Изобретение относится к прокатному производству, а именно к получению круглых профилей, преимущественно периодических арматурных, на сортопро- катных станах.
Цель изобретения - повышение уровня прочностных свойств при экономии металла путем снижения в готовом прокате остаточных напряжений.
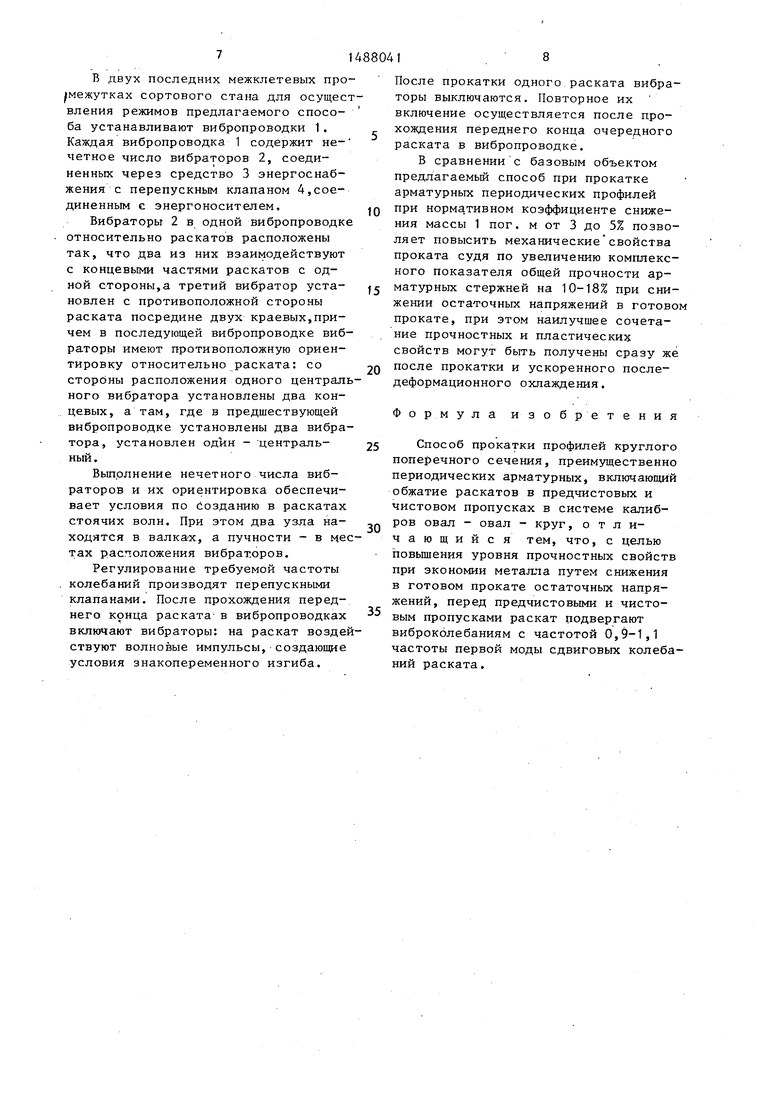
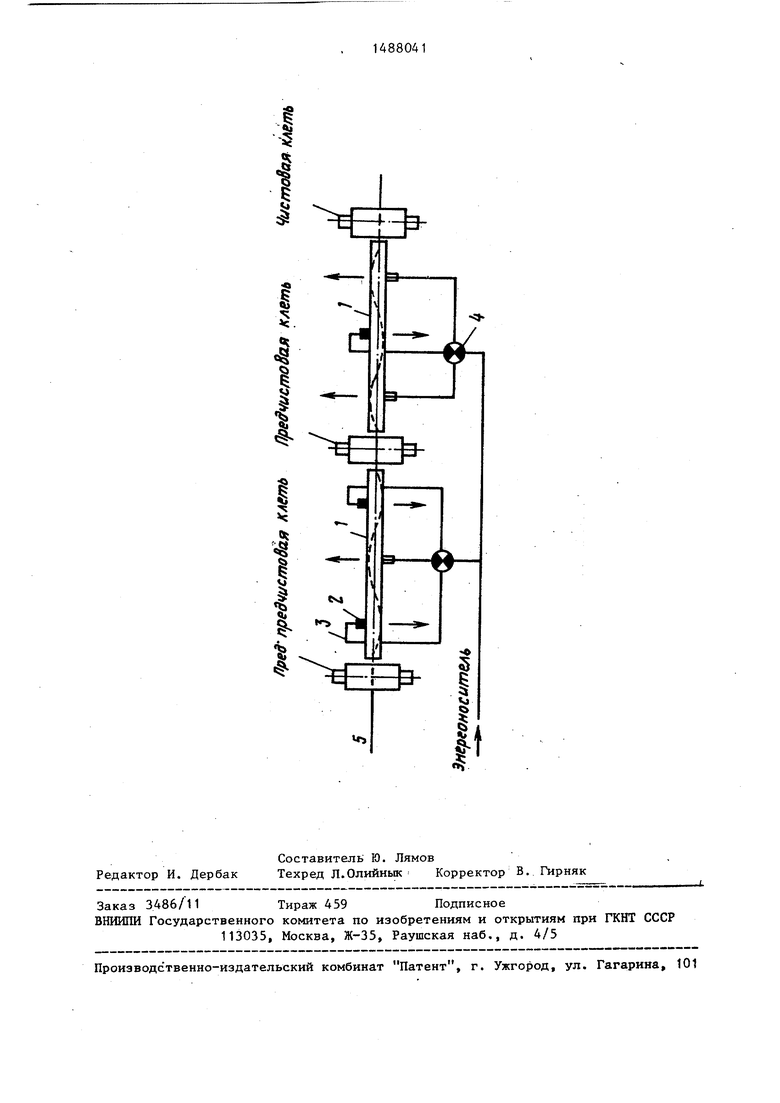
На чертеже представлена схема расположения механизмов для осуществления способа в линии чистовой группы стана.
Перед прокаткой раскатов в пред- чистовом и чистовом калибрах на них накладывают вибрационные колебания, создающие знакопеременный изгиб.Это. приводит к тому, что в каждом элементарном объеме поперечного сечения раската исчезает неравномерность деформации, вызванная неравномерньм распределением вытяжек по сечению, т.е. исчезают участки с наибольшей вытяжкой, где действуют напряжения сжатия, и с наименьшей, где действуют растягивающие, напряжения.
314
Величина напряжений, вызванных процессом прокатки в последних пропусках, уменьшается и приближается перед прокаткой в чистовом калибре к уровню напряжений в недеформированном металле. В результате этого составляющая напряжений от прокатки в суммарной величине остаточных напряжений .готового изделия уменьшает- ся и определяется только условиями деформации в чистовом калибре.
Наложение на раскаты перед обжатием в предчистовых и чистовом калибрах вибраций затрудняет исправление наведенных дефектов кристаллической решетки (повышенное .количество свободных дислокаций, границ субзерен и т.д.), полученных за счет деформации прокатки (вытяжка 1,10-1,35). Это способствует тому, что процесс рекристаллизации затрудняется и от прохода к проходу число дефектов кристаллической решетки увеличиваетс Сочетание предлагаемого способа про- катки с ускоренным.последеформацион- ным охлаждением обеспечивает получение высокого комплекса механических свойств, термически упрочненной стали и минимального уровня остаточных на- пряжений в готовом прокате.
При совпадении частоты вибраций с собственной частотой сдвиговых колебаний амплитуда колебаний раската максимальна, т.е. максимальна и деформация, вызванная знакопеременным изгибом. При этом, затраты энергии н образование вибраций минимальны.
Ilpii уменьшении частоты вибрации менее 0,9 частоты первой моды сдвиговых колебаний раската происходит
резкое уменьшение амплитуды колебаний, приводящее к уменьшению величины деформации, вызванной знакопере-
менным изгибом. При этом увеличивается доля напряжений, вызванных процессом прокатки в суммарных остаточных напряжениях. Рост остаточных напряжений приводит к ухудшению качества продуктов, выражающегося в понижении уровня служебных характеристик гото вого изделия.
. Кроме того, уменьшение частоты вибраций менее.0,9 частоты первой моды сдвиговых колебаний раската приводит к резкому возрастанию затрат энергии, идущей на образование вибраций, т.е. тот же- эффект достигает
0 5 О
0
5
п-
5
1
ся при большем расходе энергии, что нецелесообразно.
Увеличения частоты вибраций более 1,1 частоты первой моды сдвиговых колебаний раската приводят к тому,что частота вибраций становится близкой или равной частоте второй, третьей и так далее моды сдвиговых колебаний раската, что приводит к снижению амплитуды при том же или большем расходе энергии, т.е. раскаты пбдвер- гаются меньшей деформации при знакопеременном изгибе, а в итоге - ухудшение качества проката конечных размеров в связи с ростом остаточных напряжений.
Пример. Способ осуществляют при прокатке- арматурного периодического профиля № 18 из плавок стали 35ГС с углеродным эквивалентом 0,60-0,70%, поставляемого с непрерывного мелкосортного стана с температурой конца прокатки, равной 1050°С.
Расстояние между смежными клетями чистовой группы 5 м. Площадь поперечного сечения предчистового овала 319 мм, ширина овала 28,2, высота 14,5 ММ; площадь поперечного сечения перед предчистового овала 374 мм, ширина овала 19,7 мм, высота 25,5 мм. Скорость прокатки в предчистовой клети 12,71 м/с, а в .пред предчистовой - 10,84 м/с.
Частота первой моды сдвиговых колебаний раската между чистовой и предчистовой клетями составляет 1,5 Гц, а между предчистовой и пред предчистовой клетями - 0,84 Гц.
Прокатка в трех последних клетях осуществляется при равенстве секундных объемов или с небольшим натяжением. -Прокат поставлен с гарантированной общей прочностью.
Контроль качества прутков осуществляют путем сравнения общего разрывного усилия с комплексным показателем общей прочности.
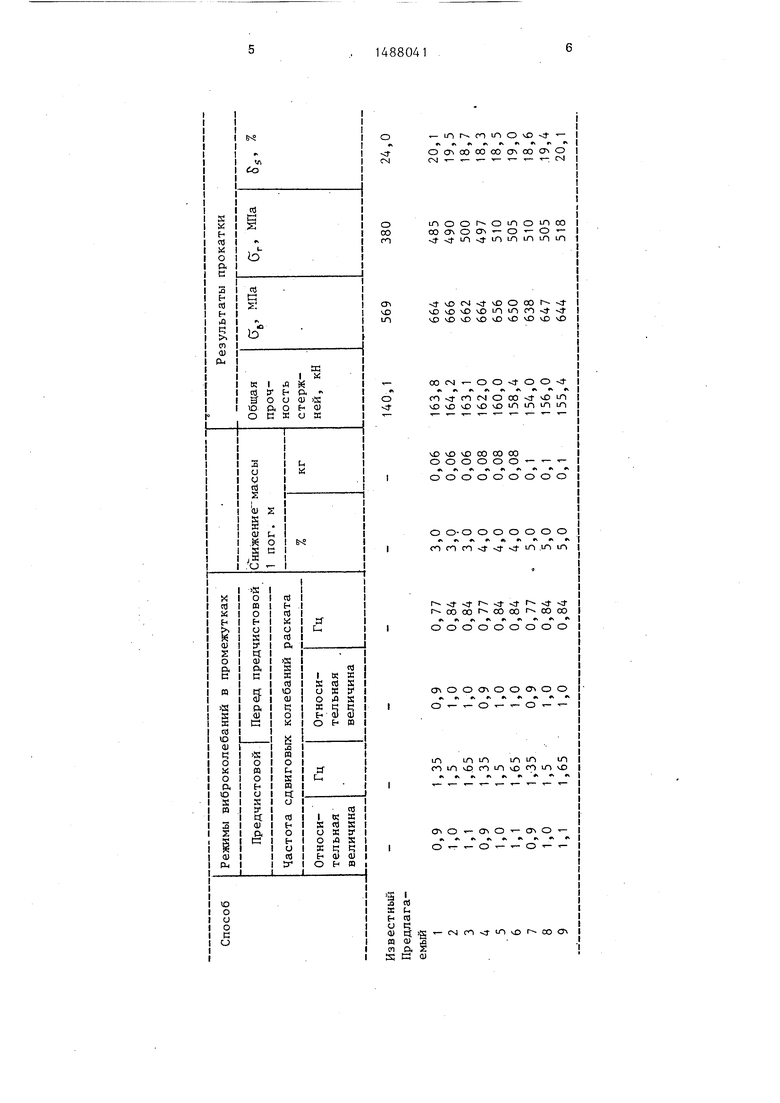
Для арматурных прутков № 18 из стали 35ГС класса A-III комплексный показатель общей прочности Pg при снижении массы 1 пог. м на 3% составляет Pg 147,7 кH на 4% - Р - 146,3 кН; на 5% - Р, 144,8 кН.
Результаты прокатки арма.турных периодических профилей по предлагаемому способу приведены в таблице.
о.- inr- comovD a----
-; -ocnoDooooaNoocTiO
CNCXJ,- ..,- - r-.- 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Способ прокатки арматурных профилей из низколегированных сталей | 1985 |
|
SU1346290A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Способ прокатки сортовых заготовок | 1989 |
|
SU1674996A1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки и термоупрочнения стержней | 1983 |
|
SU1100023A1 |
Изобретение относится к прокатному производству, а конкретно к получению круглых профилей, преимущественно периодических арматурных, на сортопрокатных станах. Цель изобретения - повышение уровня прочностных свойств при экономии металла путем снижения в готовом прокате остаточных напряжений. Перед подачей в предчистовой и чистовой калибры на раскаты накладывают вибрационные колебания, создающие знакопеременный изгиб. Виброколебания к раскатам подводятся от вибраторов с регулируемой частотой колебаний, а сами вибраторы установлены в проводках. Оптимальная частота составляет 0,9-1,1 частоты первой моды сдвиговых колебаний раската. В сравнении с базовым объектом предложенный способ при прокатке арматурных профилей при нормативном коэффициенте снижения массы 1 пог.м с 3,0 до 5,0% позволяет повысить механические свойства проката, судя по увеличению комплексного показателя общей прочности арматурных стержней, на 10-18% при снижении остаточных напряжений в готовом прокате и наилучшем сочетании прочностных и пластических свойств. 1 ил., 1 табл.
оLnOOr OLOO IOO
OOODONOCTi O- O rO-Cf lOv3-Ln lAU |LO
CTi tv 04- f4DOOOr -d4D4Ov)r 4DLOu irO f ;}LOv vD D O OvOvDO
-OOCNI- OO-d-OO-JOcO4tcOC4OOO- t iJ i
}4D4 3vD vOLOu LO
чО vO 00 OO 00 OOOOOOooooooooo
oo-ooooooo
concO J f4t J.
r- }-- rr J-43-l-
r oooo oOoo oooo ooooooooo
o T- o -- o T- -
lALTi to in to1Л
rOiOvprOu vOf tOvD
(TiO - iTiO
o o - - o T-
ojm4r4 vDr OOO
В двух последних межклетевых про- межутках сортового стана для осуществления режимов предлагаемого способа устанавливают вибропроводки 1, Каждая вибропроводка 1 содержит не- четное число вибраторов 2, соединенных через средство 3 энергоснабжения с перепускным клапаном 4,соединенным с энергоносителем.
Вибраторы 2 в одной вибропроводке относительно раскатов расположены так, что два из них взаимодействуют с концевыми частями раскатов с одной стороны,а третий вибратор установлен с противоположной стороны раската посредине двух краевых,причем в последующей вибропроводке вибраторы имеют противоположную ориентировку относительно раската: со сторбны расположения одного центрального вибратора установлены два концевых, а там, где в предшествующей вибропроводке установлены два вибратора, установлен один - центральный.
Выполнение нечетного числа вибраторов и их ориентировка обеспечивает условия по созданию в раскатах стоячих волн. При этом два узла находятся в валка х, а пучности - в местах расположения вибраторов.
Регулирование требуемой частоты . колебаний производят пёрепускньши клапанами. После прохождения переднего конца раската- в вибропроводках включают вибраторы: на раскат воздействуют волновые импульсы, создающие условия знакопеременного изгиба.
После прокатки одного раската вибраторы выключаются. Повторное их включение осуществляется после прохождения переднего конца очередного раската в вибропроводке.
В сравнении с базовым объектом предлагаемый способ при прокатке арматурных периодических профилей
при нормативном коэффициенте снижения массы 1 пог. м от 3 до 5% позволяет повысить механические свойства проката судя по увеличению комплексного показателя общей прочности арматурных стержней на 10-18% при снижении остаточных напряжений в готовом прокате, при этом наилучшее сочетание прочностных и пластических свойств могут быть получены сразу же
после прокатки и ускоренного после- деформационного охлаждения.
Формула изобретения
Способ прокатки профилей круглого поперечного сечения, преимущественно периодических арматурных, включающий обжатие раскатов в предчистовых и чистовом пропусках в системе калибров овал - овал - круг, отличающийся тем, что, с целью повьшения уровня прочностных свойств при экономии металла путем снижения в готовом прокате остаточных напряжений, перед предчистовыми и чистовым пропусками раскат подвергают виброколебаниям с частотой 0,9-1,1 частоты первой моды сдвиговых колебаний раската.
| Способ изготовления термически упрочненного проката | 1981 |
|
SU949008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки круглых прутков в чистовой группе калибров | 1983 |
|
SU1118441A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
