Изобретение относится к прокатному производству и может быть использовано при калибровке валков для прокатки винтового арматурного профиля.
Цель изобретения - повышение эксплуатационных качеств готового профиля .
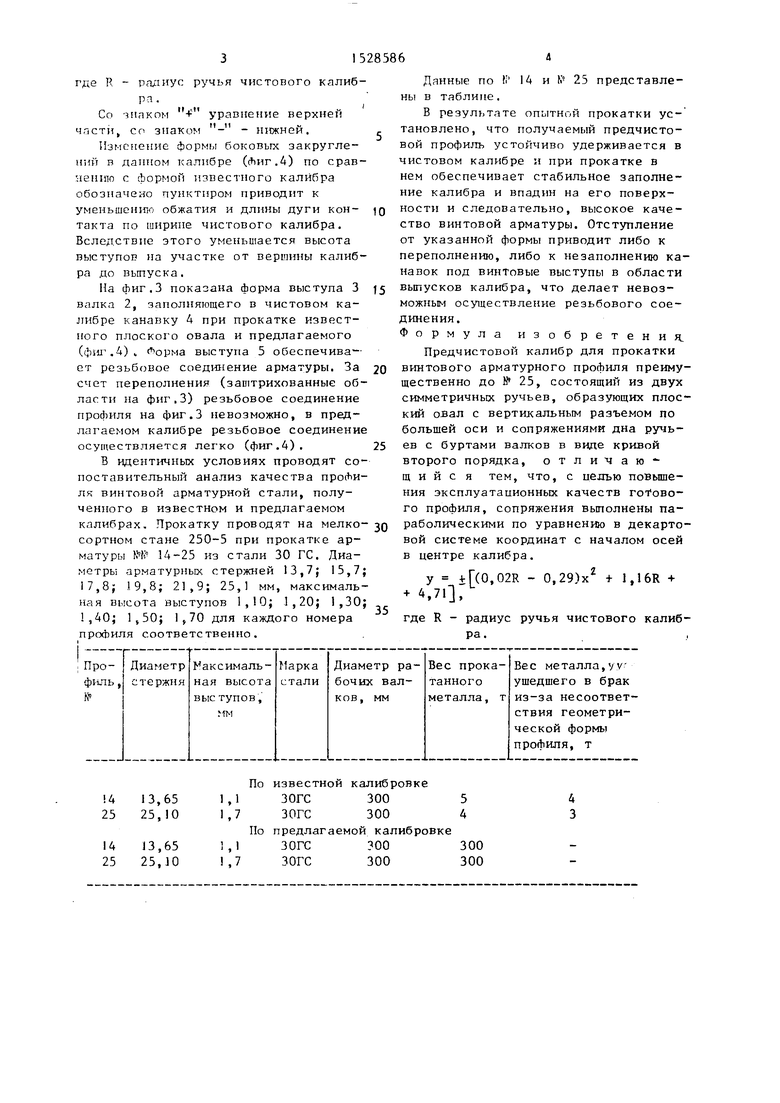
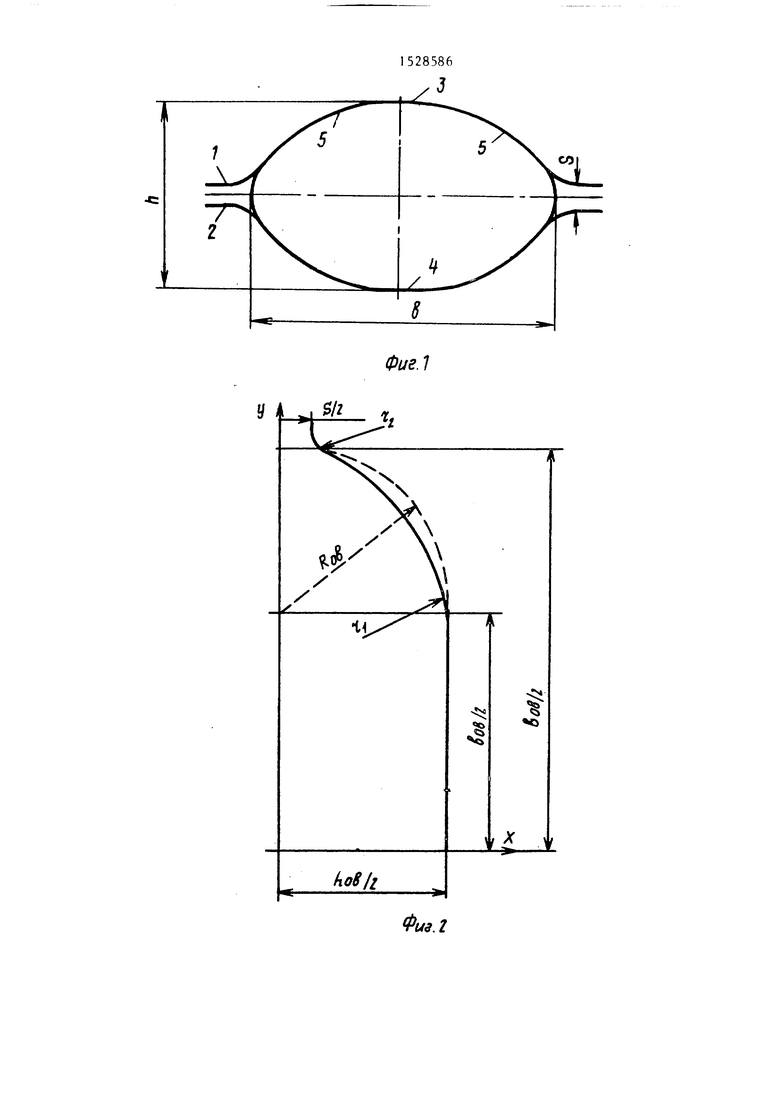
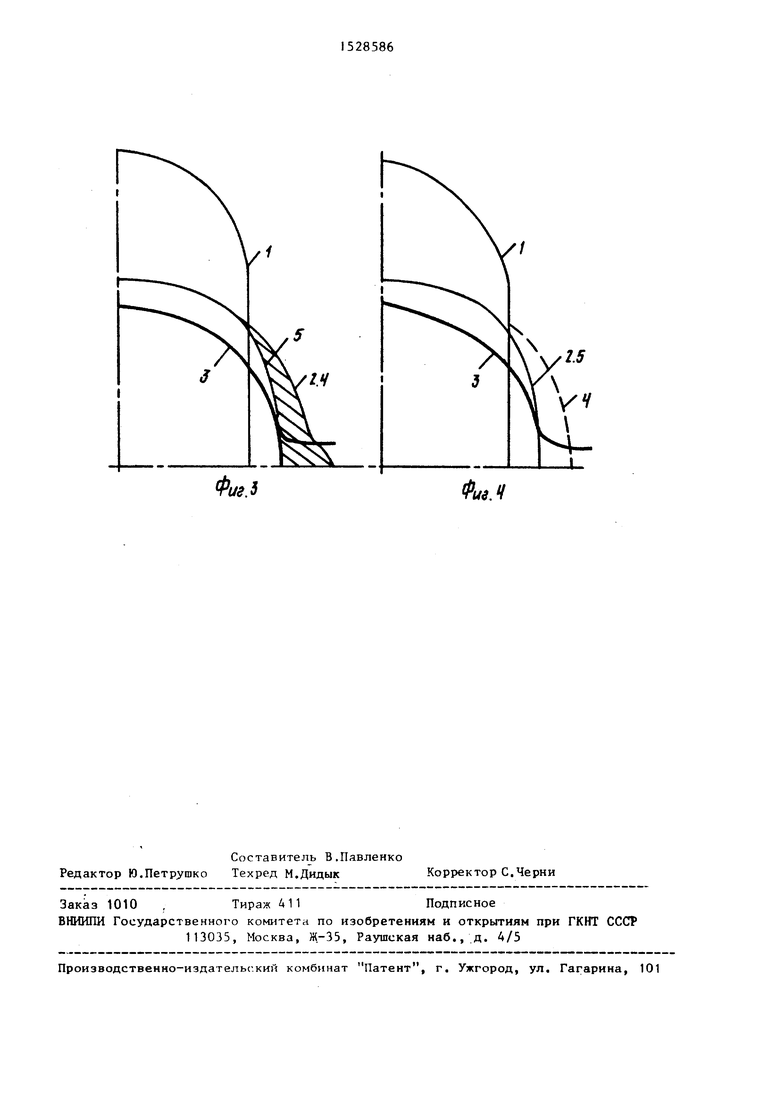
На фиг.1 показаны элементы овального калибра; на фиг.2 - схема четверти калибра в осях координат (толстыми линиями); на Фиг.З - схема деформации в известных калибрах; на фиг.4 - схема деформации в предлагаемом калибре.
Предчистовой овальный калибр (фиг.1) состоит из правого 1 и левого 2 валков, установленных с зазором S и образующих в сечении овал с осями h и b. Две противолежащие стороны
ручьев (донные части) прямолинейные, а закругления выполнены по парабола.
В координатных осях х, у с началом осей в центре калибра (Лиг.2) уравнение параболы
У (0,02К - 0,29)х + 1,16R + 4,71,
ел to
00 СП
00
о
где R - радиус ручья чистового калибра.
Со знаком -t уравнение верхней чпст, со знаком - - нижней.
Изменение формы боковых закруглений в данном калибре (Лиг.4) по сравнению с формой известного калибра обозначено пунктиром приводит к уменьшению обжатия и длины дуги контакта по ширине чистового калибра. Вследствие этого уменьшается высота выступов на участке от вершины калибра до выпуска.
На фиг.З показана форма выступа 3 валка 2, заполняющего в чистовом калибре канавку А при прокатке известного плоского овала и предлагаемого (фш.4) выступа 5 обеспечивает резьбовое соединение арматуры. За счет переполнения (заштрихованные области на фиг.З) резьбовое соединение профиля на фиг.З невозможно, в предлагаемом калибре резьбовое соединение осуществляется легко (фиг.4).
В идентичных условиях проводят сопоставительный анализ качества проФи- лк винтовой арматурной стали, полученного в известном и предлагаемом
10
25
28586Д
Данные по ti 14 и № 25 представлены в таблипе.
В результате опытной прокатки установлено, что получаемый предчисто- вой профиль устойчиво удерживается в чистовом калибре и при прокатке в нем обеспечивает стабильное заполнение калибра и впадин на его поверхности и следовательно, высокое качество винтовой арматуры. Отступление от указанной формы приводит либо к переполнению, либо к незаполнению канавок под винтовые выступы в области выпусков калибра, что делает невозможным осуществление резьбового соединения. Формула изобретения,
Предчистовой калибр для прокатки BtrHTOBoro арматурного профиля преимущественно до № 25, состоящий из двух симметричных ручьев, образующих плоский овал с вертикальным разъемом по большей оси и сопряжениями дна ручьев с буртами валков в виде кривой второго порядка, щ и и с я тем, что, с целью повышения эксплуатапионных качеств rotoBO- го профиля, сопряжения выполнены па15
20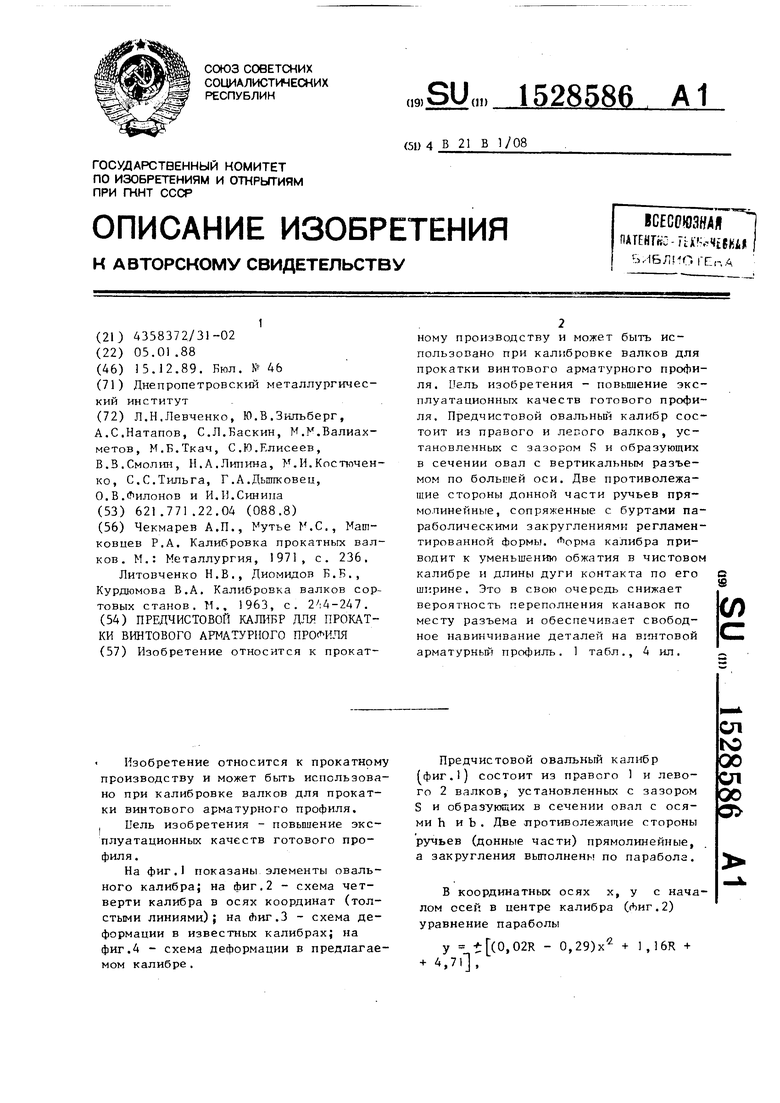
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
Изобретение относится к прокатному производству и может быть использовано при калибровке валков для прокатки винтового арматурного профиля. Цель изобретения - повышение эксплуатационных качеств готового профиля. Предчистовой овальный калибр состоит из правого и левого валков, установленных с зазором S и образующих в сечении овал с вертикальным разъемом по большей оси. Две противолежащие стороны донной части ручьев прямолинейные, сопряженные с буртами параболическими закруглениями регламентированной формы. Форма калибра приводит к уменьшению обжатия в чистовом калибре и длины дуги контакта по его ширине. Это в свою очередь снижает вероятность переполнения канавок по месту разъема и обеспечивает свободное навинчивание деталей на винтовой арматурный профиль. 1 табл., 4 ил.
калибрах. Прокатку проводят на мелко- JQ раболическими по уравнению в декарто- сортном стане 250-5 при прокатке арматуры № 14-25 из стали 30 ГС. Диаметры арматурных стержней 13,7j 15,7; 17,8; 19,8; 21,9; 25,1 мм, максимальная высота выступов 1,10; 1,20; 1,30; 1,40; 1,50; 1,70 для каждого номера профиля соответственно.
35
вой системе координат с началом осей в центре калибра.
у -(-Г(0,02К - 0,29)х + 1,16R + + 471,
где R - радиус ручья чистового калибра.
Поизвестной калибровке
13,651,1ЗОГС3005
25,101,7ЗОГС3004
Попредлагаемой калибровке
13,651,1ЗОГС300300
25,10,7ЗОГС300300
раболическими по уравнению в декарто-
вой системе координат с началом осей в центре калибра.
у -(-Г(0,02К - 0,29)х + 1,16R + + 471,
где R - радиус ручья чистового калибра.
4 3
(io8/i
Фиг л
4
0
X i
Физ.г
| Чекмарев А.П., утье М.С., Маш- ковпев Р.А | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1971, с | |||
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| ЛитоБченко Н.В., Диомидов Б.В., Курд}омова В.А | |||
| Калибровка валков сортовых станов | |||
| М., 1963, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
