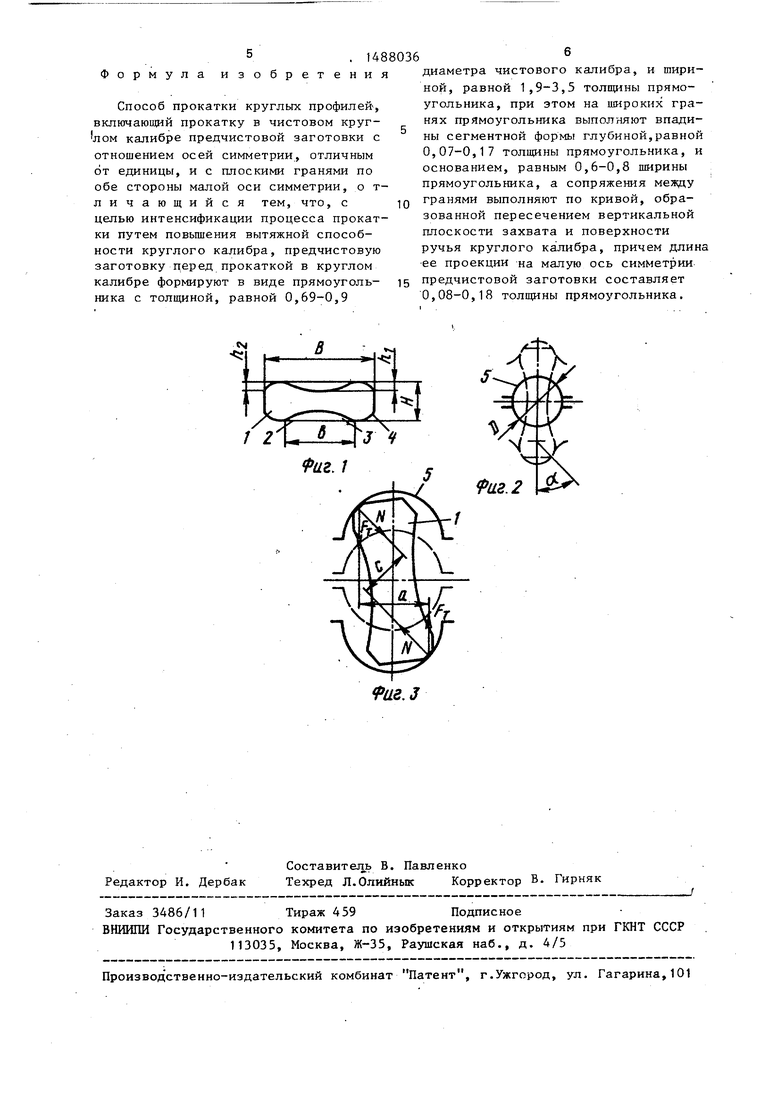
На фиг.1 показан профиль предчис- товой заготовки для получения круглого профиля; на фиг.2 - схема обжатия в чистовом калибре; на фиг.3 - схема силового взаимодействия полосы и ка- Либра.
Перед получением круглого профиля на прямоугольной полосе 1 шириной
Б (1,9-3,5) Н, где Н - тблщина полосы 1, на широких гранях 2 выполняют впадины 3 сегментной формы глубиной h, (0,07-0,17) Н и основанием b (0,6-0,8) Б. Между гранями выполняют сопряжения 4 по кривой, образо- ванной пересечением плоскости захвата и поверхности ручья валка круглого калибра 5, причем длина проекции h,j, (0,08-0,18) Н. Далее полосу 1 кантуют на 90 и задают в круглый калибр 5, причем Н (0,69 - 0,90) D, где D - диаметр круга, получаемого в калибре. Полученный профиль используется в качестве готово-
00 00
О5 О)
го изделия или является промежуточным сечением и подвергается дальнейшей прокатке при получении профилей меньших сечений.
Наличие прямоугольного профиля с предлагаемыми параметрами и с сопряжениями 4 позволяет обеспечить начало деформации в круглом калибре 5 на участках, расположенных под углом oi, 20-60 относительно вертикальной оси калибра, что обеспечивает нали- чие в момент касания восстанавливающего момента от пары сил N-c F а, где.Г - сила сцепления полосы с валками, и повышает устойчивость заготовки в калибре (фиг.З).
При Н 0,69 D взаимодействие полосы 1 с калибром 5 происходит- как при прокатке обычного овала в круге. При этом в связи с наличием впадин и из-за отсутствия самоцентрирования полосы 1 в калибре 5 наблюдаются потери продольной устойчивости сечения полосы 1, При Н 0,90 D наблюдается переполнение профиля при всех значениях В, h,, в. При ширине полосы. 1 В 1,9 Н не выполняется неравенство W-C F а-и отсутствуют самоцентрирование полосы. При В 3,5 Н наблюдается или отсутствие захвата, вследствие болыиих величин обжатий и углов захвата, или потеря продольной устойчивости сечения полосы 1.
Глубина впадин 3 не может быть меньше li, 0,07 Н, так как в этом случае при всех соотношениях В:Н и H:D наблюдается переполнение калибра 5 при прокатке стали и ее сплавов При h,. 0,17 Н на боковой поверхности профиля, получаемого в круглом калибре, образовываются закаты и складки..
Выполнение между гранями сопряжения 4. по кривой, образованной пересечением плоскости захвата и поверхности ручья валка круглого калибра 5, обеспечивает при горячей прокатке стали в указанных пределах h надежньй захват полосы валками при углах захвата 24-20. При h,0,08 Н величина площадок контакта не обеспечивает наличие втягивающих усилий.
.Самоцентрирование полосы 1 в либре 5 обеспечивает отсутствие ее деформировании опрокидывающих изгибаюшлх моментов сил и перем ний, благоприятную схему сжатия, сы, что и обеспечивает получение профиля в круглом калибре при бо вытяжках 1,,8 без образова
определяющих захват полосы 1 валками на боковой поверхности лампасов.
при прокатке в калибре 5, так как контакт близок к точечному. При hj 0,18 Н полоса 1 имеет вид плоского овала и тем самым проя вляются
складок, закатов.
Предлагаемый способ можно исп зовать также для интенсификации новой прокатки.
Q 5
0 5
0
5
0
5
0
все недостатки, свойственные системе овал-круг.
При величине основания впадин b ,6, В наблюдается переполнение круглого профиля с образованием закатов при всех -соотношениях В:Н и H:D.
При b 0,8 В длина сопряжений между гранями уменьшена настолько, что отсутствуют условия, обеспечивающие захват полосы 1 в круглом калибре 5..
Впадины 3 на широких гранях 2 полосы 1 должны иметь сегментную форму в связи с тем, что она достаточно полно учитывает соотношение между вертикальным и горизонтальным перемещениями частей поверхности полосы 1, расположенных на гранях 2, при прокатке в круглом калибре 5.
Пример. На непрерывном проволочном стане 250 с использованием 19 клетей ведут прокатку проволоки диаметром 7,0 мм из квадрата стороной 87 мм. За 17 проходов по известным системам калибровок получают овал с размерами 10,,7 мм. В 18-й клети из этого овала формируют прямоугольный профиль с размерами 12,5 6,3 мм (,99) и с сопряжениями м,ежду гранями по кривой, образованной пересечением плоскости захвата и поверхности ручья валка круглого калибра. Длина проекции сопряжения равна 1,1 мм (hg 0,175 Н). На широких гранях прямоугольника выполняют впадины глубиной 0,5 мм (h 0,8 Н) и с шириной основания, равной 7,8 мм (Ь 0,62 В). Впадина вьшолнена по радиусу R 9,5 мм, В 19-й клети из этого прямоугольника получают кругльш профиль диаметром 7,2 мм (Н 0,88 D).
.Самоцентрирование полосы 1 в калибре 5 обеспечивает отсутствие при ее деформировании опрокидывающих и изгибаюшлх моментов сил и перемещений, благоприятную схему сжатия, полосы, что и обеспечивает получение профиля в круглом калибре при больпшх вытяжках 1,,8 без образования
на боковой поверхности лампасов.
складок, закатов.
Предлагаемый способ можно использовать также для интенсификации черновой прокатки.
Формула
и
зобретения
Способ прокатки круглых профиле, включающий прокатку в чистовом круг- лом калибре предчистовой заготовки с отношением осей симметрии, отличным от единицы, и с плоскими гранями по обе стороны малой оси симметрии, о т- личающийся тем, что, с целью интенсификации процесса прокатки путем повьшения вытяжной способности круглого калибра, предчистовую заготовку перед прокаткой в круглом калибре формируют в виде прямоугольника с толщиной, равной 0,69-0,9
6
диаметра чистового калибра, и шириной, равной 1,9-3,5 толщины прямоугольника, при этом на широких гранях прямоугольника выполняют впадины сегментной формы глубиной,равной 0,07-0,17 толщины прямоугольника, и основанием, равным 0,6-0,8 ширины прямоугольника, а сопряжения между гранями выполняют по кривой, образованной пересечением вертикальной плоскости захвата и поверхности ручья круглого калибра, причем длина ее проекции на малую ось симметрии предчистовой заготовки составляет 0,08-0,18 толщины прямоугольника.
.2
иг.З
