Изобретение относится к прокатному про- изводстЕзу и может быть исиользовано при производстве арматурной стали, термоунроч- ненной в линии стана горячей прокатки.
Целью изобретения является повышение пластических свойств проката при снижении энергосиловых параметров процесса прокатки.
На фиг. 1 представлена технологическая схема по осуществлению предлагаемого способа; на фиг. 2 - охлаждающее устройство с заготовкой перед входом в чистовой калибр,попереченое сечение; на фиг. 3 - схема деформационных напряжений при прокатке овальной заготовки в чистовом калибре; на фиг. 4 - схема термических напряжений в заготовке при интенсивном охлаждении; на фиг. 5 - схе.ма распределения термических напряжений после интенсивного охлаждения в интервале 0,1-0,3 с; на фиг. 6 распределение остаточных напряжений в поперечном сечении проката.
Пример. Предлагаемый снособ исследуют на лабораторном стане 210.
Образцы размерами 13Х 17Х 300 и 20Х ЗОХ 300 нагревают в муфельной печи до средних те.мператур на поверхности 950-980 С. При прокатке замеряют температуру нагрева, давление металла на валки м ее доза ми, установленными между подущ- ками HjeeK валков, момент прокатки и ток нагрузки электродвигателя с регистрацией на осци: ло1 рафе.
Прокатку осуществляют по трем режимам:
1-й режим (но известному Г| способу). Сразу после 1 агрева, без подстуживания, вынутый из нечи клещами образец прокатывают в р;лети. Замеры давления на валки, момента прокатки и тока нагрузки дают следующие результаты: 29,3 т; 1,2 т.м; 210 А.
11-й режим, (по известному 2 способу). Нагретый образец помещают перед входом в очаг деформации в специальную вводную проводку, в которую подают навстречу движению образца к валку воду. Экспериментально определяют время охлаждения и интенсивность, нри которых сразу после охлаждения поверхноеть образцов остывает до 720 730°С, а после разогрева становится 890-920 С. Затем подстуженный таким образом образец прокатывалея в клети сразу после ох,:1ажде1{ия. Замеренные результаты следуюни1е: давление на ва. 31,2 т; момент прокатки 1,32 тм; ток наг рузки 227 А.
П1-Й ре: Ким {по предлагаемому способу). Нагретые до 950 С и подстуженные сог.часно режиму 11, образцы прокатывают в клети не сразу noc;ie охлаждения, а в течение временного игггервала после ()х,11аждения, равного 0,08---0,Г с; 0,2 с; 0,3 с; 0,4 с.
Охлаждение проводят но схеме (фиг. 1), включаюн1СЙ чистовой 1 и предчистовой ка- либр1з1 2, вводную 3 и вывод11ую 4 проводки; охлаждающее устройство 5; каналы 6 для обеспечения неравиомерного охлаждения овала и охлаждаемую заготовку 7.
При прокатке овальный профиль 7 выходит из калибра 2, проходит через выводную проводку 4, охлаждающее устройство 5 и через вводную проводку 3 направляется в чистовой калибр 1.
Охлаждающее устройство 5 имеет такую же длину охлаждающего учаетка, равную 40 см, как и вводная проводка 3, и ее можно смещать между клетьми 1 и 2, обеспечивая разное время между концом охлаждения
0 в охлаждающем устройстве 5 и деформацией в чистовом калибре. Скороеть прокатки 8 м/с.
Анализ результатов эксперимента показал, что наибольщее снижение энергосиJ- ловых нараметров прокатки происходит при временном интервале после окончания охлаждения, равном 0,1-0,3 с.
Энергосиловые параметры прокатки в предлагаемом вре.менном интервале нред- етавлены в табл. 1.
0 По первому режиму прокатывают 5 т термически упрочненного проката из стали 25ГС, но второму режиму - 2 т и по третьему - 1,5 т арматурных стержней N° 14 на промышленном стане 350. От прокатанных штанг отбирают пробы для определения
5 механических свойств.. Механические свойства проката, полученные после обработки по режимам приведены в табл. 2
Как видно из табл. 2 прочностные евой- ства готового проката практически одинаковы, однако пластические свойства, - наименьшие при прокатке без подстуживания. В результате прокатки по известному способу пластические евойства стабилизируются и повышаются относительно режима I, а веледствие прокатки по предлагаемым параметрам пластические свойства увеличиваются в 1,1 -1,2 раза. Это объясняется тем, что предлагаемый способ, как и известный компенсируют неравномерноеть деформации по ширине, а еледовательно, и остаточные напряжения деформационного харак0 тера. Сжимающие термические напряжения известного и предлагаемого способов (фиг. 5) в центральной части проката компенсируют растягивающие остаточные напряжения деформационного характера. Но вместе с тем предлагаемый способ уменьшает остаточные
5 деформационные напряжения по высоте, которые в центре проката растягивающие, а на поверхности - сжимающие. Из-за особенности деформации в калибрах ар.ма- турных стержней, как и прочим круглых профилей, деформация элементов сечения происходит неравномерно. Центральные слои металла (где показан разрез стержня по высоте) по линии разъема калибров в основном уншряются (фиг. 3), в вытяжку идут слабее, чем поверхностные слои, особенно
с в центральных частях поперечного сечения, и вследствие этого в поперечном сечении круглого профиля возникают остаточные деформационные напряжения согласно фиг. 6. Такая схема остаточных деформационных
0
5
0
напряжении при последующем ускоренном охлаждении, когда на поверхности действуют растягивающие напряжения (фиг. 4), а в центре - сжимающие, усугубляет картину распределения напряжений, так как растягивающие напряжения в зонах (фиг. 6) складываются. При этом распад аустенита по сечению проката идет неравномерно в зоне действия растягивающих на пряжений более интенсивно, и, наоборот, что приводит
марганцем и кремнием сталей типа 20ГС. 20Г2С, 35ГС.
Формула изобретения
Способ прокатки арматурных профилей из низчолегированных сталей, содержащих марганец и кремний, включающий прокатку заготовки овального сечения в кругЛом калибре с регулируемым ее охлаждением перед
к появлению, в свою очередь, структурных Ю прокаткой с интенсивностью, обеспечиваюнапряжений. В центральной части сечения арматурных стержней, при сочетании этих условий, развиваются микротрещины, которые легко выявляются, если ускоренное охщеи разность температур охлаждаемых и неохлаждаемых участков поверхности - и между охлажденным поверхностным слоем и неохлажденной сердцевиной заготовки в диатемпературы после прокатки в пределах 30-100°С, отличающийся тем , что, с целью повыщения пластических свойств проката при снижении энергосиловых параметров процесса прокатки, после регулируемого ох- 20 лаждения дополнительно проводят выдержку в течение 0,1-0,3 с, а затем начинают прокатку в круглом калибре.
Таблица 1
лаждения не оканчивать при температу- пазоне 100-250°С при общем снижении ре 370-450°С, а охлаждать прокат до комнатной температуры, т.е. 20-30°. В этом случае в центральной части, попереченого сечения проката по вертикали (фиг. 6) образуются не микро-, а продольные вдоль всей длины проката макротрещины, хорощо видные невооруженным глазом. При охлаждении до 20-30° проката с подстуживанием согласно предлагаемому способу трещины в вертикальной части сечения проката не наблюдаются. Компенсация деформационных остаточных напряжений в зонах осуществляется благодаря наложению на картину распределения деформационных напряжений (фиг. 5) термических напряжений в стержне после локального подстуживания в интервале 0,1-0,3 с.
Предлагаемый способ дает возможность при снижении энергосиловых параметров прокатки повысить пластические свойства термомеханически упрочняемого проката из низкоуглеродистых и низколегированных
25
Параметры
t, с
О,
I::°;L::I
0,3
30
и
т .м.
I, А
28,2 1,1 198
27,5
1,15
196
27,3
1,17
198
Режим охлаждения
88,4 87,2 93,5 86,2 88,3 83,А 85,6
марганцем и кремнием сталей типа 20ГС. 20Г2С, 35ГС.
Формула изобретения
Способ прокатки арматурных профилей из низчолегированных сталей, содержащих марганец и кремний, включающий прокатку заготовки овального сечения в кругЛом калибре с регулируемым ее охлаждением перед
прокаткой с интенсивностью, обеспечивающеи разность температур охлаждаемых и неохлаждаемых участков поверхности - и между охлажденным поверхностным слоем и неохлажденной сердцевиной заготовки в диатемпературы после прокатки в пределах 30-100°С, отличающийся тем , что, с целью повыщения пластических свойств проката при снижении энергосиловых параметров процесса прокатки, после регулируемого ох- аждения дополнительно проводят выдержку в течение 0,1-0,3 с, а затем начинают прокатку в круглом калибре.
Таблица 1
пазоне 100-250°С при общем снижении
пазоне 100-250°С при общ
25
Параметры
t, с
50°С при общем снижени
О,
I::°;L::I
0,3
пазоне 100-250°С при общем снижении
и
т .м.
I, А
28,2 1,1 198
27,5
1,15
196
27,3
1,17
198
Таблица
Продолжение табл. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки и термоупрочнения стержней | 1983 |
|
SU1100023A1 |
| Способ термоупрочнения арматурных стержней | 1982 |
|
SU1216220A1 |
| Способ термического упрочнения арматурных стержней и устройство для его осуществления | 1984 |
|
SU1237712A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| Способ изготовления арматурных профилей из низколегированных сталей | 1989 |
|
SU1652361A1 |
| Способ прокатки профилей круглого поперечного сечения | 1987 |
|
SU1488041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| Способ производства арматуры периодического профиля | 1991 |
|
SU1785446A3 |

Изобретение относится к прокатному производству и может быть использовано при производстве арматурной стали типа 20 ГС, 35 ГС, термоупрочненной в линии стана горячей прокатки. Цель изобретения - повышение пластических свойств проката при снижении энергосиловых параметров процесса прокатки. В хода прокатки овальный раскат, проходя через выводную проводку, охлаждающее устройство, вводную проводку, поступает в чистовой калибр. Скорость прокатки 8 м/с Устанавливая на различном расстоянии охлаждающее устройство от чистового калибра, можно изменять временные интервалы после охлаждения перед чистовой прокаткой. Выдерживая интервал времени при прокатке в интервале 0,1-0,3 с после окончания охлаждения, достигают увеличения пластических свойств в 1,1 - 1,2 раза (65 12,3-13,5%) в сравнении со способом-прототипом, а энергосиловые параметры прокатки будут составлять 0,85-0,95 от усилий прокатки непод- стуженного раската. 6 ил., 2 табл. f (Л со 4 05 ГО со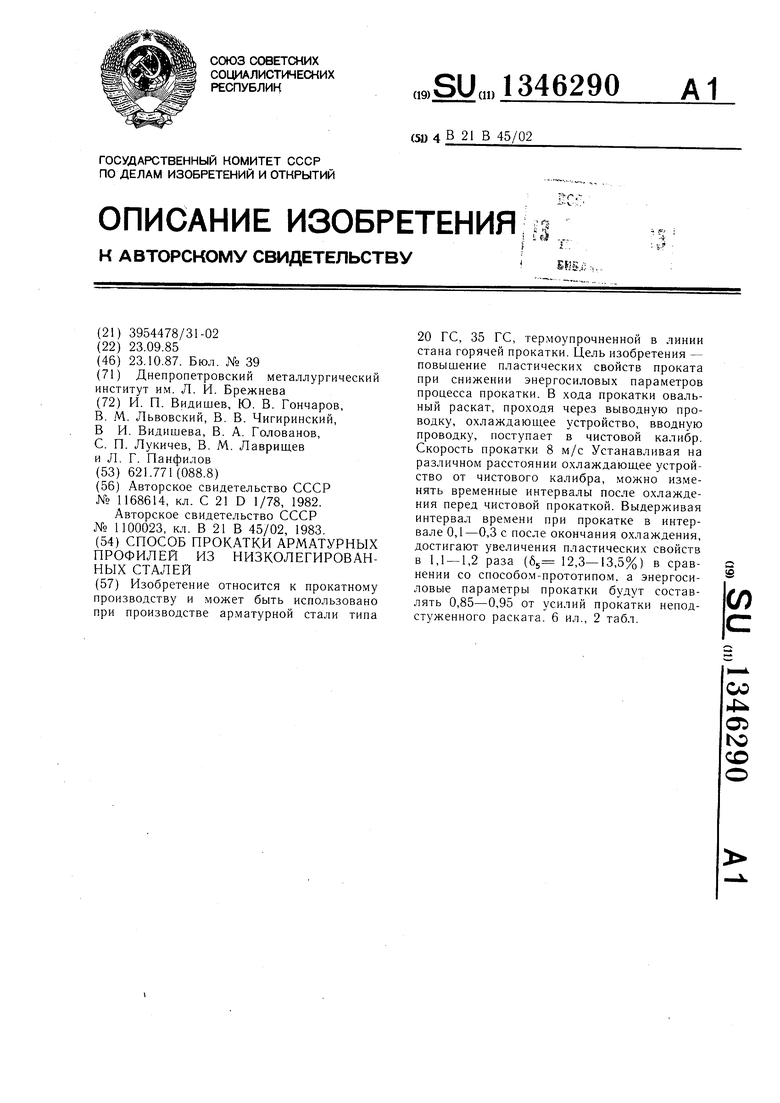
Фиг.1
Фиг. 2
Направлениепрокатки
у
Фие.З
Линия разгрузки
Фиг.ЧФаг. 5
Зоны образования тре- ш,ин
Составитель Ю. Лямов
Редактор А. ВоровнчТехред И. ВересКорректор А. Ильин
Заказ 4642/12Тираж 480Подписное
ВНИИГ1И Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.6
| Способ сфероидизирующей обработки легированной стали | 1982 |
|
SU1168614A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки и термоупрочнения стержней | 1983 |
|
SU1100023A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
